集成电路产能预测方法、装置与电子设备与流程
1.本公开涉及集成电路制造技术领域,具体而言,涉及一种集成电路产能预测方法、装置与电子设备。
背景技术:
2.目前,集成电路制造工厂在产能规划阶段,通常需要合理规划每条设备的并行工具数量,以使生产效率达到最高。一般而言,一个站点通常有若干工具(tool)并行工作,每个工具完成相同的任务,一个站点能够安装或运行的并行工具数量有限。在理想情况下,运行的并行工具越多,生产效率越高。但是在实际生产中,一个站点运行的并行工具越多,为该站点提供加工原料和成品运转的物料运输系统的压力越大。如果一个站点运行的并行工具过多,导致物料运输系统无法满足该站点的加工原料供应或腾空存储位,将导致部分工具即使开机也无法正常运行,造成极大的成本浪费。
3.在相关技术中,为了规划产能以提高生产效率,通常根据经验计算物料运输能力和站点的工具生产能力,以确定在每个站点安装几台并行工具、是否需要为一个站点购买其最大工具数量的工具。但是,由于物料的运输能力受到整个生产流程的多因素影响,这种计算方式通常存在较大的误差,造成生产效率低下、工具空闲或物料运输系统空闲等种种问题。
4.需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
5.本公开的目的在于提供一种集成电路产能预测方法、装置与电子设备,用于至少在一定程度上克服由于相关技术的限制和缺陷而导致的相关技术中产能估算和规划不准确的问题。
6.根据本公开实施例的第一方面,提供一种集成电路产能预测方法,包括:获取目标设备在多个数量的并行工具下的实时生产率;根据所述多个数量的并行工具下的实时生产率确定所述多个数量的并行工具对应的生产力评估值;根据所述多个数量的并行工具对应的所述生产力评估值确定目标数量的并行工具对应的目标生产力评估值;根据所述目标生产力评估值确定所述目标数量的并行工具对应的实时生产率。
7.根据本公开实施例的第二方面,提供一种集成电路产能预测装置,包括:
8.实时生产率获取模块,设置为获取目标设备在多个数量的并行工具下的实时生产率;
9.生产力计算模块,设置为根据所述多个数量的并行工具下的实时生产率确定所述多个数量的并行工具对应的生产力评估值;
10.目标生产力确定模块,设置为根据所述多个数量的并行工具对应的所述生产力评估值确定目标数量的并行工具对应的目标生产力评估值;
11.实时生产率确定模块,设置为根据所述目标生产力评估值确定所述目标数量的并行工具对应的实时生产率。
12.根据本公开的第三方面,提供一种电子设备,包括:存储器;以及耦合到所述存储器的处理器,所述处理器被配置为基于存储在所述存储器中的指令,执行如上述任意一项所述的方法。
13.根据本公开的第四方面,提供一种计算机可读存储介质,其上存储有程序,该程序被处理器执行时实现如上述任意一项所述的集成电路产能预测方法。
14.本公开实施例通过获取目标设备的多个数量的并行工具对应的实时生产率,并引入生产力评估值以确定目标数量的并行工具对应的实时生产率,能够在不进行实际试验的情况下得到准确的生产力预估数据,进而克服相关技术中仅通过经验数据计算生产力导致的计算不准确问题,提高集成电路设备的整体生产效率、降低生产成本,避免工具空闲、物料运输系统空闲等可能导致生产效率降低的种种问题。
15.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
16.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1是本公开示例性实施例中集成电路产能预测方法的流程图。
18.图2是本公开一个实施例中步骤s2的子流程图。
19.图3是本公开一个实施例中步骤s2的子流程图。
20.图4是本公开再一个实施例中步骤s2的子流程图。
21.图5是本公开一个实施例中步骤s3的子流程图。
22.图6是本公开一个实施例中第一生产力评估值拟合曲线的示意图。
23.图7是本公开另一个实施例中步骤s3的子流程图。
