一种汽车零部件的焊接识别方法与流程
1.本发明属于利用计算机视觉技术识别焊缝的技术领域,具体涉及一种汽车零部件的焊接识别方法。
背景技术:
2.汽车零部件是构成汽车整体的各种零件,汽车零部件的种类繁多,汽车零部件的质量对汽车整车的质量起到了很大的作用,是整车质量关键要素之一。为保证汽车零部件的质量,对汽车零部件的焊接也提出了更高的要求,焊接质量的好坏直接影响汽车零部件的质量,而在对焊接质量检测时需要快速的提取出焊缝区域。
3.目前随着人工智能技术的快速发展,如何利用计算机视觉技术快速识别焊缝区域是首要解决的技术问题。但是由于汽车零部件一般结构较为复杂,存在难以区分的边缘线,同时汽车零部件表面的金属会出现反光区域与光亮的焊接区域难以区分,汽车零部件表面也会出现与焊接区域形态结构相似的孔洞结构,这些都对焊接区域提取带来了困难。
技术实现要素:
4.本发明提供一种基于焊接区域特征及焊接区域周围区域的形态结构特征对汽车零部件的焊接区域识别方法,极大地降低了焊接区域的误检率。
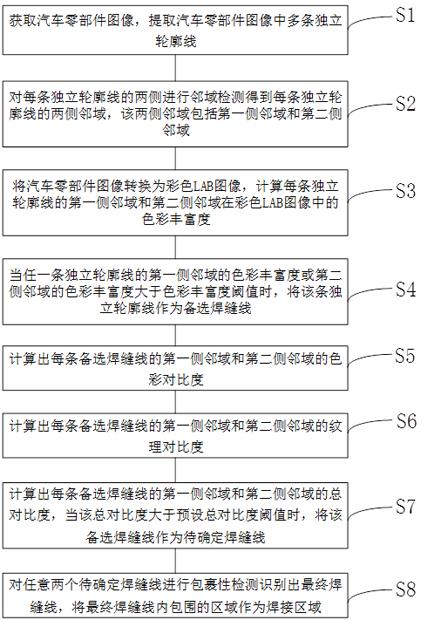
5.本发明的一种汽车零部件的焊接识别方法采用如下技术方案:该方法包括:获取汽车零部件图像,提取汽车零部件图像中多条独立轮廓线;对每条独立轮廓线的两侧进行邻域检测得到每条独立轮廓线的两侧邻域,该两侧邻域包括第一侧邻域和第二侧邻域;将汽车零部件图像转换为彩色lab图像,计算每条独立轮廓线的第一侧邻域和第二侧邻域在彩色lab图像中的色彩丰富度,由获得的全部色彩丰富度确定色彩丰富度阈值;当任一条独立轮廓线的第一侧邻域的色彩丰富度或第二侧邻域的色彩丰富度大于色彩丰富度阈值时,将该条独立轮廓线作为备选焊缝线,得到所有备选焊缝线;利用每条备选焊缝线的第一侧邻域的色彩丰富度和第二侧邻域的色彩丰富度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度;获取第一侧邻域和第二侧邻域的灰度图像,并构建灰度共生矩阵,利用灰度共生矩阵提取出的每条备选焊缝线的第一侧邻域和第二侧邻域在灰度图像中的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度;利用每条备选焊缝线对应的色彩对比度和纹理对比度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的总对比度,当该总对比度大于预设总对比度阈值时,将该备选焊缝线作为待确定焊缝线;对任意两个待确定焊缝线进行包裹性检测识别出最终焊缝线,将最终焊缝线内包围的区域作为焊接区域。
6.进一步地,所述计算每条独立轮廓线的第一侧邻域和第二侧邻域在彩色lab图像
中的色彩丰富度,包括:在彩色lab图像内获取每条独立轮廓线第一侧邻域内每个像素点在l,a和b三个通道中的通道值;根据第一侧邻域内每个像素点在l,a和b三个通道中的通道值得到第一侧邻域内每个像素点的颜色向量,将相同的颜色向量对应的像素点划分为同一类别颜色,统计出同一类别颜色中像素点的个数和第一侧邻域内颜色的类别数量;利用第一侧邻域内每个像素点的颜色向量,计算出第一侧邻域内全部像素点在l,a和b三个通道中的通道值均值,由计算出的三个通道中的通道值均值构成基准颜色向量;计算出第一侧邻域内每一类别颜色对应的颜色向量到基准颜色向量之间的距离;提取出第一侧邻域内每个像素点在l,a和b三个通道上的梯度,根据每个像素点在l,a和b三个通道上的梯度计算出每个像素点的颜色梯度;根据第一侧邻域内每个像素点的颜色梯度,计算出第一侧邻域内全部像素点的平均颜色梯度;利用第一侧邻域内颜色的类别数量、同一类别颜色中像素点的个数、每一类别颜色对应的颜色向量到基准颜色向量之间的距离、全部像素点的平均颜色梯度计算出每条独立轮廓线第一侧邻域的色彩丰富度;按照每条独立轮廓线第一侧邻域的色彩丰富度的计算方法,计算每条独立轮廓线的第一侧邻域和第二侧邻域在彩色lab图像中的色彩丰富度。
7.进一步地,所述每条独立轮廓线第一侧邻域的色彩丰富度的计算公式如下式所示:其中,表示第一侧邻域内颜色的类别数量;表示第一侧邻域内同一类别颜色中像素点的个数;表示第一侧邻域内像素点的总数;表示第一侧邻域内第个类别颜色对应的颜色向量到基准颜色向量之间的距离;表示第一侧邻域内全部像素点的平均颜色梯度;表示任一条独立轮廓线第一侧邻域的色彩丰富度。
