一种基于工业互联网的设备综合效率统计方法及系统与流程
1.本发明属于数据统计技术领域,更具体地说,涉及一种基于工业互联网的设备综合效率统计方法及系统。
背景技术:
2.在现在的制造业中,设备会因为多种因素停机,包括机器长时间工作缺少保养,不良品的返工损耗,预热损耗等,从而导致产能损失,增加设备的维修费用,降低了生产能力和产出数,导致产品质量得不到保证。因此,需要一个衡量企业生产效率的标准来分析生产问题。
3.经检索,现有技术提出了一些针对生产效率统计的方案,例如发明创造名称为:一种基于mes数据计算服务器生产设备oee的系统(申请日:2019年1月7日;申请号:201910012028.x),该方案公开了一种基于mes数据计算服务器生产设备oee的系统及方法,该系统包括:mes扫描数据库,用于存储设备的mes扫描数据;排产数据库,用于存储设备每个工作班次的试产、返工订单号及试产、返工生产时间,设备保养时间,班会、清洁时间的数据;信息采集模块,用于从mes扫描数据库、排产数据库中采集相应的数据;计算模块,用于根据相应数据计算设备的oee。该方案解决了因不同机型或同种机型不同配置生产模式下设备利用率难以计算的问题,可以便捷快速地计算出服务器产品生产设备的oee,并对后续相关生产设备的增补及引入提供了准确的依据。但是,该方案的不足之处在于:该方案仅针对设备个体的设备综合效率进行计算,无法捕捉到该设备一天生产的所有产品对应的设备综合效率,因此无法准确定位影响生产效率的原因,并且只搭建了本地数据库,数据安全和准确性无法得到保障。
4.此外,还有发明创造名称为:一种基于设备综合效率的生产设备性能优化方法及装置(申请日:2020年12月9日;申请号:202011452151.2),该方案公开的一种基于设备综合效率的生产设备性能优化装置,包括获取模块,数据处理模块,展示模块,生产优化模块。工作时获取生产数据运行周期内的设备运行数据,根据预先定义的与生产设备匹配的损失分类信息和设备运行数据,构建用于获取生产设备损失率的模型,根据模型,获取生产设备的设备综合效率及设备综合效率关联的损失数据,最后根据设备综合效率及设备综合效率关联的损失数据,优化生产设备的性能,但是,该方案的不足之处在于:设备运行数据的获取方式是从企业现有系统的数据库中提取,无法追溯数据的采集源头,若计算结果出错,更是无法通过追溯数据源查找出错原因。
5.综上所述,如何提高设备综合效率统计的准确性和设备运行数据的安全性,是现有技术亟需解决的问题。
技术实现要素:
6.1.要解决的问题
7.针对现有技术中设备综合效率统计准确性较低问题,本发明提供一种基于工业互
联网的设备综合效率统计方法及系统,通过优化数据采集途径,从而提高了设备综合效率统计的准确性,并且保证了设备运行数据的安全性,进一步提高了工厂的生产效率。
8.2.技术方案
9.为了解决上述问题,本发明所采用的技术方案如下:
10.本发明的一种基于工业互联网的设备综合效率统计方法,包括获取基础数据和生产数据;其中,基础数据包括人员工作数据,生产数据包括设备生产数据和产品数据;之后根据基础数据和生产数据计算设备综合效率。
11.更进一步地,还包括将获取的基础数据和生产数据存储至本地数据库,并在设定时间点对获取的基础数据和生产数据进行校验并存储至服务器。更进一步地,获取的基础数据和生产数据同步存储于云端服务器,在设定时间点将本地数据库的基础数据和生产数据与云端服务器存储的基础数据和生产数据进行一致性校验,若校验相同,则将存储的基础数据和生产数据存储至redis。
12.更进一步地,通过以下公式计算当天的设备综合效率oee:
[0013][0014]
其中,t1为上机时间,t2为下机时间,t21为休息开始时间,t22为休息结束时间,t31为员工用餐开始时间,t32为员工用餐结束时间,c1为生产物料的标准c/t时间,q1为良品数,q22为产品不合格数。
[0015]
