一种纸箱加工控制系统的制作方法
[0001]
本申请涉及纸箱加工控制管理的技术领域,尤其是涉及一种纸箱加工控制系统。
背景技术:
[0002]
瓦楞纸板经过模切、压痕、钉箱或粘箱制成瓦楞纸箱。瓦楞纸箱是一种应用最广泛的包装制品,用量一直是各种包装制品之首。半个多世纪以来,瓦楞纸箱以其优越的使用性能和良好的加工性能逐渐取代了木箱等运输包装容器,成为运输包装的主力军。瓦楞纸箱属于绿色环保产品,它利于环保,利于装卸运输。
[0003]
在目前的瓦楞纸箱生产流程,从采购纸板开始,直至生产成型乃至打包堆码仍旧大都依赖人工。不便于纸箱加工生产线的控制与管理,因此,需要对其进行改进。
技术实现要素:
[0004]
本申请的目的是提供一种便于控制和管理纸箱加工生产的纸箱加工控制系统。
[0005]
本申请的上述发明目的是通过以下技术方案得以实现的:一种纸箱加工控制系统,其特征在于,包括客户终端、后台终端、控制单元以及设备单元;其中,所述客户终端包括下单模块以及显示模块,所述下单模块与显示模块通信连接;所述后台终端包括订单接收模块、排序模块、处理模块、存储模块以及参数输入模块,所述订单接收模块分别与下单模块以及排序模块通信连接,所述处理模块分别与排序模块、存储模块以及参数输入模块通信连接;所述控制单元包括控制模块,所述控制模块与处理模块通信连接;所述设备单元包括依次相连接的进纸模块、压板模块、印刷模块、模切模块、粘钉模块以及打包模块,所述进纸模块、压板模块、印刷模块、模切模块、粘钉模块以及打包模块分别与控制模块电性连接。
[0006]
通过采用上述技术方案,客户通过下单模块下单,并将下单信息显示于显示模块中,订单接收模块接收下单模块中的订单信息,并通过排序模块将订单进行排序,以更好的管理订单,订单信息再经过处理模块的数据处理而存储于存储模块中,然后,根据订单信息中的产品信息,在参数输入模块中输入产品参数,然后,通过控制模块控制设备单元开始运行,根据所输入的产品参数,进行产品的加工生产;通过本申请的设置,提供了一种便于控制和管理纸箱加工生产的系统。
[0007]
本申请进一步设置为:所述后台终端还包括参数校验模块,所述参数校验模块与处理模块通信连接。
[0008]
通过采用上述技术方案,通过设置参数校验模块,并且,参数校验模块与处理模块通信连接,进而,通过参数输入模块输入的产品参数经过处理模块传输至参数校验模块中,通过参数校验模块以对所输入的产品参数进行核准校验,以免所输入的产品参数不符合标准,而影响产品的质量。
[0009]
本申请进一步设置为:所述后台终端还包括模拟生产模块,所述模拟生产模块与参数校验模块通信连接。
[0010]
通过采用上述技术方案,通过设置模拟生产模块,并且,模拟生产模块与参数校验模块通信连接,进而,所输入的产品参数经过参数校验模块核准校验后,以将符合标准的产品参数传输至模拟生产模块中,根据产品参数,通过模拟生产模块对产品进行模拟生产,以检验产品的生产流程是否顺畅,以免所加工生产出的产品不合格,造成损失。
[0011]
本申请进一步设置为:所述后台终端还包括反馈模块,所述反馈模块分别与处理模块以及显示模块通信连接。
[0012]
通过采用上述技术方案,通过设置反馈模块,并且,反馈模块分别与处理模块以及显示模块通信连接,进而,根据产品参数所加工生产的产品样板,通过反馈模块反馈至显示模块中,以供客户审核,以免所加工生产的产品与客户的意愿不一致,而影响客户的满意度。
[0013]
本申请进一步设置为:所述后台终端还包括物流模块,所述设备单元还包括运输模块,所述物流模块分别与处理模块以及运输模块通信连接。
[0014]
通过采用上述技术方案,通过设置物流模块以及运输模块,并且,物流模块分别与处理模块以及运输模块通信连接,进而,物流模块通过处理模块获取订单信息中的客户信息,并将所获取的客户信息发送至运输模块中,然后,运输模块根据所接收的客户信息,将加工生产出的产品运送至客户处,从而,提升了客户的体验度。
[0015]
本申请进一步设置为:所述控制单元包括故障监测模块以及报警模块,所述故障监测模块分别与设备单元、控制模块、报警模块以及处理模块通信连接。
[0016]
