控制汽车主减速器被动螺旋锥齿轮渗碳淬火畸变的方法与流程
1.本发明涉及一种控制汽车主减速器被动螺旋锥齿轮渗碳淬火畸变的方法,属于齿轮热处理领域。
背景技术:
2.螺旋锥齿轮由于具有高的传动平稳性以及良好的接触和弯曲疲劳强度而被广泛用作各类汽车产品的车桥主减速器齿轮。然而由于这类主减速器齿轮尤其是主减速器被动螺旋锥齿轮的非对称性和复杂性,主减速器被动螺旋锥齿轮在渗碳淬火后变形量较大。目前较为成熟的解决办法是采用淬火压床对主减速器被动螺旋锥齿轮进行模压淬火,并通过检测所述齿轮的端面翘曲和内孔椭圆度来评估齿轮畸变量。虽然这种检测控制方法对主减速器被动螺旋锥齿轮的整体变形进行把控,但所述检测控制方法无法对主减速器被动螺旋锥齿轮的轮齿部位畸变情况进行评估和改善,从而导致主减速器被动螺旋锥齿轮虽然达到端面翘曲和内孔椭圆度的控制标准,但轮齿部位畸变量较大。轮齿畸变将造成主减速器齿轮副后期配对困难,甚至引起主减速器齿轮副使用过程中啮合接触性能较差的现象。
3.目前,对于主减速器被动螺旋锥齿轮渗碳淬火阶段畸变的研究成果较少,主要关注点仍然在于齿轮的端面翘曲和内孔椭圆度的控制等,鲜有探讨所述齿轮轮齿畸变的控制方法。中国专利201810765876.3提出一种汽车减速器齿轮渗碳淬火变形控制方法。通过对减速器齿轮进行轮齿畸变的预补偿修形,同时设置相匹配的渗碳淬火补偿机构,最终使齿轮端面跳动得到明显改善。中国专利201810029815.0通过提前对螺旋锥齿轮进行预补偿加工,以抵消渗碳淬火过程中的齿轮畸变,确保渗碳淬火后螺旋锥齿轮齿根磨削余量小于0.2mm的要求。
4.然而,上述方法均是通过渗碳淬火前的预补偿加工抵消齿轮热处理畸变,无法有效的控制齿轮轮齿部位的畸变情况。同时,主减速器被动螺旋锥齿轮渗碳淬火后轮齿畸变量大且离散程度较高,上述预补偿修形方法对所述齿轮的齿形控制并不是特别理想。
技术实现要素:
5.为了解决上述问题,本发明提出了一种控制汽车主减速器被动螺旋锥齿轮渗碳淬火畸变的方法,能够从根本上减小所述齿轮渗碳淬火后的轮齿畸变量,并最终改善齿面接触性能。
6.本发明解决其技术问题采取的技术方案是:
7.本发明实施例提供的一种控制汽车主减速器被动螺旋锥齿轮渗碳淬火畸变的方法,包括以下步骤:
8.建立螺旋锥齿轮材料的性能参数库,确定螺旋锥齿轮渗碳淬火工艺曲线,并获取关键参数;
9.建立螺旋锥齿轮渗碳淬火仿真的有限元模型,并对有限元模型进行试验校准;
10.利用正交试验法进行螺旋锥齿轮渗碳淬火仿真优化方案的筛选,以淬火压床的外
压环、内压环和涨块的压力值作为变量因子间隔1mpa取值进行仿真,以轮齿畸变量作为分析指标筛选出初步仿真优化方案;
11.以初步仿真优化方案作为基准,对淬火压床的外压环、内压环和涨块的压力值三组变量因子间隔0.25mpa取值进行仿真,再次利用正交试验法以轮齿畸变量作为分析指标筛选出最终仿真优化方案;
12.采用最终仿真优化方案对汽车主减速器被动螺旋锥齿轮进行渗碳淬火。
13.作为本实施例一种可能的实现方式,所述螺旋锥齿轮材料的性能参数库包括材料热物性参数、材料力学性能参数和材料相变动力学参数。
14.作为本实施例一种可能的实现方式,所述螺旋锥齿轮渗碳淬火工艺曲线包括完整的渗碳淬火工艺卡参数和渗碳淬火过程中夹具装夹的状态信息。
15.作为本实施例一种可能的实现方式,所述关键参数包括碳元素传递系数和碳元素扩散系数;
16.所述碳元素传递系数β的计算公式为:
[0017][0018]
式中,β0取值0.00347mm
·
s-1
,e为激活能,r为气体常数,t为温度;
[0019]
所述碳元素扩散系数d的计算公式为:
[0020][0021]
式中,d
0.4
为质量分数为0.4%时的扩散常数,q为碳原子扩散激活能,b为反应扩散系数和碳浓度的常数。
