一种电子标签的组装方法与流程
[0001]
本发明属于机械技术领域,涉及一种组装方法,特别是一种电子标签的组装方法。
背景技术:
[0002]
随着技术的快速进步,商场货架上引入了电子标签(简称货架电子标签)。电子标签是一种放置在货架上、可替代传统的普通材料货架标签的电子显示装置,可以显示并能随时更改商品的品名、规格、单位、等级、现签、原价、促销原因、促销标识、促销时间和陈列信息等。
[0003]
现有技术中没有专门的组装方法,无法实现批量生产,因此,设计出一种电子标签的组装方法是很有必要的。
技术实现要素:
[0004]
本发明的目的是针对现有的技术存在上述问题,提出了一种电子标签的组装方法,该组装方法具有组装可靠的特点。
[0005]
本发明的目的可通过下列技术方案来实现:一种电子标签的组装方法,其特征在于,包括如下步骤:
[0006]
a、备料:购买外壳、显示屏和电路板,外壳包括前盖和后盖;
[0007]
b、组装显示屏:将显示屏通过胶水固定在前盖上;
[0008]
c、组装电路板:将电路板通过紧固件安装到后盖上;
[0009]
d、整体组装:通过组装机将步骤b中的前盖扣合到步骤c 中的后盖上,得到成品;
[0010]
e、检验:通过检测机对步骤d中的成品进行通电检测;
[0011]
f、包装:将步骤e中检验合格的成品进行包装入库。
[0012]
采用以上方法,通过备料、组装显示屏、组装电路板、整体组装、检验和包装等操作,可就实现电子标签的批量组装,且采用了组装机来取代人工操作,组装可靠。
[0013]
所述组装机包括机座,机座上固定有工作台,工作台上开设有用于放置外壳后盖的若干放置槽一,且放置槽一呈一字形分布,机座上固定有安装架,安装架上设置有升降板,升降板与一能带动其上下移动的驱动结构相连,升降板上固定有若干辅助杆,且辅助杆呈一字形分布,辅助杆上均固定有定位座,定位座上开设有用于定位外壳前盖的定位槽,且定位槽的位置与放置槽一的位置一一对应,定位槽内均具有橡胶圈。
[0014]
采用以上结构,将多个外壳后盖放入到工作台的放置槽一内,将多个外壳前盖卡入到相应定位座的定位槽内,通过驱动结构带动升降板向下移动,升降板带动定位座向下移动,使外壳前盖与外壳后盖相扣合,从而可单次实现多个外壳同时组装,组装简便。
[0015]
所述橡胶圈上具有凸出的若干防滑柱。
[0016]
所述橡胶圈为耐高温橡胶圈。
[0017]
所述驱动结构包括导杆、导块和气缸一,导杆竖直固定在安装架上,导块设置在导杆上,气缸一固定在安装架上,且气缸一的活塞杆竖直向下,气缸一的活塞杆端部和导块相
连,升降板固定在导块上。
[0018]
采用以上结构,通过气缸一带动导块沿着导杆上下移动,导块带动升降板上下移动,从而可使升降板上下移动。
[0019]
所述导杆两端均具有限位块。
[0020]
所述安装架上还设置有预热组件,预热组件包括气缸二、升降框和防护板,气缸二固定在安装架上,且气缸二的活塞杆竖直向下,升降框固定在气缸二的活塞杆端部,升降框上固定有用于对外壳前盖进行预热的若干环形电加热件,防护板固定在升降框侧部。
[0021]
采用以上结构,将外壳前盖卡入到定位座的定位槽后,通过气缸二带动升降框向下移动,使升降框位于定位座处,通过环形电加热件对外壳前盖进行预热,从而可确保外壳前盖与外壳后盖顺利扣合。
[0022]
所述防护板采用透明玻璃制作而成。
[0023]
所述机座上还设置有下料组件,下料组件包括气缸三和顶板,工作台上还开设与放置槽一相连通的避让孔,气缸三固定在机座上,且气缸三的活塞杆竖直向上,顶板固定在气缸三的活塞杆端部,且顶板位于工作台的下方,顶板上具有若干下料顶杆,且下料顶杆呈一字形分布。
[0024]
