一种基于CS-Elman神经网络模型的热轧板凸度预测方法
一种基于cs-elman神经网络模型的热轧板凸度预测方法
技术领域
1.本发明公开了一种基于cs-elman神经网络模型的热轧板凸度预测方法,涉及轧制过程自动化生产技术领域。
背景技术:
2.板形是衡量带钢产品质量的指标之一,通常衡量板形好坏的指标主要是板凸度,有效控制带钢板凸度不但可以防止如楔形等缺陷的出现,而且能够保证带钢平直度。随着用户对于产品质量的要求日益提高,一般的板形控制方法,已经很难满足其要求,因此,根据生产过程数据对带钢出口凸度提前进行准确预测,对于实现带钢板凸度的精准控制具有非常重要的意义。
3.目前板凸度计算模型通过复杂的数学关系建立,模型极为复杂,而且模型系数往往根据经验并通过反复地调参确定,使得调试人员的工作量大,且效率低下,而且随着轧制设备的更新,其影响因素也在增加,板凸度数学模型的精度已经远远不能满足实际需求,这样的生产状况成为企业急需解决的问题。而国内热连轧生产线大都具有完备的数据采集和存储系统,但现场数据大部分未能进行有效的开采、挖掘、加工,没有产生应有的价值,在数据中挖掘板凸度的规律,能够极大降低时间成本与建模复杂度,并且提升预测精度。
4.板凸度、板厚度及板宽度作为衡量板带尺寸精度的重要标准,三者之间互相影响较大。对轧制过程的下一卷带钢进行板凸度预测时,由于此时板厚度和宽度未知,传统的预测手段仅将轧制过程特征参数作为输入值,忽略板厚度和宽度这两个重要因素的影响,往往不能实现准确的板凸度预报。
技术实现要素:
5.针对上述现有技术存在的不足,本发明提供了一种基于cs-elman神经网络模型的轧制过程热轧板凸度预测方法,该网络能够存储和利用过去时刻输出信息,具有参数少、操作简单、易实现、寻优能力强、可收敛于全局最优等优点。
6.本发明的方法包括以下步骤:
7.s1、利用生产现场现有的监测装置采集数据,提取热连轧生产现场监测装置采集的历史数据中,与热轧板凸度、厚度及宽度有关的特征参数,特征参数主要包括各个机架的轧制力、轧制速度、弯辊力、辊缝值、窜辊量,以及轧制的入口温度、出口温度等,还可以包括其他影响热轧板最终板形的特征参数。另外还要提取采用相应特征参数所生产的热轧板的实际凸度、厚度和宽度值。
8.s2、对采集的数据进行归一化处理。
9.归一化处理可采用以下公式:
[0010][0011]
对于某一种数据,比如轧制的入口温度数据,min为采集的所有样本数据中的最小
值,max为采集的所有样本数据中的最大值,xi为要进行归一化的第i个样本数据,是第i个数据进行归一化后的映射数值。归一化的效果是原始数据被规整到[0,1]范围内,消除量纲的影响。
[0012]
在进行数据归一化之前,可以按照以下步骤2.1~2.4中的方法,针对每一种特征参数数据或实际凸度、厚度、宽度值数据,进行以下预处理:
[0013]
s2.1计算所有样本中某种数据(例如入口温度数据)的平均值与标准差:
[0014][0015][0016]
所述为该种数据的平均值,s
x
为该种数据的标准差,n为该种数据的个数,xi为第i个数据;
[0017]
s2.2计算每个样本数据与总体平均值之差的绝对值
[0018]
s2.3将上述绝对值中超过3倍标准差的数据点,即满足的数据点作为异常值予以剔除;
[0019]
s2.4将剔出异常值后的数据进行平滑处理。
[0020]
之后再将平滑处理后的数据进行归一化处理。其中s2.4中的平滑处理优选采用5点3次平滑法。
[0021]
s3、建立热轧板厚度-宽度预报神经网络:
[0022]
以特征参数为输入层的输入量,以热轧板的厚度和宽度值为输出层,构建elman神经网络。通过cs算法(布谷鸟搜索算法)搜索最佳的elman各层的权值和阈值赋给elman神经网络,完成热轧板厚度-宽度预报神经网络的建立。
[0023]
s4、建立热轧板凸度预报神经网络:
[0024]
以特征参数连同对应的热轧板的厚度和宽度值一起作为输入层,以热轧板的凸度为输出层,构建elman神经网络。通过cs算法搜索最佳的elman神经网络各层的权值和阈值赋给elman神经网络,完成热轧板凸度预报神经网络的建立。