[0022]
作为本实施例一种可能的实现方式,对有限元模型进行试验校准的检测内容包括螺旋锥齿轮的轮齿硬度曲线、齿轮端面翘曲变形量、内孔椭圆度和轮齿畸变量。
[0023]
作为本实施例一种可能的实现方式,在筛选初步仿真优化方案和最终仿真优化方案的过程中,所述齿轮端面翘曲变形量和内孔椭圆度均在100μm以内。
[0024]
作为本实施例一种可能的实现方式,在筛选初步仿真优化方案和最终仿真优化方案的过程中,所述螺旋锥齿轮的数量均不少于5个,且每个螺旋锥齿轮轮齿畸变量的检测齿数不少于3组齿。
[0025]
作为本实施例一种可能的实现方式,在筛选初步仿真优化方案过程中,以原有渗碳淬火方案的淬火压床外压环、内压环和涨块的压力值作为基准,对三组变量因子间隔1mpa取值进行仿真,三组变量因子压力值的取值范围为0-5mpa。
[0026]
作为本实施例一种可能的实现方式,在筛选最终优化方案过程中,以所述初步优化方案的淬火压床外压环、内压环和涨块的压力值作为基准,对每个变量因子间隔0.25mpa取四组变量因子压力值进行仿真,即取值范围在mpa和mpa之间,为外压环、内压环或涨块的平均压力值。
[0027]
作为本实施例一种可能的实现方式,所述方法还包括以下步骤:
[0028]
检测原有渗碳淬火方案和所述最终仿真优化方案下主减速器被动螺旋锥齿轮渗碳淬火后的轮齿畸变量、端面翘曲变形及内孔椭圆度情况,确认最终仿真优化方案的优化效果。
[0029]
本发明实施例的技术方案可以具有的有益效果如下:
[0030]
1)本发明在不增加额外模具、工艺耗时等前提下可有效降低所述齿轮轮齿的畸变量。生产试验结果表明,轮齿凹面和凸面畸变量均减小了约15%-20%;
[0031]
2)本发明在保证主减速器被动螺旋锥齿轮端面翘曲变形量和内孔椭圆度低于100μm的前提下减小了轮齿畸变量,利于等高齿制螺旋锥齿轮副的后期配对,降低废品率;
[0032]
3)本发明通过减小所述齿轮渗碳淬火后轮齿畸变量,利于所述齿轮热前预补偿修形设计;
[0033]
4)本发明通过降低所述齿轮的轮齿畸变量,利于改善所述齿轮副的啮合接触性能,提高驱动桥主减速器被动螺旋锥齿轮副服役寿命并降低传递误差。
附图说明:
[0034]
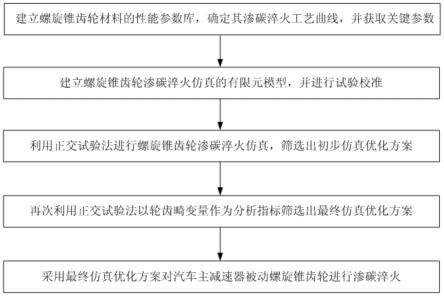
图1是根据一示例性实施例示出的一种控制汽车主减速器被动螺旋锥齿轮渗碳淬火畸变的方法流程图;
[0035]
图2是根据一示例性实施例示出的一种主减速器被动螺旋锥齿轮和淬火压床模具装配位置示意图;
[0036]
图3是根据一示例性实施例示出的一种主减速器被动螺旋锥齿轮截面示意图;
[0037]
图4是根据一示例性实施例示出的一种主减速器被动螺旋锥齿轮的俯视示意图。
具体实施方式
[0038]
下面结合附图与实施例对本发明做进一步说明:
[0039]
为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本发明进行详细阐述。下文的公开提供了许多不同的实施例或例子用来实现本发明的不同结构。为了简化本发明的公开,下文中对特定例子的部件和设置进行描述。此外,本发明可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施例和/或设置之间的关系。应当注意,在附图中所图示的部件不一定按比例绘制。本发明省略了对公知组件和处理技术及工艺的描述以避免不必要地限制本发明。
[0040]