更进一步地,利用以下公式计算n天的设备综合效率:
[0016][0017]
更进一步地,获取产品不合格数的具体过程为:对产品进行质量区分得到良品和不良品,获取不良品的图像并进行图像处理识别得到图像处理识别结果,若不良品的图像处理识别结果与标准产品结果的差值不在设定范围内时,则将该不良品为不合格品,产品不合格数加一。
[0018]
更进一步地,通过ssd算法对不良品的图像进行处理识别。
[0019]
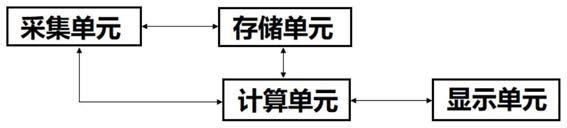
本发明的一种基于工业互联网的设备综合效率统计系统,采用上述的一种基于工业互联网的设备综合效率统计方法,其特征在于,包括采集单元和计算单元,采集单元与计算单元连接;其中,采集单元用于获取基础数据和生产数据;计算单元用于根据基础数据和生产数据计算设备综合效率。
[0020]
更进一步地,还包括存储单元和显示单元,存储单元与采集单元连接,显示单元与计算单元连接;其中,存储单元用于存储获取的基础数据和生产数据;显示单元用于显示设备综合效率计算结果。
[0021]
更进一步地,采集单元包括模具冲撞计数设备和智能计数设备,模具冲撞计数设备与智能计数设备连接,且模具冲撞计数设备和智能计数设备分别与计算单元连接。
[0022]
3.有益效果
[0023]
相比于现有技术,本发明的有益效果为:
[0024]
(1)本发明的方法实现了每个产品oee的统计,并且可以实现每个制程及其以下小制程oee的统计,从而可以确定生产过程哪个步骤出现问题。进一步通过数据校验确保数据准确性,提高了设备综合效率统计的准确性,并且保证了设备运行数据的安全性。本发明的
方法可在mes系统中进行使用,进一步提高产品生产效率。
[0025]
(2)本发明的系统通过优化数据采集方式提高了设备综合效率统计的准确性,本发明的系统通过跟踪该设备生产的每个物料的生产过程计算每个产品的oee,甚至可以扩展到每个制程及其以下的小制程的oee,以此解决了无法准确定位到生产过程中的某个具体步骤出现的问题,排查生产问题效率过低的问题,为后期生产问题提出相应的长短期解决措施,为生产设备的维护和保养提供有效的策略。
附图说明
[0026]
图1为本发明的系统结构示意图;
[0027]
图2为本发明的方法流程示意图。
具体实施方式
[0028]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例;而且,各个实施例之间不是相对独立的,根据需要可以相互组合,从而达到更优的效果。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0029]
为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
[0030]
实施例1
[0031]
结合图1所示,本发明的一种基于工业互联网的设备综合效率统计系统,包括采集单元、计算单元、存储单元和显示单元,采集单元与计算单元连接,需要说明的是,通过采集单元获取基础数据和生产数据,基础数据包括人员工作数据,具体地,人员工作数据包括人员上机时间t1、下机时间t2、休息开始时间t21、休息结束时间t22、员工用餐开始时间t31、员工用餐结束时间t32、人员编码、排程号以及任务号等。值得说明的是,本发明通过蓝牙数据采集器采人员工作数据。具体地,本实施例中在人员工牌上绑定蓝牙信标,通过蓝牙数据采集器感应蓝牙信标的方式实现人员工作数据的采集。例如,当员工离开工作区域时,记录休息开始时间t21,当员工返回工作区域时,记录休息结束时间t22。
[0032]
