高端铝合金装饰型材模具型面数控加工光顺刀路生成方法与流程
1.本发明涉及数控加工领域,特别涉及一种高端铝合金装饰型材模具型面数控加工光顺刀路生成方法。
背景技术:
2.随着高端铝合金装饰型材的美观度及功能要求的逐步提高,其内部结构和外形的设计也越来越复杂,直接导致了模具结构的日趋复杂。这些都对模具加工技术提出了更高要求,高速数控铣削加工技术已越来越多地应用于模具型腔的加工与制造中,以在提升加工效率和刀具寿命的同时降低切削力。虽然高速数控铣削加工技术具有上述优点,但是目前用于铣削加工的刀具路径大多是采用如ug、mastercam、powerm i l l以及catia等商用cam软件进行生成的离散直线段(g01)和圆弧线段(g02)等小线段构成的,而由于离散小线段路径的连接处往往是不连续的,因此机床在经过小线段路径的拐角处时必须进行快速减速并重新加速以避免产生过大的向心力,这会极大地影响加工效率。尤其在高速或高曲率加工场合中,离散小线段路径中锋利的拐角以及较高的加工速度将会对机床驱动系统造成极大冲击,导致切削系统的颤振,进而导致刀具磨损加剧、加工质量恶化等不良后果,甚至会导致型材模具工件的报废。
3.为解决上述问题,进而提升数控加工的效率与质量。近年来,大量的数控铣削光顺刀具路径生成及优化方法被提出,大致可分为直接生成光顺刀具路径和离散刀具路径光顺后处理两种类型。离散刀具路径后光顺后处理方法是针对已经采用商用cam软件得到了刀具路径,通过用样条曲线对路径进行全局或者局部光顺来提升路径光顺度的方法,其主要难点在于光顺误差的控制以及刀轴矢量和刀尖点坐标的同步变化处理,这类方法不仅严重依赖商用cam而且流程较为复杂;直接光顺刀具路径生成方法则不用依赖于商用cam软件,采用基于距离的优化或者调整方法直接生成光顺的刀具路径,但是一般存在通用性差或者优化调整方法复杂的问题。仍然没有一种通用性强、原理简单易懂、流程简单易行的光顺刀具路径生成方法,即在不需要任何额外的优化或者调整的情况下保障刀具路径的光顺、均匀、无交叉、无尖点、无残留。
4.针对现有刀具路径生成方法中存在的问题,为适应高端铝合金装饰型材模具高速铣削加工的迫切需求。受到非稳态导热过程中热量随着时间推进逐步扩散并覆盖整个物体现象的启发,发现等温线的扩散过程几乎是平行推进的,等温线形状与环切刀具路径的特征极其相似,且等温线普遍具有光顺非交叉的特点,因此只需要适当的控制生成刀具路径的行距并依据不同几何特征类型进行适当处理即可得到理想的刀具路径。
技术实现要素:
5.本发明的目的是提供一种高端铝合金装饰型材模具型面数控加工光顺刀路生成方法,其优点是升数控加工刀具路径的光顺度以及均匀性,进而实现铣削加工的高效、稳定和无残留。
6.本发明的上述技术目的是通过以下技术方案得以实现的:高端铝合金装饰型材模具型面数控加工光顺刀路生成方法,其特征在于包括以下步骤:
7.步骤一、对加工工件型面进行网格化处理,并根据工件的形状对网格进行加工边界、去除部分和保留部分的划分与定义;
8.步骤二、分别针对封闭、开放以及含孤岛的不同几何特征,基于非稳态导热理论,采用不同的边界条件以及差分方程计算得到各个时刻下网格的温度分布;
9.步骤三、基于步骤二中得到的各个时刻的温度分布,计算每个时刻网格温度场的等温线,并提取每个时刻特定温度的等温线,以此作为参考刀具路径;
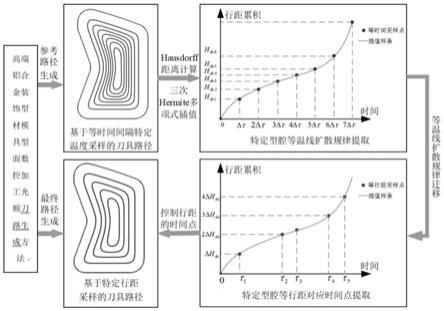
10.步骤四、基于hausdorff距离计算方法来计算每层参考刀具路径之间的距离,建立等温线扩散规律,并通过基于三次hermite多项式插值的温度场传播规律迁移方法来生成最终的刀具路径。
11.优选的,步骤一中若要对加工工件进行网格化处理并实现加工边界、去除部分和保留部分的划分,需首先对加工边界轮廓进行网格化处理,即将由一系列点p
