一种空间曲面景观装置表皮的构建方法与流程
1.本发明属于建筑景观设计技术领域,具体为一种空间曲面景观装置表皮的构建方法。
背景技术:
2.随着商业引流、艺术文旅、城市更新等需求的兴起,以及大众对室内外空间设计趣味度的需求愈发兴盛,景观装置成为了既能满足艺术性,又能提供停留、歇坐、遮阴等空间使用功能的一种空间艺术构筑物。
3.然而,受限于传统加工建造工艺,很多形态复杂的造型往往需要高昂的成本才能加工落地,这无疑对景观装置领域的设计创新划定了很多限制。其中,三维空间异形曲面的形态呈现,就自始至终需要凭借高昂的成本及复杂的工艺才能勉强实施。
4.从现有技术来讲,要实现景观装置领域的三维空间异形曲面,最常用到的技术是人工锻打金属、开发模具进行固化类材料浇筑等方式。其中,人工锻打金属是广泛应用于金属雕塑、建筑表皮等领域的传统构建方式。但其缺点同样明显:一是高度依赖工人的锤艺,会留下不可避免的人工误差;二是人力成本高昂,在年轻锤锻工人逐渐断层的现在尤为如此。第二种方式开发模具进行固化类材料浇筑,优势在于模具成型后可以批量浇筑复制,其缺点在于:一是现有可用材料包括混凝土、grc、grg、玻璃钢等材料的韧性有限,容易被破坏且相对笨重;二是对定制化设计的产品来讲,开发一次性模具的性价比太低,同样产生单件成本高昂的问题。
5.为解决上述问题,本技术提出了一种空间曲面景观装置表皮的构建方法。
技术实现要素:
6.本发明的目的在于提供一种空间曲面景观装置表皮的构建方法,以解决上述背景技术中提出的问题。
7.为了实现上述目的,本发明提供如下技术方案:一种空间曲面景观装置表皮的构建方法,具体操作步骤如下:
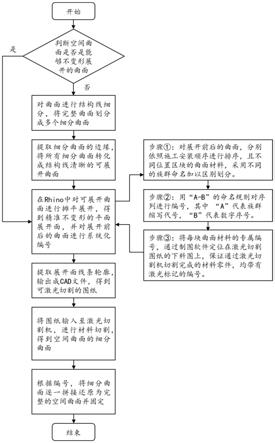
8.s1、预先判断空间曲面是否是能够不变形展开的曲面;
9.s2,如果是,则在rhino软件中对可展开曲面进行摊平展开,得到精准不变形的平面展开面,并对展开前后的曲面进行系统化编号;如果否,则需要对曲面进行结构线细分,将完整曲面划分成多个细分曲面,随后提取细分曲面的边缘,将所有细分曲面转化成结构线清晰的可展开曲面,然后再执行上述摊平展开,系统化编号等步骤。
10.s3、提取展开面线条轮廓,输出成cad文件,得到可激光切割的图纸;
11.s4、将图纸输入至激光切割机,进行材料切割,得到空间曲面的细分曲面;
12.s5、根据编号,将细分曲面逐一拼接还原为完整的空间曲面并固定完成;
13.本技术通过将一个复杂的完整的曲面拆解成诸多个细小的曲面部件,采用类似于微积分的原理,将原本整体性的曲面情况复杂的部件拆解成诸多小曲面,且该小曲面结构
形式比较单一,曲面的变化幅度也比较常规,后续在经过相应设备进行加工处理,整体操作简单,难度与成本大大降低。
14.优选的,s1步骤中判断一个三维空间曲面是可展曲面的条件是,该曲面在其上每一点处高斯曲率为零,具体来说平面就是在每一点处高斯曲率为常数零的特殊曲面,所以每一点处曲率为零的任何一片曲面,能够经弯曲而展开成一片平面。
15.优选的,s2步骤中具体编号步骤为:
16.①
对展开前后的曲面,分别依照施工安装顺序进行排序,且不同位置区块的曲面材料,采用不同的族群命名加以区别划分;
17.②
用“a-b”的命名规则对序列进行编号,其中“a”代表族群缩写代号,“b”代表数字序号;
18.③
将每块曲面材料的专属编号,通过制图软件定位在激光切割图纸的下料图上,保证通过激光切割机切割完成的材料零件,均带有激光标记的编号;
19.将一个完整的大型曲面分解成诸多的小零曲面,整体加工难度大大降低,为了确保结构的完整与后续组装的方便,因此对其进行位置与材料进行编号处理,这样就能够根据提供的参数进行后续的加工处理,整体难度与成本快速降低。
20.优选的,s3步骤中cad文件主要是由单一曲面块结构与总曲面块图纸两部分组成,单一区域面块用于操作人员的查看比对,总曲面块用于后续s4步骤中的图纸输入。
21.优选的,s5步骤中结构逐一拼接主要是有两个参照的方面:预先分解的曲面块结构标号与曲面结构的三维空间位置;
22.预先自身的标号用于零散曲面的组装,从而实现其快速的组合对接,三维空间位置则是作为一种后续的补充与备份手段,一旦原本标号出现问题,操作人员能够利用三维空间位置做二次比对修正,保证组装的快速与正确。