进一步地,生产数据包括设备生产数据和产品数据,设备生产数据包括异常数据和非异常数据,异常数据包括设备故障时长t3、模具故障时长t4、更换模具时长t5、短暂停顿时长t6、其他影响时长t7,非异常数据包括设备调整初始化时间t8、计划停机时间t9、设备外部因素停机时间t10。本发明的产品数据包括产品编码、标准c/t时间c1和制程、产出数、良品数q1与不良品数q2、产品合格数q21,产品不合格数q22和各类生产过程信息等。值得说明的是,本发明的采集单元包括模具冲撞计数设备和智能计数设备,该智能计数设备与模具冲撞计数设备连接,且模具冲撞计数设备和智能计数设备分别与计算单元连接。通过采集单元的模具冲撞计数设备进行设备生产数据的采集,且通过智能计数设备获取产品数据中的产品合格数和产品不合格数。此外,通过人工采集方式在生产过程中维护产品情况,并通过触控终端输出良品数和不良品数,并通过pps系统获取该生产物料的标准c/t时
间c1。需要说明的是,本发明的数据采集方式多样,实现了安全高效的数据采集。
[0033]
此外需要说明的是,本发明的存储单元与采集单元连接,显示单元与计算单元连接;其中,存储单元存储获取的基础数据和生产数据,具体地,存储单元包括本地数据库与云端服务器,采集的基础数据和生产数据先存储至本地数据库,并同步存储至云端服务器,然后在设定时间点将本地数据库的基础数据和生产数据与云端服务器存储的基础数据和生产数据进行一致性校验,本实施例通过奇偶校验位来检验数据。若校验相同,则将存储的基础数据和生产数据存储至redis,值得说明的是,通过搭建redis集群保证服务高可用,同时开启redis持久化服务,采用aof机制,保证了数据不丢失,前端调用计算接口时数据结果读取redis缓存,获取数据速度显著提高。本发明的显示单元用于显示设备综合效率计算结果,即将设备综合效率展示在移动设备、pc端等各种可视化大屏。
[0034]
本发明的计算单元通过采集单元获取基础数据和生产数据或者计算单元通过存储单元获取基础数据和生产数据,并根据基础数据和生产数据计算设备综合效率。本示例中计算单元通过存储单元获取基础数据和生产数据。需要说明的是,本发明通过优化数据采集方式提高了设备综合效率统计的准确性。进一步地,本发明不再局限于计算单个设备的oee,而是通过跟踪该设备生产的每个物料的生产过程计算每个产品的oee,甚至可以扩展到每个产品对应制程的oee,一个制程对应了多个生产任务,一个生产任务生产一种产品,以此解决了无法准确定位到生产过程中的某个具体步骤出现的问题,排查生产问题效率过低的问题,为后期生产问题提出相应的长短期解决措施,为生产设备的维护和保养提供有效的策略,进一步提高了产品的生产效率。
[0035]
结合图2所示,本发明的一种基于工业互联网的设备综合效率统计方法,采用上述的一种基于工业互联网的设备综合效率统计系统,包括以下步骤:
[0036]
(1)采集数据
[0037]
获取基础数据和生产数据,具体地,获取的数据包括良品数q1、不良品数q2、产品合格数q21、产品不合格数q22、上机时间t1、下机时间t2、休息开始时间t21、休息结束时间t22、员工用餐开始时间t31、员工用餐结束时间t32、生产物料的标准c/t时间c1、设备故障开始时间t31、设备故障结束时间t32、模具故障时长t4、更换模具时长t5、短暂停顿时长t6以及其他影响时长t7等。值得说明的是,本发明获取产品不合格数的具体过程为:对产品进行质量区分得到良品和不良品,获取不良品的图像并进行图像处理识别得到图像处理识别结果,若不良品的图像处理识别结果与标准产品结果的差值不在设定范围内时,则将该不良品为不合格品,产品不合格数加一。具体地,本实施例通过ssd算法对不良品的图像进行处理识别,其具体过程如下:
[0038]
先获取产品的前视图、侧视图和俯视图,本实施例通过工业高清摄像头进行拍摄。之后将前视图、侧视图和俯视图中的产品图像进行产品标识,再对产品的轮廓特征进行提取,进一步对产品中的孔洞进行识别,并对各类产品框进行标注,将标注文件制作成训练集。需要说明的是,产品的外轮廓分成直线型与弧度型,对应地使用line作为直线型产品的标签,radi作为弧度型产品的标签,记录直线型轮廓各直线的长度l1和弧度型轮廓各弧度线的弧高h、弧线两端的边缘点(x1,y1)、(x2,y2)、弧长l2。