8.进一步地,所述每条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度的计算公式如下式所示:其中,表示任一条备选焊缝线第一侧邻域的色彩丰富度;表示任一条备选焊缝线第二侧邻域的色彩丰富度;表示和中的最小值;表示和中的最大值;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度。
9.进一步地,所述利用由灰度共生矩阵提取出的每条备选焊缝线的第一侧邻域和第二侧邻域在灰度图像中的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的
纹理对比度,包括:利用每条备选焊缝线的第一侧邻域在灰度图像中的灰度值得到第一灰度共生矩阵;利用每条备选焊缝线的第二侧邻域在灰度图像中的灰度值得到第二灰度共生矩阵;利用第一灰度共生矩阵和第二灰度共生矩阵中的每个数值计算出第一灰度共生矩阵和第二灰度共生矩阵的能量、熵值、对比度和逆差矩共同作为纹理特征;利用每条备选焊缝线的第一侧邻域和第二侧邻域在灰度图像中的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度;根据每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度。
10.进一步地,所述每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度的计算公式如下式所示:其中,表示任一条备选焊缝线第一侧邻域的纹理特征的第个数值;表示任一条备选焊缝线第二侧邻域的纹理特征的第个数值;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度;所述每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度的计算公式如下式所示:其中,表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度。
11.进一步地,所述每条备选焊缝线的第一侧邻域和第二侧邻域的总对比度的计算公式如下式所示:其中,表示任一条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的总对比度。
12.进一步地,所述对任意两个待确定焊缝线进行包裹性检测识别出最终焊缝线,将最终焊缝线内包围的区域作为焊接区域,包括:利用凸包算法分别求取每个待确定焊缝线的凸性轮廓线;对任意两个待确定焊缝线的凸性轮廓线包围的区域求取交集;将有交集的两个区域提取出来,将有交集的两个区域中包含像素数目多的区域记
为区域,将有交集的两个区域中包含像素数目少的区域记为区域;求区域和区域的交集,求区域和区域的并集,若交集中像素点个数与区域中像素点个数比值大于等于,若区域中像素点个数与并集的比值大于等于,则区域包裹区域;将区域对应的待确定焊缝线作为最终焊缝线,将最终焊缝线内包围的区域作为焊接区域。
13.本发明的有益效果是:目前由于汽车零部件一般结构较为复杂,存在难以区分的边缘线,同时汽车零部件表面的金属会出现反光区域与光亮的焊接区域难以区分,也会出现与焊接区域形态结构相似的孔洞结构,这些都对焊接区域提取带来了困难。本发明提出一种汽车零部件的焊接识别方法,利用计算机视觉技术对汽车零部件图像中的焊缝区域进行识别。能基于焊接区域特征及焊接区域周围区域的形态结构特征对汽车零部件的焊接区域准确识别,极大地降低了焊接区域的误检率。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
15.图1为本发明的一种汽车零部件的焊接识别方法的实施例总体步骤的流程示意图;图2为本发明实施例中待确定焊缝线a和待确定焊缝线b的示意图;图3为本发明实施例中待确定焊缝线c和待确定焊缝线d的示意图。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明的一种汽车零部件的焊接识别方法的实施例,如图1所示,该方法包括:s1、获取汽车零部件图像,提取汽车零部件图像中多条独立轮廓线。
18.其中,提取汽车零部件图像中多条独立轮廓线,包括:对汽车零部件图像中的边缘信息进行检测,得到多条边缘线;采用形态学的闭运算对断裂的边缘线进行填补,接着对边缘线采用dbscan算法得到多条独立轮廓线。
19.本发明首先获取汽车零部件图像,接着对汽车零部件图像进行预处理,采用中值滤波器过滤汽车零部件图像中的噪声,采用直方图均衡化增强汽车零部件图像的灰度对比度。