23.优选的,s2步骤中针对不同位置区块的曲面材料标号顺序原则包括但不限于:按照结构区域的高度值依次标号、由内到外依次环形标号、从外到内依次环形标号;
24.该部分的标号原则最重要的是遵循方便查看的原则,无论是什么顺序都得方便后续工作人员的查看与工作。
25.本发明的有益效果如下:
26.1、本发明通过对三维空间中的曲面进行了精细化的拆分,将一个完整的曲面划分成了多个细分后的小曲面,然后将这些小曲面转化为可展曲面,那么整体造型将在视觉流畅性上不受影响的前提下,转化为工业上常用的数控激光切割机能够精确化加工的平面图纸;一方面极大避免了传统锻造工艺中人工裁切、锻打导致的误差,第二方面高效利用了数控加工设备,节省了人工成本。
附图说明
27.图1为本发明整体操作流程图;
28.图2为本发明图形分解示意图。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.如图1至图2所示,本发明实施例中,一种空间曲面景观装置表皮的构建方法,具体操作步骤如下:
31.s1、预先判断空间曲面是否是能够不变形展开的曲面;
32.s2,如果是,则在rhino软件中对可展开曲面进行摊平展开,得到精准不变形的平面展开面,并对展开前后的曲面进行系统化编号;如果否,则需要对曲面进行结构线细分,将完整曲面划分成多个细分曲面,随后提取细分曲面的边缘,将所有细分曲面转化成结构线清晰的可展开曲面,然后再执行上述摊平展开,系统化编号等步骤。
33.s3、提取展开面线条轮廓,输出成cad文件,得到可激光切割的图纸;
34.s4、将图纸输入至激光切割机,进行材料切割,得到空间曲面的细分曲面;
35.s5、根据编号,将细分曲面逐一拼接还原为完整的空间曲面并固定完成;
36.本技术通过将一个复杂的完整的曲面拆解成诸多个细小的曲面部件,采用类似于微积分的原理,将原本整体性的曲面情况复杂的部件拆解成诸多小曲面,且该小曲面结构形式比较单一,曲面的变化幅度也比较常规,后续在经过相应设备进行加工处理,整体操作简单,难度与成本大大降低。
37.其中,s1步骤中判断一个三维空间曲面是可展曲面的条件是,该曲面在其上每一点处高斯曲率为零,具体来说平面就是在每一点处高斯曲率为常数零的特殊曲面,所以每一点处曲率为零的任何一片曲面,能够经弯曲而展开成一片平面。
38.其中,s2步骤中具体编号步骤为:
39.①
对展开前后的曲面,分别依照施工安装顺序进行排序,且不同位置区块的曲面材料,采用不同的族群命名加以区别划分;
40.②
用“a-b”的命名规则对序列进行编号,其中“a”代表族群缩写代号,“b”代表数字序号;
41.③
将每块曲面材料的专属编号,通过制图软件定位在激光切割图纸的下料图上,保证通过激光切割机切割完成的材料零件,均带有激光标记的编号;
42.将一个完整的大型曲面分解成诸多的小零曲面,整体加工难度大大降低,为了确保结构的完整与后续组装的方便,因此对其进行位置与材料进行编号处理,这样就能够根据提供的参数进行后续的加工处理,整体难度与成本快速降低。
43.其中,s3步骤中cad文件主要是由单一曲面块结构与总曲面块图纸两部分组成,单一区域面块用于操作人员的查看比对,总曲面块用于后续s4步骤中的图纸输入。
44.其中,s5步骤中结构逐一拼接主要是有两个参照的方面:预先分解的曲面块结构标号与曲面结构的三维空间位置;
45.预先自身的标号用于零散曲面的组装,从而实现其快速的组合对接,三维空间位置则是作为一种后续的补充与备份手段,一旦原本标号出现问题,操作人员能够利用三维空间位置做二次比对修正,保证组装的快速与正确。
46.其中,s2步骤中针对不同位置区块的曲面材料标号顺序原则包括但不限于:按照结构区域的高度值依次标号、由内到外依次环形标号、从外到内依次环形标号;
47.该部分的标号原则最重要的是遵循方便查看的原则,无论是什么顺序都得方便后续工作人员的查看与工作。
48.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
49.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1