24.图8是本公开一个实施例中第二生产力评估值拟合曲线的示意图。
25.图9是本公开一个实施例中确定设备供应能力受限依据的流程图。
26.图10是本公开示例性实施例中一种集成电路产能预测装置的方框图。
27.图11是本公开示例性实施例中一种电子设备的方框图。
具体实施方式
28.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本公开将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。在下面的描述中,提供许多具体细节从而给出对本公开的实施方式的充分理解。然而,本领域技术人员将意识到,可以实践本公开的技术方案而省略所述特定细节中的一个或更多,或者可以采用其它的方
法、组元、装置、步骤等。在其它情况下,不详细示出或描述公知技术方案以避免喧宾夺主而使得本公开的各方面变得模糊。
29.此外,附图仅为本公开的示意性图解,图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。可以采用软件形式来实现这些功能实体,或在一个或多个硬件模块或集成电路中实现这些功能实体,或在不同网络和/或处理器装置和/或微控制器装置中实现这些功能实体。
30.下面结合附图对本公开示例实施方式进行详细说明。
31.图1是本公开示例性实施例中集成电路产能预测方法的流程图。
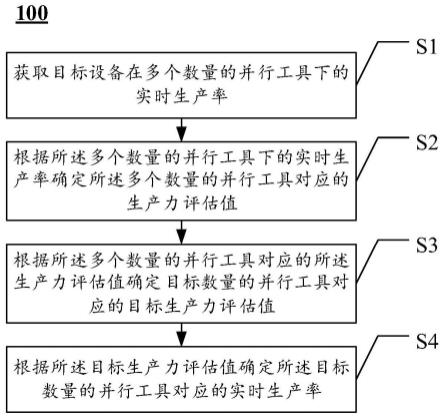
32.参考图1,集成电路产能预测方法100可以包括:
33.步骤s1,获取目标设备在多个数量的并行工具下的实时生产率;
34.步骤s2,根据所述多个数量的并行工具下的实时生产率确定所述多个数量的并行工具对应的生产力评估值;
35.步骤s3,根据所述多个数量的并行工具对应的所述生产力评估值确定目标数量的并行工具对应的目标生产力评估值;
36.步骤s4,根据所述目标生产力评估值确定所述目标数量的并行工具对应的实时生产率。
37.本公开实施例通过获取目标设备的多个数量的并行工具对应的实时生产率,并引入生产力评估值以确定目标数量的并行工具对应的实时生产率,能够在不进行实际试验的情况下得到准确的生产力预估数据,进而克服相关技术中仅通过经验数据计算生产力导致的计算不准确问题,提高集成电路设备的整体生产效率、降低生产成本,避免工具空闲、物料运输系统空闲等可能导致生产效率降低的种种问题。
38.下面,对集成电路产能预测方法100的各步骤进行详细说明。
39.在步骤s1,获取目标设备在多个数量的并行工具下的实时生产率。
40.并行工具是指面向相同的lot id、相同生产控制单号(control job id)、内在生产子流程的顺序号相同的子工艺,对于多个功能相同、承担同样加工任务的机台/站点,例如反应腔室(chamber),同一lot中的不同晶圆(wafer)经过其中一个chamber即完成生产,不需要经过其他同功能的chamber,这些chamber定义为并行chamber,相应工具即为并行工具。
41.其中,本公开一个实施例中,以12寸晶圆厂为例,lot是指在12寸晶圆厂,晶圆被装在标准密封盒子中,每个盒子一般可以装25片晶圆,一个盒子的晶圆称为一批或者一个lot。生产子流程是指一个工具id内,可独立完成一个制程子步骤的生产单元,如蚀刻机台的chamber。
42.实时生产率(wafer per hour,wph)是用于衡量某一站点在确定的生产参数集合和顺序(recipe)下,按照固定的run size(同时派工进站,具有相同任务序列号的每批次加工的晶圆片数)和生产节拍(takt time)进行生产时的生产率,计算方式如公式(1):
43.wph=run size/takt time
ꢀꢀꢀ
(1)
44.每个数量的并行工具下的实时生产率可以根据实际运行情况得到。例如,如果一个站点的最大工具数量为六,现在安装了三个工具,则可以在运行一个工具时,测量一个工
具对应的实时生产率,在设置两个工具并行运行时,测量两个工具对应的实时生产率,在设置三个工具并行运行时,测量三个工具对应的实时生产率等等。
