合并加工程序的方法、机床及计算机可读存储介质与流程
本发明涉及机械加工自动化,特别是涉及一种合并加工程序的方法、机床及计算机可读存储介质。
背景技术:
1、现有的机床加工中,可以通过机床对同一机台上的多个零件依次进行加工,在加工前需要先对应每个零件设置加工程序,机床会根据加工程序中加工类型的各个步骤控制刀具的行程或者是更换刀具,来对应每个零件单独进行加工。
2、而单台机床对多件工件进行加工时,通常需要频繁更换刀具,而每更换一次刀具,又要重新启动对刀。这样不仅降低了加工效率,而且容易导致刀具磨损和加工精度不稳定。为了解决这些问题,业界一直在寻求一种能够提高加工效率、减少刀具更换次数的方法。
技术实现思路
1、本发明为了解决上述现有技术中单台机床对多工件进行加工效率低的技术问题,提出一种合并加工程序的方法、机床及计算机可读存储介质。
2、本发明采用的技术方案是:
3、本发明提出了一种合并加工程序的方法,包括步骤:
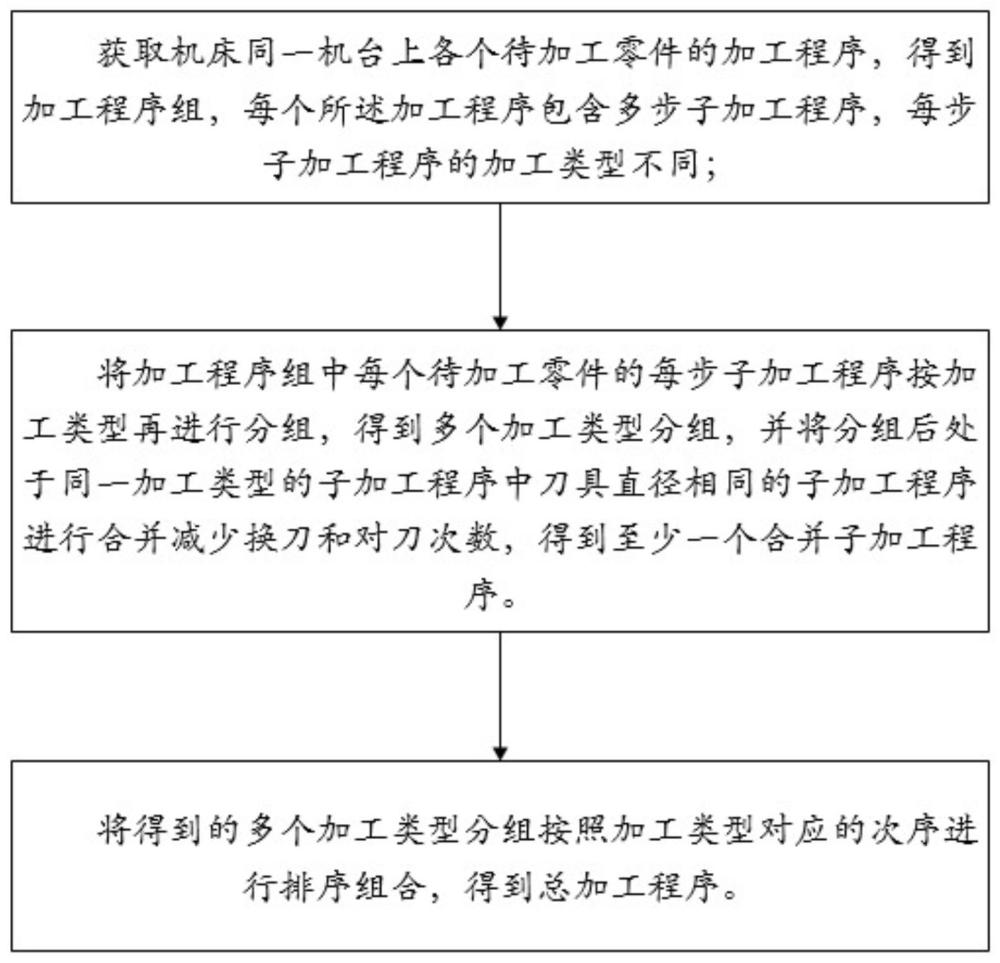
4、获取机床同一机台上各个待加工零件的加工程序,得到加工程序组,每个所述加工程序包含多步子加工程序,每步子加工程序的加工类型不同;
5、将加工程序组中每个待加工零件的每步子加工程序按加工类型再进行分组,得到多个加工类型分组,并将分组后处于同一加工类型的子加工程序中刀具直径相同的子加工程序进行合并减少换刀和对刀次数,得到至少一个合并子加工程序。
6、进一步的,将处于同一加工类型的子加工程序中刀具直径相同的子加工程序进行合并具体包括:
7、根据子加工程序对应的待加工零件的坐标确定刀具的移动路径,并确定待加工零件的加工次序,并且删除加工次序排第一的待加工零件的子加工程序的结束时的对刀,删除加工次序排在中间的待加工零件的子加工程序开始时的对刀和结束时的对刀,删除加工次序排最后的待加工零件的子加工程序开始时的对刀。
8、进一步的,将所有子加工程序中刀具直径相同的子加工程序进行合并时,若刀具直径相同的子加工程序的总工时超出刀具的使用余量,减少子加工程序的合并数量,直至需要合并的子加工程序的总工时未超出刀具的使用余量。
9、第一实施例中,根据子加工程序对应的待加工零件的坐标确定刀具的移动路径具体为:确定子加工程序对应的各个待加工零件的坐标,选择刀具移动经过各个待加工零件路径最短的路径进行路径串联。
10、第二实施例中,根据子加工程序对应的待加工零件的坐标确定刀具的移动路径具体为:
11、获取子加工程序对应的各个待加工零件的坐标,以及机台的对角线坐标,得到各个待加工零件垂直映射在对角线上的映射点,刀具移动路径设置为沿对角线从一端向另一端移动,每经过一个待加工工件对应的所述映射点时向待加工工件方向垂直移动,加工完后再沿原路径返回对角线的映射点并继续移动,直至到达对角线的另一端。
12、本发明还包括步骤:将得到的多个加工类型分组按照加工类型对应的次序进行排序组合,得到总加工程序。
13、进一步的,机床执行所述总加工程序时,实时监控刀具的状态和待加工零件的加工质量。
