一种机器视觉测量方法及其在轴承工件测量上的应用
1.本发明涉及机器视觉测量技术领域,具体为一种机器视觉测量方法及其在轴承工件测量上的应用。
背景技术:
2.轴承在机械行业中是至关重要的零件,轴承作为标准件,对尺寸的准确性要求很高,加工生产出的轴承均需进行检测。采用人工进行检测时,不仅耗时且可能发生测量工具对轴承表面造成损伤的情况。而机器视觉检测技术具有非接触、速度快、精度合适、现场抗干扰能力强等突出的优点,能很好地满足轴承检测的需求;其中,机器视觉检测是指在工业检测领域中,通过基于机器视觉的方法来判断产品的一个或多个特性偏离标准要求的程度,以确定产品质量合格与否的过程。
技术实现要素:
3.(一)解决的技术问题
4.本发明旨在提供一种机器视觉测量方法,该机器视觉测量方法可以应用在大批量流水线生产和检测需要的轴承工件尺寸测量上。
5.(二)技术方案
6.为实现上述目的,本发明提供如下技术方案:
7.一种机器视觉测量方法,包括以下步骤:
8.步骤一,首先采用二维中值滤波法对采集的待测工件图像进行预处理,然后提取图像的边缘信息,得到图像的边缘点集s0={s
01
,...,s
0i
,...,s
0n
};
9.步骤二,确定待测工件的标准尺寸d0,令δd0为允许的尺寸偏差值,得到待测工件尺寸的量值范围为(d
0-δd0,d0+δd0);
10.步骤三,建立用于评价所述边缘点集s0中的边缘数据s
0i
与待测工件尺寸的量值范围之间属于程度的隶属程度函数r0;
11.当s
0i
≤d0/2时,r0(s
0i
)=[s
0i-(d
0-δd0)]/δd0;
[0012]
当s
0i
>d0/2时,r0(s
0i
)=[(d0+δd0)-s
0i
]/δd0;
[0013]
取r0(s
0i
)≥0的边缘数据s
0i
构成待测工件的尺寸点集t0;
[0014]
步骤四,利用最小二乘法对于待测工件的尺寸点集t0进行拟合,获得待测工件以像素为单位的尺寸参数,进而得到该待测工件的尺寸。
[0015]
优选的,所述机器视觉测量方法可以应用在轴承工件测量上。
[0016]
优选的,所述应用在轴承工件测量上的机器视觉测量方法,包括步骤:确定轴6工件的标准内径尺寸为d1、标准外径尺寸为d2,并且存在d2>d1,令δd1为允许的内径尺寸偏差值、δd2为允许的外径尺寸偏差值,可以得到轴承工件的内径尺寸的允许量值范围为(d
1-δd1,d1+δd1)、轴承工件的外径尺寸的允许量值范围为(d
2-δd2,d2+δd2)。
[0017]
优选的,所述应用在轴承工件测量上的机器视觉测量方法,包括步骤:建立用于评
价所述边缘点集sg中的边缘数据s
gi
与轴承工件标准内径尺寸的量值范围之间属于程度的隶属程度函数r1;建立用于评价点集sg中的边缘数据s
gi
与轴承工件标准外径尺寸的量值范围之间属于程度的隶属程度函数r2;
[0018]
当s
gi
≤d1/2时,r1(s
gi
)=[s
gi-(d
1-δd1)]/δd1;
[0019]
当s
gi
>d1/2且s
gi
《(d
2-δd2)/2时,r1(s
gi
)=[(d1+δd1)-s
gi
]/δd1;
[0020]
取r1(s
gi
)≥0的边缘数据s
gi
构成轴承工件的内径尺寸点集t1;
[0021]
当(d1+δd1)/2≤s
gi
≤d2/2时,r2(s
gi
)=[s
gi-(d
2-δd2)]/δd2;
[0022]
当s
gi
>d2/2时,r2(s
gi
)=[(d2+δd2)-s
gi
]/δd2;
[0023]
取r2(s
gi
)≥0的边缘数据s
gi
构成轴承工件的外径尺寸点集t2。
[0024]
(三)有益的技术效果
[0025]
与现有技术相比,本发明具备以下有益的技术效果:
[0026]
本发明通过构建用于评价所述边缘点集s0中的边缘数据s
0i
与待测工件尺寸的量值范围之间属于程度的隶属程度函数r0,取r0(s
0i
)≥0的边缘数据s
0i
构成待测工件的尺寸点集t0,对于待测工件的尺寸点集t0进行拟合,获得待测工件以像素为单位的尺寸参数,进而实现对该待测工件尺寸的测量;
[0027]
本发明的机器测量方法对轴承工件的测量结果,相较于人工测量方法,无论是对于轴承工件内径的测量还是对于外径的测量,其标准偏差值均小于人工测量方法,并且其检测的轴承工件内外径的标准差均低于0.1mm,由此说明本发明具有比较高的检测精度,可以应用在大批量流水线生产和检测需要的轴承工件尺寸测量上。
具体实施方式
[0028]
一种机器视觉测量方法,包括以下步骤:
[0029]