45.在步骤s2,根据所述多个数量的并行工具下的实时生产率确定所述多个数量的并行工具对应的生产力评估值。
46.在一些情况下,已获得的多个数量的并行工具下的实时生产率,包括目标设备对应的最大工具数量的并行工具下的实时生产率,即多个数量包括该最大工具数量。例如,最大工具数量为六,该设备已安装的并行工具数量为六,为了减少测试成本,可以分别测试一个工具运行时的实时生产率、两个工具并行运行时的实时生产率、六个工具并行运行时的实时生产率,根据本公开实施例提供的方法分别推算出三个工具并行运行、四个工具并行运行、五个工具并行运行时的实时生产率,而无需实际开机测试六次。
47.图2是本公开一个实施例中步骤s2的子流程图。
48.参考图2,在所述多个数量包括所述目标设备的最大工具数量时,步骤s2可以包括:
49.步骤s21,确定所述最大工具数量的并行工具对应的实时生产率与所述最大工具数量的比值为第一比值;
50.步骤s22,获取第一数量的并行工具对应的实时生产率与所述第一数量的第二比值;
51.步骤s23,将所述第一比值与所述第二比值的比值确定为所述第一数量的并行工具对应的第一生产力评估值。
52.设最大工具数量为fpcc(full process chamber count),最大工具数量的并行工具对应的实时生产率为wph
fpcc
;第一数量为上述多个数量中除最大工具数量中的任意一个数量,即实际运行的并行工具数量apcc(actual process chamber count),第一数量的并行工具对应的实时生产率为wph
apcc
。
53.如此,通过公式(2)确定第一数量的并行工具对应的第一生产力评估值ce
apcc
(chamber efficiency,chamber效率):
[0054][0055]
其中,apcc=1,2,
……
fpcc。ce
fpcc
=1。
[0056]
在理想情况下,任何apcc对应的ce
apcc
均应该为1,但是受限于物料运输系统的运转能力,ce
apcc
通常小于1。
[0057]
即,ce的含义是将部分运行(partial run,即非按照最大工具数量并行运行)时的wph按fpcc/apcc等比放大,记为等比wph。(1-ce)可以用于衡量在受限于物料运输系统的运转能力时设备的理论wph(根据完整运转模式下的生产数据计算得来)与上述等比wph的差距。对于不同设备,相同的apcc下,(1-ce)越大,说明物料运输系统的运转能力对该设备的限制越大,该设备由物料运输系统导致的生产效率损失越大。
[0058]
在另一些情况下,已获得的多个数量的并行工具下的实时生产率,不包括目标设备对应的最大工具数量的并行工具下的实时生产率,即多个数量不包括该最大工具数量。例如,最大工具数量为六,该设备已安装的并行工具数量为五,为了减少测试成本,可以分别测试一个工具运行时的实时生产率、两个工具并行运行时的实时生产率,根据本公开实
施例提供的方法分别推算出三个工具并行运行、四个工具并行运行、五个工具并行运行时的实时生产率,而无需实际开机测试六次。
[0059]
图3是本公开一个实施例中步骤s2的子流程图。
[0060]
参考图3,在多个数量不包括该最大工具数量时,步骤s2可以包括:
[0061]
步骤s24,获取与所述目标设备条件相同的设备在运行所述最大工具数量的并行工具时对应的参考实时生产率;
[0062]
步骤s25,将所述参考实时生产率与所述最大工具数量的比值确定为第一比值;
[0063]
步骤s22,获取第一数量的并行工具对应的实时生产率与所述第一数量的第二比值;
[0064]
步骤s23,将所述第一比值与所述第二比值的比值确定为所述第一数量的并行工具对应的第一生产力评估值。
[0065]
与图2所示实施例不同的是,图3所示实施例使用与目标设备条件相同的设备在运行该最大工具数量的并行工具时的实时生产率进行计算。
[0066]