采用以上结构,当外壳组装好后,通过气缸三带动顶板向上移动,顶板带动下料顶杆向上移动,下料顶杆可将工作台的放置槽一内的外壳顶出,从而实现其下料作业。
[0025]
所述检测机包括底座,底座上竖直转动设置有驱动轴,驱动轴下端与一能带动其转动的动力结构相连,驱动轴上端和转盘相连,转盘上固定有若干定位座,且定位座呈均匀分布,定位座上开设有用于放置电子标签的放置槽二,定位座上还安装有能将电子标签定位住的快速夹,底座上还固定有支架一和支架二,支架一上设置有检测机构,支架二上设置有标识组件。
[0026]
所述检测机构包括储电池、正触碰件、负触碰件、气缸四和绝缘移动座,气缸四固定在支架一上,且气缸四的活塞杆水平设置,绝缘移动座固定在气缸四的活塞杆端部,正触碰件和负触碰件分别固定在绝缘移动座上,正触碰件通过导线与储电池的正极相连,负触碰件通过导线与储电池的负极相连,蓄电池固定在支架一上。
[0027]
采用以上结构,将待检测的电子标签放入到定位座的放置槽二内,通过快速夹将电子标签定位住,通过动力结构带动驱动轴转动,驱动轴带动转盘转动,使定位座依次转动到检测工位和标识工位,通过气缸四带动绝缘移动座运动,绝缘移动座带动正触碰件和负触碰件运动,对电子标签进行通电,观察电子标签是否显示正常,通过标识组件对不合格的电子标签打上标记,从而可方便对电子标签进行检测,检测方便。
[0028]
所述标识组件包括气缸五、升降座、固定环、标识笔和锁紧螺栓,气缸五固定在支架二上,且气缸五的活塞杆竖直向下,升降座固定在气缸五的活塞杆端部,固定环通过连杆固定在升降座上,标识笔设置在固定环上,锁紧螺栓螺纹连接在固定环上,且锁紧螺栓端部能与标识笔侧部相抵靠。
[0029]
采用以上结构,在需要使用标识笔时,通过气缸五带动升降座向下移动,升降座带动固定环向下移动,固定环带动标识笔向下移动,标识笔可对不合格的电子标签打上标记。
[0030]
所述锁紧螺栓上还具有手轮。
[0031]
所述动力结构包括动力电机、主动轮、从动轮和皮带,动力电机固定在底座上,且
动力电机的输出轴竖直向上,主动轮固定在动力电机的输出轴端部,从动轮固定在驱动轴下端,皮带套设在主动轮与从动轮之间。
[0032]
采用以上结构,通过动力电机带动主动轮转动,主动轮通过皮带带动从动轮转动,从动轮带动驱动轴转动,从而可使驱动轴转动。
[0033]
所述支架一上还通过可弯曲的柔性杆安装有放大镜。
[0034]
采用以上结构,通过放大镜可方便对电子标签的外观进行检查。
[0035]
与现有技术相比,本电子标签的组装方法具有以下优点:
[0036]
本发明中通过备料、组装显示屏、组装电路板、整体组装、检验和包装等操作,可就实现电子标签的批量组装,且采用了组装机来取代人工操作,组装可靠。
附图说明
[0037]
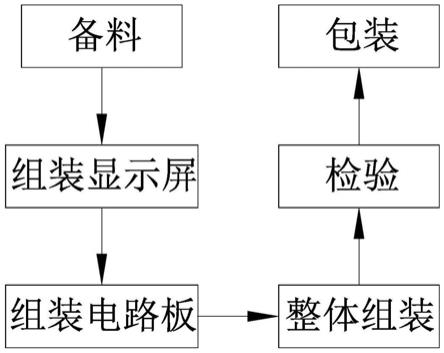
图1是本组装方法的步骤示意图。
[0038]
图2是组装机的平面结构示意图。
[0039]
图3是组装机中升降框处的平面结构示意图。
[0040]
图4是组装机中定位座处的平面结构示意图。
[0041]
图5是检测机的平面结构示意图。
[0042]
图中,1、机座;2、工作台;2a、放置槽一;2b、避让孔;3、安装架;4、定位座;4a、定位槽;5、防护板;6、升降框;7、辅助杆;8、导杆;9、导块;10、气缸一;11、升降板;12、气缸二;13、下料顶杆;14、顶板;15、气缸三;16、环形电加热件;17、橡胶圈;21、底座;22、从动轮;23、驱动轴;24、皮带;25、动力电机;26、主动轮;27、支架二;28、转盘;29、定位座;30、快速夹;31、手轮;32、锁紧螺栓;33、固定环;34、气缸五;35、升降座;36、标识笔;37、气缸四;38、绝缘移动座;39、正触碰件;40、负触碰件;41、储电池;42、柔性杆;43、放大镜;44、支架一。