步骤一,首先采用二维中值滤波法对采集的待测工件图像进行预处理,然后提取图像的边缘信息,得到图像的边缘点集s0={s
01
,...,s
0i
,...,s
0n
};
[0030]
其中,对于数字图像f(x,y)中的一个像素点(x,y),将该点及其周围邻近的所有像素点灰度值的中位数作为处理后该点的灰度值g(x,y);
[0031]
其中,g(x,y)=med{f(x-k,y-l),k,i∈w},式中w为二维模板;
[0032]
步骤二,确定待测工件的标准尺寸d0,令δd0为允许的尺寸偏差值,得到待测工件尺寸的量值范围为(d
0-δd0,d0+δd0);
[0033]
步骤三,建立用于评价所述边缘点集s0中的边缘数据s
0i
与待测工件尺寸的量值范围之间属于程度的隶属程度函数r0;
[0034]
当s
0i
≤d0/2时,r0(s
0i
)=[s
0i-(d
0-δd0)]/δd0;
[0035]
当s
0i
>d0/2时,r0(s
0i
)=[(d0+δd0)-s
0i
]/δd0;
[0036]
取r0(s
0i
)≥0的边缘数据s
0i
构成待测工件的尺寸点集t0;
[0037]
步骤四,利用最小二乘法对于待测工件的尺寸点集t0进行拟合,获得待测工件以像素为单位的尺寸参数,进而得到该待测工件的尺寸;
[0038]
一种应用在轴承工件测量上的机器视觉测量方法,包括以下步骤:
[0039]
步骤一,首先采用二维中值滤波法对采集的轴承工件图像进行预处理,然后提取图像的边缘信息,得到轴承工件的边缘点集sg={s
g1
,...,s
gi
,...,s
gn
};
[0040]
步骤二,确定轴承工件的标准内径尺寸为d1、标准外径尺寸为d2,并且存在d2>d1,令δd1为允许的内径尺寸偏差值、δd2为允许的外径尺寸偏差值,可以得到轴承工件的内径尺寸的允许量值范围为(d
1-δd1,d1+δd1)、轴承工件的外径尺寸的允许量值范围为(d
2-δd2,d2+δd2);
[0041]
步骤三,建立用于评价所述边缘点集sg中的边缘数据s
gi
与轴承工件标准内径尺寸的量值范围之间属于程度的隶属程度函数r1;建立用于评价点集sg中的边缘数据s
gi
与轴承工件标准外径尺寸的量值范围之间属于程度的隶属程度函数r2;
[0042]
当s
gi
≤d1/2时,r1(s
gi
)=[s
gi-(d
1-δd1)]/δd1;
[0043]
当s
gi
>d1/2且s
gi
《(d
2-δd2)/2时,r1(s
gi
)=[(d1+δd1)-s
gi
]/δd1;
[0044]
取r1(s
gi
)≥0的边缘数据s
gi
构成轴承工件的内径尺寸点集t1;
[0045]
当(d1+δd1)/2≤s
gi
≤d2/2时,r2(s
gi
)=[s
gi-(d
2-δd2)]/δd2;
[0046]
当s
gi
>d2/2时,r2(s
gi
)=[(d2+δd2)-s
gi
]/δd2;
[0047]
取r2(s
gi
)≥0的边缘数据s
gi
构成轴承工件的外径尺寸点集t2;
[0048]
步骤四,利用最小二乘法对轴承工件的内径尺寸点集t1进行拟合,获得轴承工件以像素为单位的内径圆参数,进而得到该轴承工件的内径尺寸;利用最小二乘法对轴承工件的外径尺寸点集t2进行拟合,获得轴承工件以像素为单位的外径圆参数,进而得到该轴承工件的外径尺寸;
[0049]
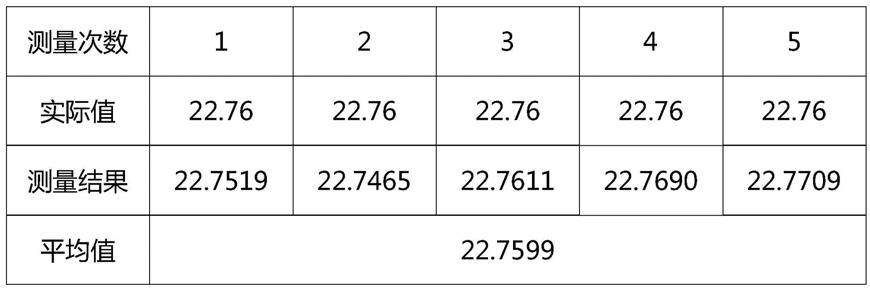
为了验证上述应用在轴承工件测量上的机器视觉测量方法的可行性,在软件平台上对采集到的外径为32mm、内径为22.76mm的标准轴承工件图像进行基于机器视觉测量的仿真实验,确定轴承工件以像素为单位的尺寸,进而得到该轴承工件的内径和外径,同时将本发明的机器测量方法与人工检测方法进行对比,人工测量方法即通过使用游标卡尺进行手动测量,其中游标尺的精度为0.02mm;
[0050]
本文使用这两种检测方法对该轴承工件进行了测量,截取了其中的五组实验数据,实验结果见下表1-4所示;
[0051]
表1本发明的机器测量方法对轴承工件的内径测量结果(单位:mm)
[0052]
[0053][0054]
表2本发明的机器测量方法对轴承工件的外径测量结果(单位:m m)
[0055][0056]
表3人工测量方法对轴承工件的内径测量结果(单位:mm)
[0057][0058]
表4人工测量方法对轴承工件的外径测量结果(单位:mm)
[0059]
[0060]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1