例如,如果目标设备的最大工具数量为六,可以寻找数据库中与目标设备recipe相同的一台设备,记录该设备在并行工具数量为六时的实时生产率,将该实时生产率设置为参考实时生产率进行如公式(2)的计算,将公式(2)中的wph
fpcc
替换为该参考实时生产率即可。
[0067]
在一些情况下,无法找到运行该最大工具数量的与目标设备条件相同的设备,此时,可以使用另一种方法来衡量设备的生产率评估值。
[0068]
图4是本公开再一个实施例中步骤s2的子流程图。
[0069]
参考图4,在多个数量不包括该最大工具数量,且目标数量大于该多个数量中的最大数量时,步骤s2还可以包括:
[0070]
步骤s26,确定所述多个数量中的最大数量;
[0071]
步骤s27,确定所述最大数量的并行工具对应的所述实时生产率与所述最大数量的第四比值;
[0072]
步骤s22,获取第一数量的并行工具对应的实时生产率与所述第一数量的第二比值;
[0073]
步骤s28,将所述第四比值与所述第二比值的比值确定为所述第一数量的并行工具对应的第二生产力评估值。
[0074]
具体地,当无法获得目标设备对应的最大工具数量下的并行工具对应的实时生产率时,则以当前多个数量中的最大数量作为假设的fpcc,进而基于有限的数据生成拟合曲线。第二生产力评估值的计算如下:
[0075][0076]
其中sce
apcc
为该第二生产力评估值,max为多个数量中的最大数量。
[0077]
在步骤s3,根据所述多个数量的并行工具对应的所述生产力评估值确定目标数量的并行工具对应的目标生产力评估值。
[0078]
图5是本公开一个实施例中步骤s3的子流程图。
[0079]
参考图5,当能够获取最大工具数量的并行工具对应的第一生产力评估值时,步骤
s3可以包括:
[0080]
步骤s31,获取所述多个数量的并行工具对应的第一生产力评估值;
[0081]
步骤s32,根据所述多个数量的并行工具对应的第一生产力评估值确定第一生产力评估值拟合曲线;
[0082]
步骤s33,在所述目标数量小于所述最大工具数量时,根据所述第一生产力评估值拟合曲线使用内插法确定所述目标数量的并行工具对应的目标生产力评估值。
[0083]
图6是本公开一个实施例中第一生产力评估值拟合曲线的示意图。
[0084]
参考图6,假设最大工具数量为6,当前能够得到并行工具数量为1、3、4、6时分别对应的第一生产力评估值,希望获得目标数量分别为2、5的第一生产力评估值,第一生产力评估值曲线如图6中的曲线61。曲线61上点的横坐标为并行工具数量apcc,纵坐标为第一生产力评估值ce
apcc
。
[0085]
根据曲线61,可以使用内插法分别得出并行工具数量为2、5时对应的a、b两个点对应的两个纵坐标,继而得到并行工具数量分别为2、5时对应的第一生产力评估值。
[0086]
图5和图6所示实施例适用于目标设备或与目标设备同质化的其他设备已安装最大工具数量,需要确定在当前物料运输能力下投入的最佳并行工具的数量时。此时,使用本公开实施例提供的方法可以降低实验费用和实验时间,提高集成电路的产能预测效率。
[0087]
图7是本公开另一个实施例中步骤s3的子流程图。
[0088]
参考图7,当无法获取最大工具数量的并行工具对应的第一生产力评估值时,根据图4所示实施例获取多个数量的并行工具对应的第二生产力评估值时,步骤s3可以包括:
[0089]
步骤s34,获取所述多个数量的并行工具对应的第二生产力评估值;
[0090]
步骤s35,根据所述多个数量的并行工具对应的第二生产力评估值确定第二生产力评估值拟合曲线;
[0091]
步骤s36,在所述目标数量大于所述多个数量中的最大数量时,根据所述第二生产力评估值拟合曲线使用外推法确定所述目标数量的并行工具对应的目标生产力评估值。
[0092]
图8是本公开一个实施例中第二生产力评估值拟合曲线的示意图。
[0093]
参考图8,假设当前仅能够得到并行工具数量为1、2、3时分别对应的第二生产力评估值(由于此时最大数量为3,并行工具数量为3时的第二生产力评估值等于1),希望获得目标数量为4、5、6的第二生产力评估值。第二生产力评估值曲线如图8中的曲线81。曲线81上点的横坐标为并行工具数量apcc,纵坐标为第二生产力评估值sce