contour
构成的加工边界转化为一系列微元网络。首先需将p
contour
的坐标扩大mul倍并通过取近似得到p
grid
,即为:
12.p
grid
=round(mul
·
p
contour
)
13.提取p
grid
中坐标的边界,并以此作为网格的上下边界来生成足以覆盖整个工件的微元网格集,假定微元网格的大小恒为l
×
l,其中l=1/mul,且工件坐标p
grid
即表示网格化的p
contour
。
14.采用改进弧长法进来判断微元网格集中网格是出于加工边界内部还是外部,并将边界内部的网格定义为p
inner
,将边界外部的网格与加工边界网格共同定义为p
outter
。
15.优选地,步骤二中针对封闭几何特征,基于非稳态导热理论,首先需设定导热微分方程求解的定解条件,其中几何条件已通过步骤一中的网格尺寸及坐标进行了定义,物理条件为热扩散系数td,初始条件如下:
16.τ=0
17.t
outter
=t(p
outter
,τ)
18.t
inner
=t(p
inner
,τ)
19.封闭几何特征的光顺刀具路径生成方法仅需规定网格的温度分布情况,即网格p
outter
的温度设置为t
outter
,随时间的推进而保持恒定不变;网格p
inner
的温度设置为t
inner
,并依照非稳态导热理论进行变化,即可通过下列方程进行差分计算:
[0020][0021]
其中以及分别代表(kδτ+1)时刻以及kδτ时刻坐标(i
·
l,j
·
l)及其周围点的温度,δτ定义为:
[0022][0023]
其中td为热扩散系数。由此即可得到各时刻边界加工内部各点的温度分布状况。
[0024]
优选地,步骤二中针对开放几何特征的刀具路径生成方法与上节中所述的封闭特征刀具路径生成方法的基本思路一致,但是因为开口面的存在,导致了其导热微分方程以及定解条件存在一定差异。
[0025]
就定解条件而言,其几何条件已通过步骤一中的网格尺寸及坐标进行了定义,物理条件为热扩散系数td,初始条件与封闭型腔相同。即为开口特征的加工边界上及加工特征外的温度t
outter
随时间的推进而保持恒定不变,而加工边界内的温度t
inner
与封闭特征的温度变化规律一致。考虑到在开口特征的铣削加工中,理想情况下开口处的刀具路径是平行于加工边界的,为实现这一效果,在发明中对型腔的开口处做了绝热处理,即为将开口处的热流密度设置为0,则可得开口特征的差分计算方程为:
[0026][0027]
由此可得到各个时刻开口特征加工边界内部各网格点的温度分布状况。
[0028]
优选的,步骤二中针对含孤岛的几何特征,由于孤岛的存在,导致了求解过程的略微差异。就定解条件而言,其几何条件已通过步骤一中的网格尺寸及坐标进行了定义,物理条件为热扩散系数td,初始条件与封闭特征和开口特征相同。
[0029]
加工边界上及边界外的温度随时间的推进而保持恒定不变,孤岛边界以及孤岛内部的温度随时间的推进而保持恒定不变,加工边界内的温度与封闭特征的温度变化规律一致,若含有开口,则参照开口特征内容对开口处做了绝热处理,则可得含孤岛型腔的差分计算方程为:
[0030][0031]
由此可得到各个时刻含孤岛特征加工边界内部各网格点的温度分布状况。
[0032]
优选地,步骤三中基于步骤二中得到的各个时刻的温度分布,计算每个时刻网格温度场的等温线,并提取每个时刻特定温度的等温线,以此作为参考刀具路径。
[0033]
优选地,步骤四中基于hausdorff距离计算方法来计算每层参考刀具路径之间的距离,并建立等温线扩散规律,其中在采用hausdorff距离来表示相邻等温线tpk以及tp
k+1
之间的最大距离:
[0034]hdis
(tpk,tp
k+1