[0025]
s5、利用建立好的热轧板厚度-宽度预报神经网络和热轧板凸度预报神经网络,进行实际热连轧生产过程中热轧板凸度的预测:
[0026]
s5.1、以热连轧生产中特征参数的实际值为热轧板厚度-宽度预报神经网络的输入量,通过热轧板厚度-宽度预报神经网络获得热轧板厚度和宽度的预测值;
[0027]
s5.2、以热连轧生产中特征参数的实际值连同s5.1获得的热轧板厚度和宽度的预测值共同作为热轧板凸度预报神经网络的输入量,通过热轧板凸度预报神经网络获得热轧板凸度的预测值。
[0028]
步骤s3和s4的elman神经网络的构建,主要需要确定隐含层神经元节点数、隐含层和输出层的传递函数,以及各层中的权值和阈值。
[0029]
隐含层神经元节点数的可选范围hiddennum可以采用以下公式确定:
[0030]
hiddennum=sqrt(m+n)+a
[0031]
其中,m为输入层节点个数,n为输出层节点个数,a取为1-10之间的整数。对于热轧板厚度-宽度预报神经网络,m值为与热轧板凸度、厚度及宽度有关的特征参数的种类数,n值为2,分别对应热轧板厚度和宽度;对于热轧板凸度预报神经网络,m值为特征参数的实际值连同厚度和宽度的预测值,n值为1,对应热轧板凸度。
[0032]
通过以上公式可以得出隐含层神经元节点数的可选范围为hiddennum个。在确定可选范围后,可以以mae平均绝对值误差、r2决定系数为误差指标,遍历隐含层神经元节点数的可选范围,找到最佳隐含神经元的数量用于elman神经网络。
[0033]
关于步骤s3和s4的elman神经网络中隐含层和输出层的传递函数,可以从purelin、tansig两种传递函数中选择,进而隐含层-输出层传递函数可以有4种不同组合,可通过遍历所有传递函数组合,找到最适合elman神经网络模型的神经网络隐含层和输出层的传递函数,用于elman神经网络。
[0034]
如前文所述,通过cs算法(布谷鸟搜索算法)搜索最佳的elman各层的权值和阈值赋给elman神经网络,具体方法包括以下步骤:
[0035]
s3.1、初始化cs算法的参数;
[0036]
1)对每个布谷鸟数目初始化参数,在设定范围内遍历每个布谷鸟数目,找出当前最佳布谷鸟数目;
[0037]
2)对察觉异常鸟蛋的概率初始化参数,在设定范围内遍历察觉异常鸟蛋的概率,找出当前最佳察觉异常鸟蛋的概率;
[0038]
3)对最大进化代数初始化参数,在设定范围内遍历每个最大进化代数,找出当前最佳最大进化代数;
[0039]
s3.2、随机选取一组鸟窝对应elman神经网络的各层权值和阈值;
[0040]
s3.3、将elman神经网络预测值与数据集中实际数据结果的均方误差设置为适应度函数;
[0041]
显然所述实际数据结果对于步骤s3中的热轧板厚度-宽度预报神经网络而言是热轧板实际厚度和宽度,对于步骤s4中的热轧板凸度预报神经网络而言是热轧板实际凸度;
[0042]
s3.4、计算当前的最优适应度值,得到当前最优的鸟窝位置;
[0043]
s3.5、开始进化,通过lexy飞行产生新解,更新适应度较优的鸟窝,根据发现概率发现鸟蛋,舍弃糟糕的鸟窝;
[0044]
s3.6、列出当前最佳鸟窝,得到最佳适应度;
[0045]
s3.7、将最佳适应度下的各层权值和阈值赋给elman神经网络。
[0046]
本发明具有的优点是:
[0047]
本发明利用cs算法(布谷鸟搜索算法)结合elman神经网络预测板凸度,具有参数少、操作简单、易实现、寻优能力强、可收敛于全局最优等优点。cs算法的寻优过程通过莱维飞行大步长小步长交替使用的方法,其中少量的大步长可以扩大搜索范围,有利于跳出局部最优;而小步长有利于局部寻优,提高算法精度,解决了elman网络容易陷入局部最优的缺点,进而克服了热轧生产过程中参数检测困难精度差的缺陷,不仅精度高,而且运算速度快,利用现场采集的大量生产数据通过直接在计算机上编程,即可实现投入使用,成本较低廉,推广能力较强。