通过采用上述技术方案,通过设置故障监测模块以及报警模块,并且,故障监测模块分别与设备单元、控制模块、报警模块以及处理模块通信连接,进而,通过控制模块控制故障监测模块启动运行,以对运行中的设备单元进行故障监测,若运行中的设备单元出现故障,则将监测到的故障信息分别传输至报警模块以及处理模块,通过报警模块发出告警,通过处理模块以向后台终端发送故障信息,从而,以提示工作人员及时维修故障的设备单元,以免影响产品的加工生产效率。
[0017]
本申请进一步设置为:所述控制单元还包括无线扩展模块以及升级模块,所述无线扩展模块分别与控制模块以及升级模块通信连接,所述升级模块还与处理模块通信连接。
[0018]
通过采用上述技术方案,通过设置无线扩展模块以及升级模块,并且,无线扩展模块分别与控制模块以及升级模块通信连接,升级模块还与处理模块通信连接,进而,通过处理模块向升级模块发送升级程序,以通过无线扩展模块对控制模块进行升级更新,以提升控制模块的运行流畅性。
[0019]
本申请进一步设置为:所述控制单元还包括计数模块,所述计数模块分别与控制模块以及处理模块通信连接。
[0020]
通过采用上述技术方案,通过设置计数模块,并且,计数模块分别与控制模块以及处理模块通信连接,进而,通过控制模块控制计数模块启动运行,以对所加工生产的产品进行计数,并将所计算的产品数量信息发送至处理模块,以供工作人员查看并记录,从而,通过设置计数模块,能够更好的统计产品的加工生产数量。
[0021]
本申请进一步设置为:所述设备单元还包括剔废模块以及空气净化模块,所述剔废模块以及空气净化模块分别与控制模块通信连接。
[0022]
通过采用上述技术方案,通过设置剔废模块以及空气净化模块,并且,剔废模块以及空气净化模块分别与控制模块通信连接,进而,通过控制模块分别控制剔废模块以及空气净化模块启动运行,通过剔废模块剔除不合格的产品,通过空气净化模块以净化加工生产车间的空气质量,以给工作人员提供一个良好的工作环境。
[0023]
本申请进一步设置为:还包括原料平台,所述原料平台包括原料订购模块以及原料运送模块,所述原料订购模块分别与处理模块以及原料运送模块通信连接。
[0024]
通过采用上述技术方案,通过设置原来订购模块以及原料运送模块,并且,原料订购模块分别与处理模块以及原料运送模块通信连接,进而,通过处理模块向原料订购模块发送原料订购信息,经过原料平台的审核,以将原料订购信息发送至原料运送模块,最终通过原料运送模块向纸箱加工生产厂运送原料,相比于现有的去原料厂采购原料,节省了时间。
[0025]
综上所述,本申请的有益技术效果为:1.客户通过下单模块下单,并将下单信息显示于显示模块中,订单接收模块接收下单模块中的订单信息,并通过排序模块将订单进行排序,以更好的管理订单,订单信息再经过处理模块的数据处理而存储于存储模块中,然后,根据订单信息中的产品信息,在参数输入模块中输入产品参数,然后,通过控制模块控制设备单元开始运行,根据所输入的产品参数,进行产品的加工生产;通过本申请的设置,提供了一种便于控制纸箱加工生产的系统;2.通过参数输入模块输入的产品参数经过处理模块传输至参数校验模块中,通过参数校验模块以对所输入的产品参数进行核准校验,以免所输入的产品参数不符合标准,而影响产品的质量;并且,将符合标准的产品参数传输至模拟生产模块中,根据产品参数,通过模拟生产模块对产品进行模拟生产,以检验产品的生产流程是否顺畅,以免所加工生产出的产品不合格,造成损失;3.通过设置无线扩展模块以及升级模块,并且,无线扩展模块分别与控制模块以及升级模块通信连接,升级模块还与处理模块通信连接,进而,通过处理模块向升级模块发送升级程序,以通过无线扩展模块对控制模块进行升级更新,以提升控制模块的运行流畅性。
附图说明
[0026]
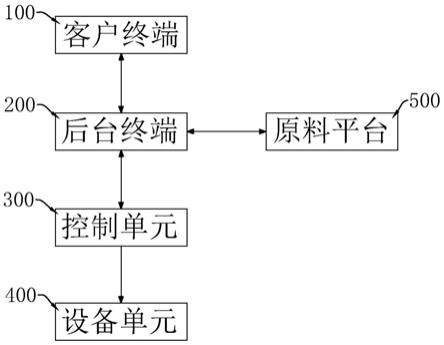
图1是本申请的整体结构框架示意图。
[0027]
图2是本申请的客户终端的框架示意图。
[0028]
图3是本申请的后台终端的框架示意图。
[0029]
图4是本申请的控制单元的框架示意图。
[0030]
图5是本申请的设备单元的框架示意图。
[0031]