如图2-图4所示,图2为主减速器被动螺旋锥齿轮和淬火压床的模具装配示意图,1为作用于齿顶的外压环,位置位于齿顶靠近轮齿大端附近,压床通过外压环对齿轮4施加外压环压力;2为作用于齿轮内圆台阶的内压环,压床通过内压环对齿轮4施加内压环压力;3为作用于齿轮内孔面的涨块,压床通过涨块对齿轮4施加涨块压力。图3所示为主减速器被动螺旋锥齿轮截面示意图,41为齿轮内孔,用于所述齿轮内孔椭圆度检测;42为齿轮底部端面,用于所述齿轮端面翘曲变形检测;43为齿轮的轮齿部位,用于检测轮齿畸变量。主减速器被动螺旋锥齿轮轮齿畸变检测具体位置如图4所示,分别检测轮齿凹面44和轮齿凸面45的节圆附近齿面法向变形量。
[0041]
如图1所示,本发明实施例提供的一种控制汽车主减速器被动螺旋锥齿轮渗碳淬火畸变的方法,包括以下步骤:
[0042]
建立螺旋锥齿轮材料的性能参数库,确定螺旋锥齿轮渗碳淬火工艺曲线,并获取关键参数;
[0043]
建立螺旋锥齿轮渗碳淬火仿真的有限元模型,并对有限元模型进行试验校准;
[0044]
利用正交试验法进行螺旋锥齿轮渗碳淬火仿真优化方案的筛选,以淬火压床的外压环、内压环和涨块的压力值作为变量因子间隔1mpa取值进行仿真,以轮齿畸变量作为分析指标筛选出初步仿真优化方案;
[0045]
以初步仿真优化方案作为基准,对淬火压床的外压环、内压环和涨块的压力值三组变量因子间隔0.25mpa取值进行仿真,再次利用正交试验法以轮齿畸变量作为分析指标筛选出最终仿真优化方案;
[0046]
采用最终仿真优化方案对汽车主减速器被动螺旋锥齿轮进行渗碳淬火。
[0047]
本发明利用有限元仿真技术对淬火压床的压力进行调控,在保证齿轮端面翘曲变形量和内孔椭圆度均不超过100μm的前提下,改善主减速器被动螺旋锥齿轮渗碳淬火后的轮齿畸变量。本发明从根本上减小所述齿轮渗碳淬火后的轮齿畸变量,并最终改善齿面接触性能。
[0048]
作为本实施例一种可能的实现方式,所述螺旋锥齿轮材料的性能参数库包括材料热物性参数、材料力学性能参数和材料相变动力学参数,上述材料性能参数库可通过jmatpro软件获取。
[0049]
作为本实施例一种可能的实现方式,所述螺旋锥齿轮渗碳淬火工艺曲线包括完整的渗碳淬火工艺卡参数和渗碳淬火过程中夹具装夹的状态信息。
[0050]
作为本实施例一种可能的实现方式,所述关键参数包括碳元素传递系数和碳元素扩散系数;碳元素传递系数根据arrhenius公式计算,碳元素扩散系数根据borgianni公式计算。
[0051]
所述碳元素传递系数β的计算公式为:
[0052][0053]
式中,β0取值0.00347mm
·
s-1
,e为激活能,r为气体常数,t为温度;
[0054]
所述碳元素扩散系数d的计算公式为:
[0055][0056]
式中,d
0.4
为质量分数为0.4%时的扩散常数,q为碳原子扩散激活能,b为反应扩散系数和碳浓度的常数。
[0057]
作为本实施例一种可能的实现方式,对有限元模型进行试验校准的检测内容包括螺旋锥齿轮的轮齿硬度曲线、齿轮端面翘曲变形量、内孔椭圆度和轮齿畸变量。
[0058]
建立所述齿轮渗碳淬火有限元模型可通过现有成熟商业有限元软件包括但不限于deform-ht,sysweld-ht和simufact等。试验校准的内容包含轮齿硬度曲线测试,齿轮端面翘曲变形量和轮齿畸变量测试。轮齿硬度曲线检测为在轮齿节圆附近由齿面向心部进行洛氏硬度测量;齿轮内孔椭圆度分析位置如图3中41所示,齿轮端面翘曲分析位置如图3中42所示,齿轮的轮齿畸变量分析位置如图3中的43所示。轮齿畸变量分析包含轮齿凹齿面和凸齿面的齿面变形量分析,具体位置如图4中44和45所示。仿真轮齿硬度曲线与实测轮齿硬度曲线最大硬度误差在2.9%,仿真端面翘曲量、内孔椭圆度与实测平均值误差在2.1%以内,仿真轮齿变形趋势与实测轮齿变形趋势一致,仿真轮齿凹面畸变量和凸面畸变量与实测轮齿的凹面畸变量和凸面畸变量最大误差值在15%以内。上述主减速器被动螺旋锥齿轮