apcc
。
[0094]
根据曲线81,可以使用外推法分别得出并行工具数量为4、5、6时对应的c、d、e三个点对应的三个纵坐标,继而得到并行工具数量分别为4、5、6时对应的第二生产力评估值。
[0095]
图7和图8实施例适用于目标设备已安装或投入使用的工具数量小于最大工具数量,需要了解工具数量更多时的生产效率情况。可以在无需购买或安装更多设备时进行准确的集成电路产能预估,降低实验费用。
[0096]
在步骤s4,根据所述目标生产力评估值确定所述目标数量的并行工具对应的实时生产率。
[0097]
根据公式(2),当已知一个并行工具数量apcc对应的第一生产力评估值ce
apcc
,可以根据公式(4)反推出其对应的实时生产率wph
apcc
:
[0098][0099]
即,获取所述目标生产力评估值与所述目标数量的第三比值,根据所述第一比值与所述第三比值的比值获得所述目标数量的并行工具对应的实时生产率
[0100]
根据公式(3),当已知一个并行工具数量apcc对应的第二生产力评估值sce
apcc
,可以根据公式(3)反推出其对应的实时生产率wph
apcc
:
[0101][0102]
即,获取所述目标生产力评估值与所述目标数量的第三比值,根据所述第四比值与所述第三比值的比值获得所述目标数量的并行工具对应的实时生产率。
[0103]
得到目标数量的并行工具对应的实时生产率后,可以根据测得或计算得到的全部数量的并行工具对应的实时生产率进行产能分析和产能规划。
[0104]
在一个实施例中,可以在任意数量的并行工具对应的所述生产力评估值小于预设值时,发送设备效率受物料运输能力限制信息,该预设值可以根据经验设置,也可以根据与目标设备参数相同的其他设备的生产力评估值情况确定。
[0105]
图9是本公开一个实施例中确定设备供应能力受限依据的流程图。
[0106]
参考图9,在本公开一个实施例中,集成电路产能预测方法还可以包括:
[0107]
步骤s91,确定与所述目标设备参数相同的多个设备中第二数量的并行工具对应的第一生产力评估值,所述第二数量等于所述第一数量或不等于所述第一数量;
[0108]
步骤s92,确定所述第二数量对应的多个第一生产力评估值的平均值;
[0109]
步骤s93,在所述目标设备的目标生产力评估值低于所述平均值时,发送设备效率受物料运输能力限制信息。
[0110]
即,根据与目标设备参数相同的多个设备的生产力评估情况确定衡量目标设备是否受到当前产线的物料运输能力限制而导致生产力评估值过低。
[0111]
除了对物料运输能力进行判断,还可以根据目标设备在每个数量的并行工具下的实时生产率,进行生产规划。
[0112]
在一个实施例中,可以根据生产需求和所述目标设备在每个数量的并行工具下的实时生产率确定运行的并行工具的数量。假设生产需求为同时加工40片晶圆,目标设备在运行4个并行工具时的实时生产率是能同时加工38片晶圆,在运行5个并行工具时的实时生产率是能同时加工47片晶圆,则此场景下控制目标设备的5个并行工具同时运行即可。
[0113]
在另一个实施例中,可以根据所述目标设备能够运行的并行工具的数量,确定所述目标设备承担的生产需求。例如,如果目标设备在运行最多6个并行工具时能同时加工56片晶圆,则面对加工60片晶圆的生产需求,需要分两批次发送给目标设备,或者使用两个目标设备来处理该生产需求。又例如,如果目标设备在运行最多6个并行工具时能同时加工56片晶圆,则根据目标设备的实时生产率规划与目标设备相关的其他设备的实时生产需求,提高产线的产能,实现产能的动态规划。
[0114]
即,通过本公开实施例提供的方法,可以根据当前的物料运输能力,寻找最合适的并行工具数量,使产线效率达到最能够有效利用物料运输能力,且不会造成生产能力浪费的最优平衡点。同时,合理规划实时生产需求和实时生产安排,避免产能不足和产能浪费。
[0115]
