一种流水线系统及其控制方法与流程
本技术涉及生产制造,特别是涉及一种流水线系统及其控制方法。
背景技术:
1、随着自动化程度的不断提高,常采用流水线的生产方式对产品进行加工制造。在流水线系统中包括多个载物工具,载物工具携带加工产品依次进入加工工位,以对加工产品执行加工操作。
2、现有的技术方案中,当其中的一个或多个载物工具出现异常时,需要停止整个生产线,然后对出现异常的载物工具执行维修或更换等操作,然后再重新运行生产线以继续进行生产,然而此种方式会出现生产效率较低等问题。
技术实现思路
1、为了解决现有技术中存在的上述技术问题,本技术提供一种流水线系统及其控制方法。
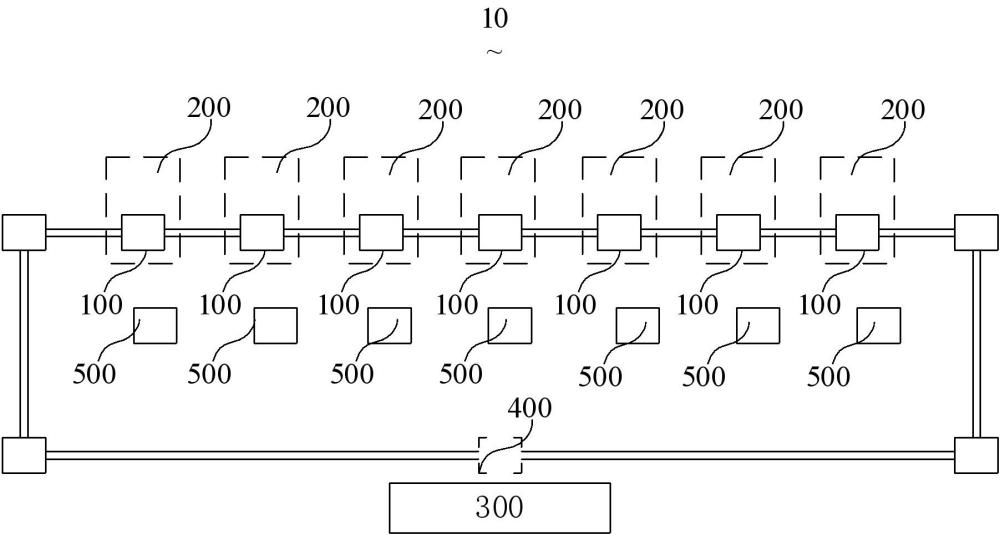
2、为解决上述问题,本技术提供了一种流水线系统,流水线系统包括:多个加工工位、多个载物工具和控制装置,多个加工工位依次分布在流水线系统的传输路径上;每个载物工具用于在传输路径上依次移入或移出加工工位;控制装置用于响应于多个载物工具中的屏蔽载物工具移入加工工位,将屏蔽载物工具所在的第一当前加工工位设定为屏蔽作业状态,以控制屏蔽载物工具移出第一当前加工工位;控制装置还响应于屏蔽载物工具移出第一当前加工工位,解除第一当前加工工位的屏蔽作业状态。由此,当多个载物工具中存在异常的屏蔽载物工具移入加工工位时,控制装置将该屏蔽载物工具所在的第一当前加工工位设定为屏蔽作业的状态,以无需对屏蔽载物工具承载的产品执行作业,以及无需立即停止整个流水线系统,而是直接将屏蔽载物工具移出第一当前加工工位,以使流水线系统可继续正常运行,提高流水线系统的生产效率。当屏蔽载物工具移出第一当前加工工位时,可直接解除第一当前加工工位的屏蔽作业状态,以便于当正常载物工具移入第一当前加工工位时,可快速在第一加工工位对产品执行作业操作,进一步提高流水线系统的生产效率。
3、在一些实施例中,控制装置还响应于多个载物工具中的正常载物工具移入加工工位,将正常载物工具所处的第二当前加工工位设定为正常作业状态,以在第二当前加工工位执行作业。由此,当正常载物工具移入第二当前加工工位时,将第二当前加工工位设定为正常作业状态,以便于正常载物工具可在第二当前加工工位执行作业操作,使得流水线系统继续正常运行,提高流水线系统的生产效率。
4、在一些实施例中,控制装置还响应于屏蔽载物工具移出第一当前加工工位至下一加工工位,将下一加工工位作为第一当前加工工位,并将下一加工工位设定为屏蔽作业状态。由此,当屏蔽载物工具移入下一加工工位时,控制装置将该下一加工工位设定为屏蔽作业的状态,以无需对屏蔽载物工具承载的产品执行作业,以及无需立即停止整个流水线系统,而是直接将屏蔽载物工具移出下一加工工位,以使流水线系统可继续正常运行,提高流水线系统的生产效率。
5、在一些实施例中,流水线系统还包括暂存空位,暂存空位和加工工位依次设置在传输路径上,每个载物工具用于在传输路径上依次移入或移出暂存空位。由此,通过暂存空位的设定,能够便于形成循环式的流水线系统,提高流水线系统的循环效率,进而提高流水线系统的生产效率。