[0048]
本发明采用热轧板厚度-宽度预报和热轧板凸度预报的两个神经网络,先通过轧制过程中的轧制规程和实时测定值中的各种特征参数预测热轧板的厚度和宽度值,然后将预测板凸度时不能实时测定的厚度和宽度两个参数也作为预测凸度的条件,增强了预测的精确性。
附图说明
[0049]
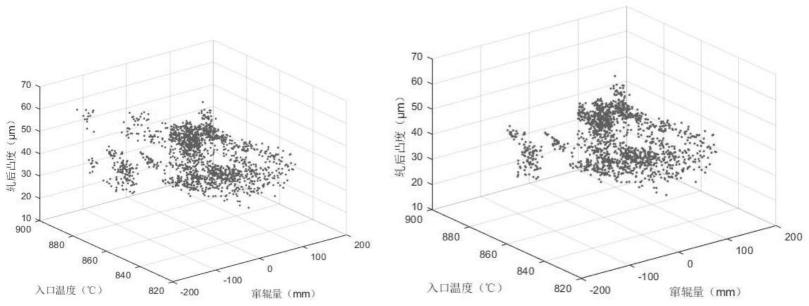
图1为本发明实施例中对部分数据进行异常值剔除的对比图,左图为剔除之前,右图为剔除之后。
[0050]
图2为本发明实施例中预测值与实际测量值的散点图。
[0051]
图3为本发明实施例中预测误差柱状分布图。
具体实施方式
[0052]
为了使本发明的目的、技术方案及优势更加清晰,下面结合附图和具体实施例对本发明做进一步详细说明。此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0053]
本实施例中的热连轧过程具有7个道次,相应有7个机架,对该热连轧过程的热轧板凸度,采用以下方法进行预测:
[0054]
s1、利用生产现场现有的监测装置采集数据,提取热连轧生产现场监测装置采集的历史数据中,与热轧板凸度、厚度及宽度有关的特征参数,充分考虑热连轧的轧制机理,提取出49个相关的特征参数,并通过相关性分析对比后,筛选得到其中37个作为特征参数,也即神经网络的输入特征,包括:f1~f7机架的轧制力、f1~f7机架轧制速度、f1~f7机架弯辊力、f1~f7机架辊缝值、f1~f7机架的窜辊量、轧制过程的入口温度、轧制过程的出口温度。
[0055]
另外还要提取采用相应特征参数所生产的热轧板的实际凸度、厚度和宽度值。
[0056]
s2、对采集的数据(数据集)进行归一化处理。
[0057]
首先针对每一种特征参数数据或实际凸度、厚度、宽度值数据,进行以下预处理:
[0058]
s2.1计算所有样本中某一种数据的平均值与标准差:
[0059][0060][0061]
所述为该种数据的平均值,s
x
为该种数据的标准差,n为该种数据的个数,xi为第i个数据;
[0062]
s2.2计算每个样本数据与总体平均值之差的绝对值
[0063]
s2.3将上述绝对值中超过3倍标准差的数据点,即满足的数据点作为异常值予以剔除;异常值剔除前后的对比图如图1所示;
[0064]
s2.4将剔出异常值后的数据进行平滑处理,具体采用5点3次平滑法。
[0065]
之后再将平滑处理后的数据进行归一化处理,归一化处理可采用以下公式:
[0066][0067]
对于某一种数据,比如轧制的入口温度数据,min为采集的所有样本数据中的最小值,max为采集的所有样本数据中的最大值,xi为要进行归一化的第i个样本数据,是第i个数据进行归一化后的映射数值。归一化后,原始数据被规整到[0,1]范围内,消除了量纲的影响。
[0068]
s3、建立热轧板厚度-宽度预报神经网络:
[0069]
以特征参数为输入层的输入量,以热轧板的厚度和宽度值为输出层,构建elman神经网络。
[0070]
热轧板厚度-宽度预报神经网络的隐含层神经元节点数的可选范围hiddennum采用以下公式确定:
[0071]
hiddennum=sqrt(m+n)+a
[0072]
其中,m为输入层节点个数,本实施例中对于热轧板厚度-宽度预报神经网络,m值为与热轧板凸度、厚度及宽度有关的特征参数的种类数,根据上文可知共37个,n值为2,分别对应热轧板厚度和宽度;可以得出热轧板厚度-宽度预报神经网络的隐含层神经元节点数可取8~16个,以mae平均绝对值误差、r2决定系数为误差指标,遍历隐含层神经元节点数的可选范围,找到最佳隐含神经元的数量为8个,用于elman神经网络。
[0073]
热轧板厚度-宽度预报神经网络中隐含层和输出层的传递函数,可以从purelin、tansig两种传递函数中选择,可以有purelin-purelin、purelin-tansig、tansig-purelin、tansig-tansig四种组合,遍历该4种组合,找到最适合本模型的神经网络隐含层和输出层的传递函数,找到最优的传递函数组合为tansig-purelin(隐含层-输出层)。