综上所述,根据本公开提供的方法,可以低成本、高效率地预测集成电路产能,并根据预测结果合理调整生产规划。
[0116]
对应于上述方法实施例,本公开还提供一种集成电路产能预测装置,可以用于执行上述方法实施例。
[0117]
图10是本公开示例性实施例中一种集成电路产能预测装置的方框图。
[0118]
参考图10,集成电路产能预测装置1000可以包括:
[0119]
实时生产率获取模块101,设置为获取目标设备在多个数量的并行工具下的实时生产率;
[0120]
生产力计算模块102,设置为根据所述多个数量的并行工具下的实时生产率确定所述多个数量的并行工具对应的生产力评估值;
[0121]
目标生产力确定模块103,设置为根据所述多个数量的并行工具对应的所述生产力评估值确定目标数量的并行工具对应的目标生产力评估值;
[0122]
实时生产率确定模块104,设置为根据所述目标生产力评估值确定所述目标数量的并行工具对应的实时生产率。
[0123]
在本公开的一种示例性实施例中,生产力计算模块102设置为:在所述多个数量包括所述目标设备的最大工具数量时,确定所述最大工具数量的并行工具对应的实时生产率与所述最大工具数量的比值为第一比值;获取第一数量的并行工具对应的实时生产率与所述第一数量的第二比值;将所述第一比值与所述第二比值的比值确定为所述第一数量的并行工具对应的第一生产力评估值。
[0124]
在本公开的一种示例性实施例中,在所述多个数量不包括所述目标设备的最大工具数量,且所述目标数量小于所述最大工具数量时,生产力计算模块102设置为:获取与所述目标设备条件相同的设备在运行所述最大工具数量的并行工具时对应的参考实时生产率;将所述参考实时生产率与所述最大工具数量的比值确定为第一比值;获取第一数量的并行工具对应的实时生产率与所述第一数量的第二比值;将所述第一比值与所述第二比值的比值确定为所述第一数量的并行工具对应的第一生产力评估值。
[0125]
在本公开的一种示例性实施例中,目标生产力确定模块103设置为:获取所述多个数量的并行工具对应的第一生产力评估值;根据所述多个数量的并行工具对应的第一生产力评估值确定第一生产力评估值拟合曲线;在所述目标数量小于所述最大工具数量时,根据所述第一生产力评估值拟合曲线使用内插法确定所述目标数量的并行工具对应的目标生产力评估值。
[0126]
在本公开的一种示例性实施例中,在所述目标数量小于所述最大工具数量时,未知实时生产率确定模块104设置为:获取所述目标生产力评估值与所述目标数量的第三比值;根据所述第一比值与所述第三比值的比值获得所述目标数量的并行工具对应的实时生产率。
[0127]
在本公开的一种示例性实施例中,在所述多个数量不包括所述目标设备的最大工具数量,且所述目标数量大于所述多个数量中的最大数量时,生产力计算模块102设置为:确定所述多个数量中的最大数量;确定所述最大数量的并行工具对应的所述实时生产率与所述最大数量的第四比值;获取第一数量的并行工具对应的实时生产率与所述第一数量的第二比值;将所述第四比值与所述第二比值的比值确定为所述第一数量的并行工具对应的
第二生产力评估值。
[0128]
在本公开的一种示例性实施例中,目标生产力确定模块103设置为:获取所述多个数量的并行工具对应的第二生产力评估值;根据所述多个数量的并行工具对应的第二生产力评估值确定第二生产力评估值拟合曲线;根据所述第二生产力评估值拟合曲线使用外推法确定所述目标数量的并行工具对应的目标生产力评估值。
[0129]
在本公开的一种示例性实施例中,实时生产率确定模块104设置为:获取所述目标生产力评估值与所述目标数量的第三比值;根据所述第四比值与所述第三比值的比值获得所述目标数量的并行工具对应的实时生产率。
[0130]
在本公开的一种示例性实施例中,还包括物料运输能力限制确定模块,设置为在任意数量的并行工具对应的所述生产力评估值小于预设值时,发送设备效率受物料运输能力限制信息。
[0131]