图6是本申请的原料平台的框架示意图。
[0032]
附图标记:100、客户终端;110、下单模块;120、显示模块;200、后台终端;210、订单接收模块;220、排序模块;230、处理模块;240、存储模块;250、参数输入模块;260、参数校验模块;270、模拟生产模块;280、反馈模块;290、物流模块;300、控制单元;310、控制模块;320、故障监测模块;330、报警模块;340、无线扩展模块;350、升级模块;360、计数模块;400、
设备单元;410、进纸模块;420、压板模块;430、印刷模块;440、模切模块;450、粘钉模块;460、打包模块;470、运输模块;480、剔废模块;490、空气净化模块;500、原料平台;510、原料订购模块;520、原料运送模块。
具体实施方式
[0033]
以下结合附图对本申请作进一步详细说明。
[0034]
实施例1请参照图1,为本申请公开的一种纸箱加工控制系统,如图所示,包括客户终端100、后台终端200、控制单元300以及设备单元400,其中,客户终端100与后台终端200通信连接,后台终端200还与控制单元300通信连接,控制单元300与设备单元400通信连接。
[0035]
请参照图2,其中,客户终端100包括下单模块110以及显示模块120,并且,下单模块110与显示模块120通信连接,进而,客户能够通过客户终端100的下单模块110进行下单操作,具体的,下单模块110中包含有下单目录,在本实施例中,下单目录包括客户信息、下单日期、产品信息以及收货日期等,更具体的,客户信息包含客户姓名、客户联系方式以及货物接收地址等,产品信息包含产品尺寸规格、产品印刷图案以及产品印刷色彩等,并且,客户所下单的信息通过显示模块120进行显示。
[0036]
请参照图3,其中,后台终端200包括订单接收模块210、排序模块220、处理模块230、存储模块240、参数输入模块250,并且,订单接收模块210分别与下单模块110以及排序模块220通信连接,处理模块230分别与排序模块220、存储模块240以及参数输入模块250通信连接,具体的,订单接收模块210用于接收下单模块110所下单的信息;排序模块220用于根据订单接收模块210所接收的订单的日期进行排序,更具体的,此处所指的日期可以为订单的接收日期,也可以为订单中所记载的收货日期,当根据订单的接收日期进行排序时,有助于更好的管理客户所下订单,当根据订单中所记载的收货日期进行排序时,有助于按照订单的紧急程度进行加工;处理模块230用于对订单信息以及产品参数信息进行数据处理;存储模块240用于存储订单信息,参数输入模块250用于输入产品的参数信息。
[0037]
请继续参照图3,其中,后台终端200还包括参数校验模块260以及模拟生产模块270,并且,参数校验模块260分别与处理模块230以及模拟生产模块270通信连接,在本实施例中,参数校验模块260用于验证通过参数输入模块250所输入的产品参数,以判断所输入的产品参数是否符合标准,若所输入的产品参数符合标准,则执行下一步,反之,若所输入的产品参数不符合标准,则返回至参数输入模块250,以重新输入产品的参数,从而,通过设置参数校准模块260,实现了核准验证产品参数的目的,以免产品参数不符合标准而导致产品出现误差;经过参数校验模块260的验证,当所输入的产品参数符合标准时,参数校验模块260还将符合标准的产品参数传输至模拟生产模块270,进而,通过模拟生产模块270利用符合标准的产品参数进行模拟生产,以显示产品在生产加工过程中是否流畅,也即,对产品进行预生产,若模拟生产模块270显示出产品的生产加工过程流畅时,则即可投入生产线进行生产加工,反之,若模拟生产模块270显示出产品的生产加工过程不流畅时,则对产品的生产加工进行调整,直至产品的生产加工过程流畅为止。
[0038]
请继续参照图3,其中,后台终端200还包括反馈模块280,并且,反馈模块280分别与处理模块230以及显示模块120通信连接,在本实施例中,反馈模块280用于向客户终端