具体实施方式
[0043]
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
[0044]
如图1所示,本电子标签的组装方法,包括如下步骤:
[0045]
a、备料:购买外壳、显示屏和电路板,外壳包括前盖和后盖;
[0046]
b、组装显示屏:将显示屏通过胶水固定在前盖上;
[0047]
c、组装电路板:将电路板通过紧固件安装到后盖上;
[0048]
d、整体组装:通过组装机将步骤b中的前盖扣合到步骤c 中的后盖上,得到成品;
[0049]
e、检验:通过检测机对步骤d中的成品进行通电检测;
[0050]
f、包装:将步骤e中检验合格的成品进行包装入库。
[0051]
采用该方法,通过备料、组装显示屏、组装电路板、整体组装、检验和包装等操作,可就实现电子标签的批量组装,且采用了组装机来取代人工操作,组装可靠。
[0052]
如图2-图4所示,组装机包括机座1,机座1上固定有工作台2,在本实施例中,机座1上通过螺栓连接的方式固定有工作台2;工作台2上开设有用于放置外壳后盖的若干放置槽一2a,在本实施例中,放置槽一2a的数量为四个;且放置槽一2a呈一字形分布,机座1上固定有安装架3,在本实施例中,机座1上通过螺栓连接的方式固定有安装架3;安装架3上设置有
升降板 11,升降板11与一能带动其上下移动的驱动结构相连,升降板 11上固定有若干辅助杆7,在本实施例中,辅助杆7的数量为四个;且辅助杆7呈一字形分布,辅助杆7上均固定有定位座4,定位座4上开设有用于定位外壳前盖的定位槽4a,且定位槽4a 的位置与放置槽一2a的位置一一对应,定位槽4a内均具有橡胶圈17。
[0053]
采用该结构,将多个外壳后盖放入到工作台2的放置槽一2a 内,将多个外壳前盖卡入到相应定位座4的定位槽4a内,通过驱动结构带动升降板11向下移动,升降板11带动定位座4向下移动,使外壳前盖与外壳后盖相扣合,从而可单次实现多个外壳同时组装,组装简便。
[0054]
橡胶圈17上具有凸出的若干防滑柱。
[0055]
橡胶圈17为耐高温橡胶圈,在本实施例中,耐高温橡胶圈 17采用市场上可以买到的现有产品。
[0056]
驱动结构包括导杆8、导块9和气缸一10,导杆8竖直固定在安装架3上,导块9设置在导杆8上,气缸一10固定在安装架3上,且气缸一10的活塞杆竖直向下,气缸一10的活塞杆端部和导块9相连,升降板11固定在导块9上。
[0057]
采用该结构,通过气缸一10带动导块9沿着导杆8上下移动,导块9带动升降板11上下移动,从而可使升降板11上下移动。
[0058]
导杆8两端均具有限位块。
[0059]
安装架3上还设置有预热组件,预热组件包括气缸二12、升降框6和防护板5,气缸二12固定在安装架3上,且气缸二12 的活塞杆竖直向下,升降框6固定在气缸二12的活塞杆端部,升降框6上固定有用于对外壳前盖进行预热的若干环形电加热件 16,在本实施例中,环形电加热件16的数量为四个;防护板5 固定在升降框6侧部。
[0060]
采用该结构,将外壳前盖卡入到定位座4的定位槽4a后,通过气缸二12带动升降框6向下移动,使升降框6位于定位座4 处,通过环形电加热件16对外壳前盖进行预热,从而可确保外壳前盖与外壳后盖顺利扣合。
[0061]
防护板5采用透明玻璃制作而成。
[0062]