[0074]
通过cs算法(布谷鸟搜索算法)搜索最佳的elman各层的权值和阈值赋给elman神经网络,完成热轧板厚度-宽度预报神经网络的建立,具体方法为:
[0075]
s3.1、初始化cs算法的参数;
[0076]
1)对每个布谷鸟数目初始化参数,设定布谷鸟数目范围为5到30个,间隔5个为一组,遍历每组布谷鸟数目,找出当前最佳布谷鸟数目;
[0077]
2)对察觉异常鸟蛋的概率初始化参数,设察觉异常鸟蛋的概率为0.1到0.9,间隔0.2为一组,遍历察觉异常鸟蛋的概率,在设定范围内遍历察觉异常鸟蛋的概率,找出当前最佳察觉异常鸟蛋的概率;
[0078]
3)对最大进化代数初始化参数,设最大进化代数30到100个,间隔10个为一组,在设定范围内遍历每个最大进化代数,找出当前最佳最大进化代数;
[0079]
s3.2、随机选取一组鸟窝对应elman神经网络的各层权值和阈值;
[0080]
s3.3、将elman神经网络预测值与数据集中实际数据结果的均方误差设置为适应度函数;
[0081]
s3.4、计算当前的最优适应度值,得到当前最优的鸟窝位置;
[0082]
s3.5、开始进化,通过lexy飞行产生新解,更新适应度较优的鸟窝,根据发现概率发现鸟蛋,舍弃糟糕的鸟窝;
[0083]
s3.6、列出当前最佳鸟窝,得到最佳适应度;
[0084]
s3.7、将最佳适应度下的各层权值和阈值赋给elman神经网络。
[0085]
s4、建立热轧板凸度预报神经网络:
[0086]
以特征参数连同热轧板的厚度和宽度值一起作为输入层,以热轧板的凸度为输出层,构建elman神经网络。
[0087]
热轧板凸度预报神经网络的隐含层神经元节点数的可选范围hiddennum的确定方法与热轧板厚度-宽度预报神经网络类似,采用以下公式确定:
[0088]
hiddennum=sqrt(m+n)+a
[0089]
其中,m为输入层节点个数,本实施例中,对于热轧板凸度预报神经网络,m值为39,分别对应37个特征参数,以及热轧板厚度和宽度,n值为1,对应热轧板凸度。可以得出热轧板凸度预报神经网络的隐含层神经元节点数可取8~16个,以mae平均绝对值误差、r2决定系数为误差指标,遍历隐含层神经元节点数的可选范围,找到最佳隐含神经元的数量为8个,用于elman神经网络。
[0090]
热轧板厚度-宽度预报神经网络中隐含层和输出层的传递函数的确定方法与步骤s3中类似,隐含层-输出层传递函数组合为tansig-purelin。
[0091]
通过cs算法搜索最佳的elman神经网络各层的权值和阈值赋给elman神经网络,完成热轧板凸度预报神经网络的建立。具体步骤与步骤s3中类似。
[0092]
s5、利用建立好的热轧板厚度-宽度预报神经网络和热轧板凸度预报神经网络,进行实际热连轧生产过程中热轧板凸度的预测:
[0093]
s5.1、以热连轧生产中特征参数的实际值为热轧板厚度-宽度预报神经网络的输入量,通过热轧板厚度-宽度预报神经网络获得热轧板厚度和宽度的预测值;
[0094]
s5.2、以热连轧生产中特征参数的实际值连同s5.1获得的热轧板厚度和宽度的预测值共同作为热轧板凸度预报神经网络的输入量,通过热轧板凸度预报神经网络获得热轧板凸度的预测值。
[0095]
多次预测获得的预测值与实际测量值的差距如图2所示,预测绝对误差分布如图3所示。结果显示98.66%的预测凸度绝对误差小于5μm,根据工业生产的要求,实际凸度值在设定值
±
10μm内视为产品合格,因此本发明提出的预测模型符合要求。
[0096]
上面仅对本发明的较佳实施例作了详细说明,但是本发明并不限于上述实施例,对于其他实施例,其依然可以对本发明所展示的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,因而这些修改、替换均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1