100反馈产品的生产加工情况,并将反馈至客户终端100的产品生产加工情况显示于显示模块120中,具体的,当后台终端200接收到客户终端100所下订单时,先生产加工小数量的产品以作为样板,例如,一件产品、两件产品等,并将生产加工的产品样板通过反馈模块280反馈至客户终端100的显示模块120,以供客户审核,经客户审核后,若客户对产品样板满意,则按照产品样板的形式进行大批量的生产加工,若客户对产品样板不满意,则同客户进行沟通协商,按照客户的意愿再次进行产品样板的生产,并通过反馈模块280反馈至客户终端100的显示模块120,以供客户进行审核,直至客户对产品样板满意为止。
[0039]
请继续参照图3,其中,后台终端200还包括物流模块290,并且,物流模块290与处理模块230通信连接,在本实施例中,物流模块290用于通过处理模块230获取订单接收模块210中的客户信息,具体的,客户信息包含客户姓名、客户联系方式以及货物接收地址等。
[0040]
请参照图4,其中,控制单元300用于控制产品生产线的运行,并且,控制单元300包括控制模块310,控制模块310与处理模块230通信连接,也即,处理模块230向控制模块310发送控制指令,以通过控制模块310控制产品生产线的运行,较佳的,在本实施例中,控制单元300可以采用plc控制系统,当然,根据实际的使用需求,可以任意变换控制单元300的控制类型,本申请不做限制。
[0041]
请继续参照图4,其中,控制单元300还包括故障监测模块320以及报警模块330,并且,故障监测模块320分别与设备单元400、控制模块310、报警模块330以及处理模块230通信连接,在本实施例中,故障监测模块320用于实时监测设备单元400的运行故障信息,并将所监测到的设备单元400的运行故障信息分别传输至控制模块310、报警模块330以及处理模块230,也即,通过控制模块310控制故障监测模块320开始运行,以对设备单元400进行故障监测,若设备单元400出现故障,一方面,故障监测模块320向处理模块230发送故障设备单元的故障信息,进而,以提示工作人员及时维修故障的设备单元400,以免影响产品的加工生产效率;另一方面,故障监测模块320还向报警模块330发送设备单元400的故障信息,以通过报警模块330实现自动报警的目的,以进一步提示工作人员及时维修故障的设备单元400,在本实施例中,报警模块330的报警方式既可以采用蜂鸣器的方式进行报警,也可以采用信号灯的方式进行报警,当然,也可以同时采用蜂鸣器以及信号灯的方式进行报警,本申请不做限制。
[0042]
其中,在本实施例中,故障监测模块320的故障监测原理为采用故障检测电路对设备单元进行实时的故障监测。
[0043]
请继续参照图4,其中,控制单元300还包括无线扩展模块340以及升级模块350,并且,无线扩展模块340分别与控制模块310以及升级模块350通信连接,升级模块350还与后台终端200的处理模块230通信连接,也即,通过处理模块230向升级模块350发送升级指令,进而,升级模块350通过无线扩展模块340对控制模块310进行升级更新,以使控制模块310的控制及运行更加流畅;在本实施例中,后台终端200的处理模块230中预存有更新程序,并且,处理模块230将更新程序发送至升级模块350,从而,通过无线扩展模块340对控制模块310进行升级更新。
[0044]
请继续参照图4,其中,控制单元300还包括计数模块360,并且,计数模块360分别与控制模块310以及处理模块230通信连接,也即,通过控制模块310控制计数模块360启动运行,在产品的加工生产过程中,通过计数模块360实时对产品的加工生产数量进行计数操
作,并将所获取的产品数量信息传输至后台终端200的处理模块230,以供工作人员知晓并记录,在本实施例中,计数模块360可以采用市面上可以购买到的计数装置,具体的,计数模块360的计数方式既可以采用摄像头的采集方式,也可以采用红外感应的采集方式,本申请不做限制。
[0045]