14、进一步的,机床执行所述总加工程序时,先运行子加工程序中未合并的子加工程序,再按照子加工程序的合并数量从多到少依次排序,按照排序来依次运行加工类型分组中的合并子加工程序。
15、具体的,所述子加工程序的加工类型包括:粗加工、中光加工、精光加工和光刀加工。
16、本发明还提出一种机床,使用上述的合并加工程序的方法对多个待加工零件的加工程序进行合并。
17、本发明还提出一种计算机可读存储介质,用于存储计算机程序,所述计算机程序运行时执行上述的合并加工方法。
18、与现有技术比较,本发明通过对加工程序进行合并,可以实现多件工件的连续加工,每加工完一个待加工零件后不用进行换刀对刀,直接加工下一个需要使用相同尺寸刀具进行加工的零件,减少了机床加工过程中的对刀换刀次数,从而提高了机床对多工件进行加工的效率,缩短了加工时间,同时对刀换刀次数减少,也进一步提高了加工精度。
技术特征:
1.一种合并加工程序的方法,其特征在于,包括步骤:
2.如权利要求1所述的合并加工程序的方法,其特征在于,将所有子加工程序中刀具直径相同的子加工程序进行合并时,若刀具直径相同的子加工程序的总工时超出刀具的使用余量,减少子加工程序的合并数量,直至需要合并的子加工程序的总工时未超出刀具的使用余量。
3.如权利要求1所述的合并加工程序的方法,其特征在于,还包括步骤:将得到的多个加工类型分组按照加工类型对应的次序进行排序组合,得到总加工程序。
4.如权利要求3所述的合并加工程序的方法,其特征在于,所述机床执行所述总加工程序时,实时监控刀具的状态和待加工零件的加工质量。
5.如权利要求3所述的合并加工程序的方法,其特征在于,所述机床执行所述总加工程序时,先运行子加工程序中未合并的子加工程序,再按照子加工程序的合并数量从多到少依次排序,按照排序来依次运行加工类型分组中的合并子加工程序。
6.如权利要求1所述的合并加工程序的方法,其特征在于,所述子加工程序的加工类型包括:粗加工、中光加工、精光加工和光刀加工。
7.一种机床,其特征在于,使用权利要求1至6任一项所述的合并加工程序的方法对多个待加工零件的加工程序进行合并。
8.一种计算机可读存储介质,用于存储计算机程序,其特征在于,所述计算机程序运行时执行权利要求1至6任一项所述的合并加工程序的方法。
技术总结
本发明公开了一种合并加工程序的方法、机床及计算机可读存储介质,方法包括:获取机床同一机台上各个待加工零件的加工程序,得到加工程序组,每个所述加工程序包含多步子加工程序,每步子加工程序的加工类型不同;将加工程序组中每个待加工零件的每步子加工程序按加工类型再进行分组,得到多个加工类型分组,并将分组后处于同一加工类型的子加工程序中刀具直径相同的子加工程序进行合并减少换刀和对刀次数,得到至少一个合并子加工程序。本发明通过对加工程序进行合并,可以实现多件工件的连续加工,提高加工效率,减少刀具磨损和加工误差。这种方法不仅可以提高生产效率,还可以提高产品的加工质量和稳定性,具有显著的经济效益。
技术研发人员:冯洪华,林红昌,纪传锐,任明强,孙锡武,梁远海
受保护的技术使用者:珠海格力精密模具有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!