[0039]
产品中的孔洞分成圆形、矩形与除圆、矩形外的所有不规则孔洞,对应地使用circ,rect,irre三个英文单词作为它们的标签,其中,circ对应圆形,rect对应矩形,irre
对应除圆、矩形外的所有不规则孔洞。然后采集圆形孔洞的直径d、矩形孔洞的长l3宽w3、相邻孔洞的间距i。
[0040]
进一步地,训练集通过ssd算法模型进行多批次训练,具体地,将制作好的训练集数据传入目标检测算法ssd模型中,进行预训练和正式训练,其中预训练迭代c1周期,正式训练迭代c2周期,总计迭代训练c1+c2周期。之后通过训练后的模型对图像中产品进行识别,具体过程如下:
[0041]
t张图片训练完成后,ssd模型得到一个全新的权重数据;在全新的权重数据下,逐一对s张摄像头拍摄图片识别并将轮廓与孔洞标记出来;每张产品图中不同的外形和孔洞会有不同的标签,根据标签可以统计出各个类别的外形和各个类别的孔洞在每张图中的数量。最后与标准产品的外轮廓长度l、弧度r、弧高h、弧弦长lr,孔洞的直径d、矩形孔洞的长l3宽w3、相邻孔洞的间距i进行比较,若被测产品与标准产品的数据的差值在0~0.01之间,则记为合格品,产品合格数q21加一,否则记录为不合格品,产品不合格数q22加一。其中,需要说明的是,弧线采用y=f(x)的形式表示,列出弧线两端的边缘点f(x
1i
)和f(x
2i
),r=2*arcsin(lr/2/(h/2+l
r2
/8h))*pi/180。
[0042]
(2)存储数据
[0043]
将获取的基础数据和生产数据存储至本地数据库,并同步存储于云端服务器;进一步地,在设定时间点将本地数据库的基础数据和生产数据与云端服务器存储的基础数据和生产数据进行一致性校验,若校验相同,则将存储的基础数据和生产数据存储至redis。
[0044]
(2)计算设备综合效率
[0045]
根据基础数据和生产数据计算设备综合效率,具体地,从云端服务器获取基础数据和生产数据,根据一下公式计算当天的设备综合效率oee:
[0046][0047]
其中,t1为上机时间,t2为下机时间,t21为休息开始时间,t22为休息结束时间,t31为员工用餐开始时间,t32为员工用餐结束时间,c1为生产物料的标准c/t时间,q1为良品数,q22为产品不合格数。
[0048]
进一步地,利用以下公式计算制程oee
process
:
[0049][0050]
进一步地,利用以下公式计算n天的设备综合效率:
[0051][0052]
此外,根据获取的基础数据和生产数据可计算人员工作效率,具体通过以下公式进行计算:
[0053]
人员当天工作效率人员n天的工作效率
[0054]
其中,q1为良品数,q2为不良品数。即本发明不仅实现了设备综合效率的统计,也实现了人员工作效率的统计。
[0055]
值得说明的是,本发明的方法实现了每个产品oee的统计,并且可以实现每个制程
及其以下小制程oee的统计,从而可以确定生产过程哪个步骤出现问题。进一步通过数据校验确保数据准确性,提高了设备综合效率统计的准确性,并且保证了设备运行数据的安全性。本发明的方法可在mes系统中进行使用,进一步提高产品生产效率。
[0056]
在上文中结合具体的示例性实施例详细描述了本发明。但是,应当理解,可在不脱离由所附权利要求限定的本发明的范围的情况下进行各种修改和变型。详细的描述和附图应仅被认为是说明性的,而不是限制性的,如果存在任何这样的修改和变型,那么它们都将落入在此描述的本发明的范围内。此外,背景技术旨在为了说明本技术的研发现状和意义,并不旨在限制本发明或本技术和本发明的应用领域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1