6、在一些实施例中,加工工位包括扫码工位,响应于载物工具带动电芯移入扫码工位,对电芯执行扫码操作,以获取电芯的电芯信息;控制装置响应于电芯信息确定是否将承载电芯的载物工具设定为屏蔽载物工具。由此,在扫码工位处对电芯执行扫码操作,控制装置可根据扫描的电芯信息确定是否对承载电芯的载物工具设定为屏蔽载物工具,从而可针对性的对电芯执行作业流程,且也可对无需进行操作的电芯进行屏蔽,以在不停止流水线系统的情况下,正常运行整个流水线系统,提高流水线系统的生产效率。
7、在一些实施例中,多个加工工位包括上料工位、焊接工位和下盖工位,上料工位、扫码工位、焊接工位和下盖工位沿传输路径依次设置;响应于载物工具移入上料工位,将电芯放置于位于上料工位的载物工具;响应于载物工具带动电芯移入扫码工位,将辅助盖板放置于电芯;响应于载物工具带动放置有电芯和辅助盖板移入焊接工位,对电芯执行焊接操作;响应于载物工具带动焊接完成的电芯移入下盖工位,分离电芯和辅助盖板。由此,加工工位包括上料工位、焊接工位和下盖工位,可在不同的工位对电芯执行不同的操作流程,提高生产效率,并且在扫码工位处可将辅助盖板放置于电芯,以便于通过辅助盖板起到遮挡作用,缓解对电芯执行焊接操作时焊渣飞溅的风险,在完成焊接操作后,可在下盖工位分离电芯和辅助盖板,以便于对电芯执行后续的操作流程,提高电芯的加工良率以及对电芯的加工效率。
8、在一些实施例中,多个加工工位还包括除尘工位和下料工位,下盖工位、除尘工位和下料工位沿传输路径依次设置;响应于载物工具将焊接完成的电芯移入除尘工位,对电芯执行除尘操作;响应于载物工具将除尘后的电芯移入下料工位,分离电芯和载物工具。由此,将完成焊接后的电芯移入除尘工位执行除尘操作,并将除尘后的电芯在下料工位处分离,从而能够使整个流水线系统对电芯的加工操作更加完整,进一步提高流水线系统的自动化程度。
9、在一些实施例中,多个加工工位还包括比对工位,比对工位在传输路径上位于除尘工位和下料工位之间;响应于载物工具将除尘后的电芯移入比对工位,对除尘后的电芯进行拍照处理,并根据拍照后的图像确定电芯是否合格。由此,将除尘后的电芯移入比对工位进行拍照,从而根据拍照后的图像确定电芯是否合格,能够快速且准确地确定出电芯的加工良率,以便于后续对电芯执行下料操作,提高流水线系统的自动化程度。
10、在一些实施例中,控制装置还响应于任一载物工具的载物次数大于或等于预警次数,触发第一警告提醒;和/或,控制装置还响应于任一载物工具的载物次数大于或等于寿命次数,触发第二警告提醒,其中,寿命次数大于预警次数。由此,通过监控载物工具的载物次数,当载物次数大于或等于预警次数时,触发第一警告提醒;当载物次数大于或等于寿命次数时,触发第二警告提醒,从而通过两级警告提醒,能够较好的预防流水线系统在使用的过程中出现突发性损坏的风险,从而提高流水线系统的工作性能等。
11、在一些实施例中,控制装置用于获取载物工具承载的物体重量,计算物体重量与标准重量的比值,将比值作为载物工具的载物次数。由此,通过计算载物工具承载的物体重量与标准重量的比值来确定载物次数,能够使载物工具的损耗更接近真实情况,更好的预防流水线系统在使用的过程中出现突发性损坏的风险,从而提高流水线系统的工作性能等。
12、在一些实施例中,每个加工工位设置有识别装置,用于识别载物工具的标识码,控制装置基于识别装置的识别结果确定载物工具的位置。由此,通过在每个加工工位设置用于识别载物工具标识码的识别装置,能够准确确定出载物工具的位置,便于准确地将屏蔽载物工具所在的加工工位设定为屏蔽作业的状态,以使流水线系统正常运行,提高流水线系统的生产效率。