)=max(h
dis
(tpk,tp
k+1
),h
dis
(tp
k+1
,tpk))
[0035]
其中,
[0036][0037]
其中e
dis
(
·
)表示两点之间的欧拉距离。
[0038]
然后即可得到所有等时间间隔δτ在特定温度t
sample
采样所得刀具路径之间的距离,进而通过基于三次hermite多项式插值的等温线扩散规律迁移计算特定行距δh
dis
对应的等温线出现时间,然后反过来控制最终刀具路径的生成。然后即可得到光顺、均匀、无交叉、无尖点、无残留的数控加工刀具路径。
[0039]
相较于现有技术,本发明提供的技术方案具有如下有益效果:
[0040]
(1)本发明采用基于非稳态导热理论直接生成光顺的刀具路径,只需针对不同的加工特征进行微小的处理即可得到光顺、均匀、无交叉、无尖点、无残留的刀具路径,具有较好的通用性。
[0041]
(2)本发明中的方法可直接基于工件几何特性完成光顺刀具路径的生成,整个过中不依赖任何商用cam软件,不需进行任何额外的优化或者调整,其生成流程简单易行。
[0042]
(3)本发明中的方法采用基于hausdorff距离计算方法来计算每层参考刀具路径之间的距离,来保障每层刀具路径之间距离必须小于所设定的最大距离,由此来保障加工的无残留。
[0043]
(4)本发明中的方法采用基于三次hermite多项式插值的等温线扩散规律迁移方法来保障每层路径之间行距的相对均匀,以此来减小铣削加工过程中切削力的变化,进而提升加工的稳定性。
附图说明
[0044]
图1是本发明所述方法中涉及到的基于三次hermite多项式插值的等温线扩散规律迁移;
[0045]
图2是本发明所述方法中涉及到的加工工件的网格化处理示意图;
[0046]
图3是本发明所述方法中涉及到的加工工件的导热边界条件示意图;
[0047]
图4是本发明所述方法与基于catia生成的刀具路径的仿真对比,其中包含了加工残留验证。
具体实施方式
[0048]
以下结合附图对本发明作进一步详细说明。
[0049]
如图1所示,本发明所述方法中涉及到的小样本复数域特征迁移的铣削机器人频响预测方法包含以下步骤:
[0050]
步骤一:对加工工件型面进行网格化处理,并根据工件的形状对网格进行加工边界、去除部分和保留部分的划分与定义。
[0051]
具体的,在步骤一中,若要对加工工件进行网格化处理并实现加工边界、去除部分和保留部分的划分,需首先对加工边界轮廓进行网格化处理,即将由一系列点p
contour
构成的加工边界转化为一系列微元网络。首先需将p
contour
的坐标扩大mul倍并通过取近似得到
p
grid
,即为:
[0052]
p
grid
=round(mul
·
p
contour
)
[0053]
提取p
grid
中坐标的边界,并以此作为网格的上下边界来生成足以覆盖整个工件的微元网格集,如图2所示,假定微元网格的大小恒为l
×
l,其中l=1/mul,且工件坐标p
grid
即表示网格化的p
contour
。
[0054]
采用改进弧长法进来判断微元网格集中网格是出于加工边界内部还是外部,并将边界内部的网格定义为p
inner
,将边界外部的网格与加工边界网格共同定义为p
outter
,如图3所示。
[0055]
步骤二:分别针对封闭、开放以及含孤岛的不同几何特征,基于非稳态导热理论,采用不同的边界条件以及差分方程计算得到各个时刻下网格的温度分布。
[0056]
具体的,在步骤二中,针对封闭几何特征,基于非稳态导热理论,首先需设定导热微分方程求解的定解条件,其中几何条件已通过步骤一中的网格尺寸及坐标进行了定义,物理条件为热扩散系数td,初始条件如下:
[0057]
τ=0
[0058]
t
outter
=t(p
outter