请参照图5,其中,设备单元400包括进纸模块410、压板模块420、印刷模块430、模切模块440、粘钉模块450以及打包模块460,并且,进纸模块410、压板模块420、印刷模块430、模切模块440、粘钉模块450以及打包模块460依次相递进连接,在本实施例中,进纸模块410用于向压板模块420中输送纸板原料,压板模块420用于将输送的纸板原料压合成复合纸板,并对复合纸板进行压痕及裁切操作,印刷模块430用于对复合纸板进行印刷,模切模块440用于对复合纸板进行模切,粘钉模块450用于将复合纸板粘钉成型为纸箱模型,打包模块460用于将纸箱模型进行打包,以便于储存及运输。
[0046]
其中,在本实施例中,控制模块310以及故障监测模块320分别与进纸模块410、压板模块420、印刷模块430、模切模块440、粘钉模块450以及打包模块460通信连接,也即,通过控制模块310分别控制上述各模块的运行,通过故障监测模块320分别实时监测上述各模块在运行过程中是否出现故障。
[0047]
请继续参照图5,其中,设备单元400还包括运输模块470,运输模块470用于将打包好的纸箱模型运输至客户处,并且运输模块470与后台终端200的物流模块290通信连接,也即,物流模块290通过处理模块230从订单接收模块210中获取客户信息,并将所获取的客户信息传输至运输模块470,运输模块470根据所接收的客户信息,将产品运输至客户处,以完成客户订单的运送。
[0048]
请继续参照图5,其中,设备单元400还包括剔废模块480,剔废模块480用于剔除不合格的产品,当然,计数模块360还用于对所剔除的不合格产品的计数,并且,剔废模块480与控制模块310通信连接,通过控制模块310控制剔废模块480启动运行,以剔除生产线中的不合格的产品,在本实施例中,剔废模块480可以采用红外感应成像的方式进行工作,也即,剔废模块480中预存有合格产品模型,然后通过红外感应成像技术摄取产品的图像,以与预存的合格产品模型做比较,若不一样,则剔除,反之,则继续运行。
[0049]
请继续参照图5,其中,设备单元400还包括空气净化模块490,空气净化模块490用于净化产品生产加工车间内的空气,并且,空气净化模块490与控制模块310通信连接,通过控制模块310控制空气净化模块490启动运行,在本实施例中,空气净化模块490可以采用空气净化设备。
[0050]
本实施例的实施原理为:客户通过客户终端100的下单模块110向后台终端200下订单,并且,所下订单通过显示模块120进行显示,后台终端200的订单接收模块210接收订单,并将订单信息传输至排序模块220进行排序,以利于订单的分类管理,排序模块220再将订单信息传输至处理模块230进行数据处理,经过数据处理后的订单信息存储于存储模块240中,然后,按照订单信息中的产品参数,在参数输入模块250中输入产品参数,所输入的产品参数通过处理模块230传输至控制单元300的控制模块310中,控制模块310根据产品参数分别控制设备单元400的进纸模块410、压板模块420、印刷模块430、模切模块440、粘钉模块450以及打包模块460相应的运行,以进行纸箱产品的加工生产。
[0051]
实施例2
请参照图1及图6,为本申请的另一实施例,如图所示,本实施例与上一实施例的区别之处在于,还包括原料平台500,原料平台500与后台终端200通信连接,在本实施例中,原料平台500包括原料订购模块510以及原料运送模块520,并且,原料订购模块510分别与原料运送模块520以及后台终端200的处理模块230通信连接,也即,通过处理模块230向原料订购模块510发送原料订购信息,经过原料平台500的审核,准备原料,原料订购模块510将所接收到的原料订购信息传输至原料运送模块520,进而,通过原料运送模块520运送原料,此处所指的原料为加工纸箱用的纸卷。
[0052]
具体实施时,纸箱生产加工厂的工作人员通过后台终端200的处理模块230向原料平台500的原料订购模块510发送原料订购信息,通过原料平台500的信息审核,进而,原料订购模块510将所接收到的原料订购信息传输至原料运送模块520,从而,通过原料运送模块520向纸箱生产加工厂运送原料。
[0053]
本具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1