在本公开的一种示例性实施例中,所述物料运输能力限制确定模块设置为确定与所述目标设备参数相同的多个设备中第二数量的并行工具对应的第一生产力评估值,所述第二数量等于所述第一数量或不等于所述第一数量;确定所述第二数量对应的多个第一生产力评估值的平均值;在所述目标设备的目标生产力评估值低于所述平均值时,发送设备效率受物料运输能力限制信息。
[0132]
在本公开的一种示例性实施例中,还包括最佳并行工具数量确定模块,最佳并行工具数量确定模块设置为获取所述第一生产力评估值拟合曲线上导数为零的目标点;根据所述目标点的横坐标确定所述目标设备对应的最佳并行工具数量。
[0133]
在本公开的一种示例性实施例中,最佳并行工具数量确定模块设置为获取所述第二生产力评估值拟合曲线上导数为零的目标点;根据所述目标点的横坐标确定所述目标设备对应的最佳并行工具数量。
[0134]
由于装置1000的各功能已在其对应的方法实施例中予以详细说明,本公开于此不再赘述。
[0135]
应当注意,尽管在上文详细描述中提及了用于动作执行的工具的若干模块或者单元,但是这种划分并非强制性的。实际上,根据本公开的实施方式,上文描述的两个或更多模块或者单元的特征和功能可以在一个模块或者单元中具体化。反之,上文描述的一个模块或者单元的特征和功能可以进一步划分为由多个模块或者单元来具体化。
[0136]
在本公开的示例性实施例中,还提供了一种能够实现上述方法的电子设备。
[0137]
所属技术领域的技术人员能够理解,本发明的各个方面可以实现为系统、方法或程序产品。因此,本发明的各个方面可以具体实现为以下形式,即:完全的硬件实施方式、完全的软件实施方式(包括固件、微代码等),或硬件和软件方面结合的实施方式,这里可以统称为“电路”、“模块”或“系统”。
[0138]
下面参照图11来描述根据本发明的这种实施方式的电子设备1100。图11显示的电子设备1100仅仅是一个示例,不应对本发明实施例的功能和使用范围带来任何限制。
[0139]
如图11所示,电子设备1100以通用计算工具的形式表现。电子设备1100的组件可以包括但不限于:上述至少一个处理单元1110、上述至少一个存储单元1120、连接不同系统组件(包括存储单元1120和处理单元1110)的总线1130。
[0140]
其中,所述存储单元存储有程序代码,所述程序代码可以被所述处理单元1110执
行,使得所述处理单元1110执行本说明书上述“示例性方法”部分中描述的根据本发明各种示例性实施方式的步骤。例如,所述处理单元1110可以执行如本公开实施例所示的方法。
[0141]
存储单元1120可以包括易失性存储单元形式的可读介质,例如随机存取存储单元(ram)11201和/或高速缓存存储单元11202,还可以进一步包括只读存储单元(rom)11203。
[0142]
存储单元1120还可以包括具有一组(至少一个)程序模块11205的程序/实用工具11204,这样的程序模块11205包括但不限于:操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。
[0143]
总线1130可以为表示几类总线结构中的一种或多种,包括存储单元总线或者存储单元控制器、外围总线、图形加速端口、处理单元或者使用多种总线结构中的任意总线结构的局域总线。
[0144]
电子设备1100也可以与一个或多个外部工具1200(例如键盘、指向工具、蓝牙工具等)通信,还可与一个或者多个使得用户能与该电子设备1100交互的工具通信,和/或与使得该电子设备1100能与一个或多个其它计算工具进行通信的任何工具(例如路由器、调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口1150进行。并且,电子设备1100还可以通过网络适配器1160与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器1160通过总线1130与电子设备1100的其它模块通信。应当明白,尽管图中未示出,可以结合电子设备1100使用其它硬件和/或软件模块,包括但不限于:微代码、工具驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。