机座1上还设置有下料组件,下料组件包括气缸三15和顶板 14,工作台2上还开设与放置槽一2a相连通的避让孔2b,气缸三15固定在机座1上,且气缸三15的活塞杆竖直向上,顶板14 固定在气缸三15的活塞杆端部,且顶板14位于工作台2的下方,顶板14上具有若干下料顶杆13,在本实施例中,下料顶杆13的数量为四个;且下料顶杆13呈一字形分布。
[0063]
采用该结构,当外壳组装好后,通过气缸三15带动顶板14 向上移动,顶板14带动下料顶杆13向上移动,下料顶杆13可将工作台2的放置槽一2a内的外壳顶出,从而实现其下料作业。
[0064]
如图5所示,检测机包括底座21,底座21上竖直转动设置有驱动轴23,驱动轴23下端与一能带动其转动的动力结构相连,驱动轴23上端和转盘28相连,转盘28上固定有若干定位座29,在本实施例中,定位座29的数量为三个;且定位座29呈均匀分布,定位座29上开设有用于放置电子标签的放置槽二,定位座 29上还安装有能将电子标签定位住的快速夹30,底座21上还固定有支架一44和支架二27,支架一44上设置有检测机构,支架二27上设置有标识组件;检测机构包括储电池41、正触碰件39、负触碰件40、气缸四37和绝缘移动座38,气缸四37固定在支架一44上,且气缸四37的活塞杆水平设置,绝缘移动座38固定在气缸四
37的活塞杆端部,正触碰件39和负触碰件40分别固定在绝缘移动座38上,正触碰件39通过导线与储电池41的正极相连,负触碰件40通过导线与储电池41的负极相连,蓄电池固定在支架一44上,在本实施例中,正触碰件39和负触碰件40通过导线与储电池41相连采用的是现有技术。
[0065]
采用该结构,将待检测的电子标签放入到定位座29的放置槽二内,通过快速夹30将电子标签定位住,通过动力结构带动驱动轴23转动,驱动轴23带动转盘28转动,使定位座29依次转动到检测工位和标识工位,通过气缸四37带动绝缘移动座38运动,绝缘移动座38带动正触碰件39和负触碰件40运动,对电子标签进行通电,观察电子标签是否显示正常,通过标识组件对不合格的电子标签打上标记,从而可方便对电子标签进行检测,检测方便。
[0066]
标识组件包括气缸五34、升降座35、固定环33、标识笔36 和锁紧螺栓32,气缸五34固定在支架二27上,且气缸五34的活塞杆竖直向下,升降座35固定在气缸五34的活塞杆端部,固定环33通过连杆固定在升降座35上,标识笔36设置在固定环 33上,锁紧螺栓32螺纹连接在固定环33上,且锁紧螺栓32端部能与标识笔36侧部相抵靠。
[0067]
采用该结构,在需要使用标识笔36时,通过气缸五34带动升降座35向下移动,升降座35带动固定环33向下移动,固定环 33带动标识笔36向下移动,标识笔36可对不合格的电子标签打上标记。
[0068]
锁紧螺栓32上还具有手轮31。
[0069]
动力结构包括动力电机25、主动轮26、从动轮22和皮带24,动力电机25固定在底座21上,且动力电机25的输出轴竖直向上,主动轮26固定在动力电机25的输出轴端部,从动轮22固定在驱动轴23下端,皮带24套设在主动轮26与从动轮22之间。
[0070]
采用该结构,通过动力电机25带动主动轮26转动,主动轮 26通过皮带24带动从动轮22转动,从动轮22带动驱动轴23转动,从而可使驱动轴23转动。
[0071]
支架一44上还通过可弯曲的柔性杆42安装有放大镜43,在本实施例中,柔性杆42采用市场上可以买到的现有产品。
[0072]
采用该结构,通过放大镜43可方便对电子标签的外观进行检查。
[0073]
以上部件均为通用标准件或本技术领域人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
[0074]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1