,τ)
[0059]
t
inner
=t(p
inner
,τ)
[0060]
封闭几何特征的光顺刀具路径生成方法仅需规定网格的温度分布情况,即网格p
outter
的温度设置为t
outter
,随时间的推进而保持恒定不变,如图3(a)所示,网格p
inner
的温度设置为t
inner
,并依照非稳态导热理论进行变化,即可通过下列方程进行差分计算
[0061][0062]
其中以及分别代表(kδτ+1)时刻以及kδτ时刻坐标(i
·
l,j
·
l)及其周围点的温度,δτ定义为
[0063][0064]
其中td为热扩散系数。由此即可得到各时刻边界加工内部各点的温度分布状况。
[0065]
具体的,在步骤二中,针对开放几何特征的刀具路径生成方法与上节中所述的封闭特征刀具路径生成方法的基本思路一致,但是因为开口面的存在,导致了其导热微分方程以及定解条件存在一定差异。
[0066]
就定解条件而言,其几何条件已通过步骤一中的网格尺寸及坐标进行了定义,物理条件为热扩散系数td,初始条件与封闭型腔相同。即为开口特征的加工边界上及加工特征外的温度t
outter
随时间的推进而保持恒定不变,而加工边界内的温度t
inner
与封闭特征的温度变化规律一致。考虑到在开口特征的铣削加工中,理想情况下开口处的刀具路径是平行于加工边界的,为实现这一效果,在发明中对型腔的开口处做了绝热处理,即为将开口处的热流密度设置为0,如图3(b)所示,则可得开口特征的差分计算方程为:
[0067][0068]
由此可得到各个时刻开口特征加工边界内部各网格点的温度分布状况。
[0069]
具体的,在步骤二中,针对含孤岛的几何特征,由于孤岛的存在,导致了求解过程的略微差异。就定解条件而言,其几何条件已通过步骤一中的网格尺寸及坐标进行了定义,物理条件为热扩散系数td,初始条件与封闭特征和开口特征相同。
[0070]
加工边界上及边界外的温度随时间的推进而保持恒定不变,孤岛边界以及孤岛内部的温度随时间的推进而保持恒定不变,加工边界内的温度与封闭特征的温度变化规律一致,若含有开口,则参照开口特征内容对开口处做了绝热处理,如图3(c)所示,则可得含孤岛型腔的差分计算方程为:
[0071][0072]
由此可得到各个时刻含孤岛特征加工边界内部各网格点的温度分布状况。
[0073]
步骤三:基于步骤二中得到的各个时刻的温度分布,计算每个时刻网格温度场的等温线,并提取每个时刻特定温度的等温线,以此作为参考刀具路径;
[0074]
步骤四:基于hausdorff距离计算方法来计算每层参考刀具路径之间的距离,建立等温线扩散规律,并通过基于三次hermite多项式插值的温度场传播规律迁移方法来生成最终的刀具路径。
[0075]
具体的,在步骤四中,基于hausdorff距离计算方法来计算每层参考刀具路径之间的距离,并建立等温线扩散规律,其中在采用hausdorff距离来表示相邻等温线tpk以及tp
k+1
之间的最大距离
[0076]hdis
(tpk,tp
k+1
)=max(h
dis
(tpk,tp
k+1
),h
dis
(tp
k+1
,tpk))
[0077]
其中
[0078][0079]
其中e
dis
(
·
)表示两点之间的欧拉距离。
[0080]
然后即可得到所有等时间间隔δτ在特定温度t
sample
采样所得刀具路径之间的距离,进而通过基于三次hermite多项式插值的等温线扩散规律迁移计算特定行距δh
dis
对应的等温线出现时间,然后反过来控制最终刀具路径的生成,如图1所示。然后即可得到光顺、
均匀、无交叉、无尖点、无残留的数控加工刀具路径。
[0081]
本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1