[0145]
通过以上的实施方式的描述,本领域的技术人员易于理解,这里描述的示例实施方式可以通过软件实现,也可以通过软件结合必要的硬件的方式来实现。因此,根据本公开实施方式的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd-rom,u盘,移动硬盘等)中或网络上,包括若干指令以使得一台计算工具(可以是个人计算机、服务器、终端装置、或者网络工具等)执行根据本公开实施方式的方法。
[0146]
在本公开的示例性实施例中,还提供了一种计算机可读存储介质,其上存储有能够实现本说明书上述方法的程序产品。在一些可能的实施方式中,本发明的各个方面还可以实现为一种程序产品的形式,其包括程序代码,当所述程序产品在终端工具上运行时,所述程序代码用于使所述终端工具执行本说明书上述“示例性方法”部分中描述的根据本发明各种示例性实施方式的步骤。
[0147]
根据本发明的实施方式的用于实现上述方法的程序产品可以采用便携式紧凑盘只读存储器(cd-rom)并包括程序代码,并可以在终端工具,例如个人电脑上运行。然而,本发明的程序产品不限于此,在本文件中,可读存储介质可以是任何包含或存储程序的有形介质,该程序可以被指令执行系统、装置或者器件使用或者与其结合使用。
[0148]
所述程序产品可以采用一个或多个可读介质的任意组合。可读介质可以是可读信号介质或者可读存储介质。可读存储介质例如可以为但不限于电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。可读存储介质的更具体的例子(非穷举的列表)包括:具有一个或多个导线的电连接、便携式盘、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑盘只读存储器
(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。
[0149]
计算机可读信号介质可以包括在基带中或者作为载波一部分传播的数据信号,其中承载了可读程序代码。这种传播的数据信号可以采用多种形式,包括但不限于电磁信号、光信号或上述的任意合适的组合。可读信号介质还可以是可读存储介质以外的任何可读介质,该可读介质可以发送、传播或者传输用于由指令执行系统、装置或者器件使用或者与其结合使用的程序。
[0150]
可读介质上包含的程序代码可以用任何适当的介质传输,包括但不限于无线、有线、光缆、rf等等,或者上述的任意合适的组合。
[0151]
可以以一种或多种程序设计语言的任意组合来编写用于执行本发明操作的程序代码,所述程序设计语言包括面向对象的程序设计语言—诸如java、c++等,还包括常规的过程式程序设计语言—诸如“c”语言或类似的程序设计语言。程序代码可以完全地在用户计算工具上执行、部分地在用户工具上执行、作为一个独立的软件包执行、部分在用户计算工具上部分在远程计算工具上执行、或者完全在远程计算工具或服务器上执行。在涉及远程计算工具的情形中,远程计算工具可以通过任意种类的网络,包括局域网(lan)或广域网(wan),连接到用户计算工具,或者,可以连接到外部计算工具(例如利用因特网服务提供商来通过因特网连接)。
[0152]
此外,上述附图仅是根据本发明示例性实施例的方法所包括的处理的示意性说明,而不是限制目的。易于理解,上述附图所示的处理并不表明或限制这些处理的时间顺序。另外,也易于理解,这些处理可以是例如在多个模块中同步或异步执行的。
[0153]
本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其它实施方案。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和构思由权利要求指出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1