13、在一些实施例中,控制装置还用于接收目标对象的操作指令,以从多个载物工具中确定屏蔽载物工具。由此,通过接收目标对象的操作指令以确定出屏蔽载物工具,能够便于准确地将屏蔽载物工具所在的加工工位设定为屏蔽作业的状态,使流水线系统正常运行,提高流水线系统的生产效率。
14、为解决上述问题,本技术提供了一种流水线系统的控制方法,流水线系统包括多个加工工位和多个载物工具,多个加工工位依次分布在流水线系统的传输路径上,多个载物工具在传输路径上依次移入或移出加工工位,控制方法包括:响应于多个载物工具中的屏蔽载物工具移入加工工位,将屏蔽载物工具所在的第一当前加工工位设定为屏蔽作业状态;响应于第一当前加工工位设定为屏蔽作业状态,将屏蔽载物工具移出第一当前加工工位;响应于屏蔽载物工具移出第一当前加工工位,解除第一当前加工工位的屏蔽作业状态。由此,当多个载物工具中存在异常的屏蔽载物工具移入加工工位时,将该屏蔽载物工具所在的第一当前加工工位设定为屏蔽作业的状态,以无需对屏蔽载物工具承载的产品执行作业,以及无需立即停止整个流水线系统,而是直接将屏蔽载物工具移出第一当前加工工位,以使流水线系统可继续正常运行,提高流水线系统的生产效率。当屏蔽载物工具移出第一当前加工工位时,可直接接触第一当前加工工位的屏蔽作业状态,以便于当正常载物工具移入第一当前加工工位时,可快速在第一加工工位对产品执行作业操作,进一步提高流水线系统的生产效率。
15、在一些实施例中,控制方法包括:响应于多个载物工具中的正常载物工具移入加工工位,将正常载物工具所处的第二当前加工工位设定为正常作业状态;响应于第二当前加工工位设定为正常作业状态,在第二当前加工工位执行作业。由此,当正常载物工具移入第二当前加工工位时,将第二当前加工工位设定为正常作业状态,以便于正常载物工具可在第二当前加工工位执行作业操作,使得流水线系统继续正常运行,提高流水线系统的生产效率。
16、在一些实施例中,在响应于屏蔽载物工具移出第一当前加工工位,解除第一当前加工工位的屏蔽作业状态的步骤之后,控制方法还包括:响应于屏蔽载物工具移出第一当前加工工位至下一加工工位,将下一加工工位作为第一当前加工工位,并将下一加工工位设定为屏蔽作业状态。由此,当屏蔽载物工具移入下一加工工位时,将该下一加工工位设定为屏蔽作业的状态,以无需对屏蔽载物工具承载的产品执行作业,以及无需立即停止整个流水线系统,而是直接将屏蔽载物工具移出下一加工工位,以使流水线系统可继续正常运行,提高流水线系统的生产效率。
17、在一些实施例中,控制方法包括:响应于任一载物工具的载物次数大于或等于预警次数,触发第一警告提醒;响应于任一载物工具的载物次数大于或等于寿命次数,触发第二警告提醒,其中,寿命次数大于预警次数。由此,通过监控载物工具的载物次数,当载物次数大于或等于预警次数时,触发第一警告提醒;当载物次数大于或等于寿命次数时,触发第二警告提醒,从而通过两级警告提醒,能够较好的预防流水线系统在使用的过程中出现突发性损坏的风险,从而提高流水线系统的工作性能等。
18、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!