渗碳淬火后端面翘曲量、内孔椭圆度和轮齿畸变量均可通过齿轮测量中心p65设备测试获得,上述齿轮硬度曲线测量可利用洛氏硬度计。
[0059]
作为本实施例一种可能的实现方式,在筛选初步仿真优化方案过程中,以原有渗碳淬火方案的淬火压床外压环、内压环和涨块的压力值作为基准,对三组变量因子间隔1mpa取值进行仿真,三组变量因子压力值的取值范围为0-5mpa。
[0060]
本发明所述淬火压床具有加载模具位置不可动,压床底盘角度不可调节的特点,因此仅以淬火压床的外压环、内压环和涨块的压力值作为变量因子,淬火压床外压环、内压环和涨块的加载位置参考图2所示的1、2和3位置,图2中编号4即为所述主减速器被动螺旋锥齿轮。对于加载模具位置可动或压床底盘角度可调节的淬火压床,则应在优化方案筛选过程中将加载模具位置、压床底盘角度同样作为变量因子。其中,外压环、内压环和涨块压力值加载范围为0-5mpa,根据正交试验方法对三组变量因子间隔1mpa取值来设计仿真方案。
[0061]
仿真方案中淬火压床外压环、内压环和涨块的加载面积根据实际加载印痕确定。由于载荷值在实际生产中为均匀间隔脉动加载,仿真分析过程中应将脉动载荷换算为平均载荷。计算公式为:
[0062][0063]
式中,为外压环、内压环或涨块的平均载荷,κi为外压环、内压环或涨块的实际脉动加载的时间比例系数,σi为实际脉动加载的压力值。
[0064]
正交试验法以工厂原有方案的淬火压床外压环、内压环和涨块的压力值作为基准,工厂原有方案淬火压床外压环、内压环和涨块的压力值分别为1.25mpa、3mpa和2mpa。经上述方法筛选后得到的初步优化方案中外压环、内压环和涨块的压力值分别为1.25mpa、4mpa和4mpa。
[0065]
作为本实施例一种可能的实现方式,在筛选初步仿真优化方案和最终仿真优化方案的过程中,所述齿轮端面翘曲变形量和内孔椭圆度均在100μm以内,面翘曲变形量或内孔椭圆度超过100μm的方案均被排除。
[0066]
作为本实施例一种可能的实现方式,为排除生产批次的影响,原有方案与最终优化方案的齿轮变形检测应在同一批次材料的主减速器被动螺旋锥齿轮上面进行。在筛选初步仿真优化方案和最终仿真优化方案的过程中,所述螺旋锥齿轮的数量均不少于5个,且每个螺旋锥齿轮轮齿畸变量的检测齿数不少于3组齿。
[0067]
作为本实施例一种可能的实现方式,在筛选最终优化方案过程中,以所述初步优化方案的淬火压床外压环、内压环和涨块的压力值作为基准,对每个变量因子间隔0.25mpa取四组变量因子压力值进行仿真,即取值范围在(σ
i-0.5)mpa和(σi+0.5)mpa之间,为外压环、内压环或涨块的平均压力值。
[0068]
通过这种取值方法,依据正交试验方法进行第二次仿真方案设计,筛选出最终优化方案。筛选最终优化方案过程中,应保证所述齿轮端面翘曲变形量及内孔椭圆度均在100μm以内,端面翘曲变形量或内孔椭圆度超过100微米的方案均应被排除。
[0069]
经上述方法筛选后得到的最终优化方案中外压环、内压环和涨块的压力值分别为1.25mpa、3.75mpa和4mpa。
[0070]
作为本实施例一种可能的实现方式,所述方法还包括以下步骤:
[0071]
检测原有渗碳淬火方案和所述最终仿真优化方案下主减速器被动螺旋锥齿轮渗碳淬火后的轮齿畸变量、端面翘曲变形及内孔椭圆度情况,确认最终仿真优化方案的优化效果。
[0072]
经过检测,淬火压床的外压环、内压环和涨块压力值采用最终优化方案后端面翘曲变形和内孔椭圆度均在100μm以内,轮齿凹面和凸面畸变量均减小了约15%-20%。
[0073]
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1