20.若以汽车减震器零部件为例,则获取的就是汽车减震器图像。汽车减震器是汽车
的关键零部件,在汽车急转弯或急刹车时可以减少车身的摇晃和震荡使得车架与车身之间的振动迅速衰减,使得汽车行驶的平顺性和舒适性大大提升。而汽车减震器的焊接质量好坏,直接影响汽车行驶的平稳性和其它机件的寿命,所以对减震器焊接检测和质量判断尤为重要。
21.在获取汽车零部件图像后,首先利用canny算子对汽车零部件图像中的边缘信息进行检测,得到多条边缘线。之后采用形态学的闭运算对断裂的边缘线进行填补,接着对边缘线采用dbscan算法,设置邻域半径和数目阈值,将其分为条独立轮廓线。
22.汽车零部件的焊接区域发生在不同汽车减震器结构之间的衔接区域,而在焊接区域外的热影响区,由于焊接过程中高温因素,热影响区表面会出现氧化变色的情况,即七彩的花纹,而焊接区域是较为光滑的银色表面。因此,焊接区域的外轮廓线相较于其他轮廓线来说,焊接区域的外轮廓线两侧区域具有独特的颜色特征和纹理特征。基于此,对条独立轮廓线的左右两侧邻域的特征进行分析。
23.s2、对每条独立轮廓线的两侧进行邻域检测得到每条独立轮廓线的两侧邻域,该两侧邻域包括第一侧邻域和第二侧邻域。
24.对条独立轮廓线的两侧进行邻域检测。以每条独立轮廓线为参考线,在其两侧采用区域生长法,初始生长点分别选择独立轮廓线上像素的八邻域中不属于独立轮廓线上的像素,且将这些像素以独立轮廓线为界分为两个邻域的初始生长点。设置生长条件是生长次数不大于50且不设置灰度生长条件(将生长次数内的所有像素都加入区域),构成轮廓线第一侧邻域和第二侧邻域。
25.s3、将汽车零部件图像转换为彩色lab图像,计算每条独立轮廓线的第一侧邻域和第二侧邻域在彩色lab图像中的色彩丰富度,由获得的全部色彩丰富度确定色彩丰富度阈值。
26.本发明中考虑到氧化变色的热影响区表面会出现七彩的花纹,而七彩的花纹很难用某一种颜色去描述它,由此引入色彩丰富度的特征,色彩丰富度用来表征区域内色彩的多样性,即区域包含的颜色数目越多,颜色分布越分散,颜色在局部变化越剧烈,色彩丰富度越大。
27.其中,计算每条独立轮廓线的第一侧邻域和第二侧邻域在彩色lab图像中的色彩丰富度,包括:s31、在彩色lab图像内获取每条独立轮廓线第一侧邻域内每个像素点在l,a和b三个通道中的通道值。
28.s32、根据第一侧邻域内每个像素点在l,a和b三个通道中的通道值得到第一侧邻域内每个像素点的颜色向量,将相同的颜色向量对应的像素点划分为同一类别颜色,统计出同一类别颜色中像素点的个数和第一侧邻域内颜色的类别数量。
29.在彩色lab图像中,不同的颜色在l,a和b三个通道(一个亮度,两个颜色通道)的通道值的成分不同。基于此在第一侧邻域和第二侧邻域内进行色彩丰富度的检测,对于
第一侧邻域内每个像素点,在l,a和b三个颜色通道中得到其对应的通道值,通道值和通道值,构成颜色向量,其中表示像素点的颜色向量。在得到第一侧邻域内每个像素点的颜色向量,将相同的颜色向量对应的像素点划分为同一类别颜色,统计出同一类别颜色中像素点的个数和第一侧邻域内颜色的类别数量。
30.s33、利用第一侧邻域内每个像素点的颜色向量,计算出第一侧邻域内全部像素点在l,a和b三个通道中的通道值均值,由计算出的三个通道中的通道值均值构成基准颜色向量。
31.本发明中利用第一侧邻域内每个像素点的颜色向量,计算出第一侧邻域内全部像素点在l,a和b三个通道中的通道值均值,由计算出的三个通道中的通道值均值构成基准颜色向量。
32.s34、计算出第一侧邻域内每一类别颜色对应的颜色向量到基准颜色向量之间的距离。
33.其中,计算每一类别颜色对应的颜色向量到基准颜色向量的距离,距离的计算公式如下式所示:其中,表示颜色向量,表示基准颜色向量,表示颜色向量到基准颜色向量的距离。
34.s35、提取出第一侧邻域内每个像素点在l,a和b三个通道上的梯度,根据每个像素点在l,a和b三个通道上的梯度计算出每个像素点的颜色梯度。
35.利用算子提取该像素在三个通道上的梯度,和,根据每个像素点在l,a和b三个通道上的梯度计算出每个像素点的颜色梯度,每个像素点的颜色梯度表示如下式所示:其中, 表示该像素点在l通道上的梯度;表示该像素点在a通道上的梯度;表示该像素点在b通道上的梯度。
36.s36、根据第一侧邻域内每个像素点的颜色梯度,计算出第一侧邻域内全部像素点的平均颜色梯度。
37.s37、利用第一侧邻域内颜色的类别数量、同一类别颜色中像素点的个数、每一类别颜色对应的颜色向量到基准颜色向量之间的距离、全部像素点的平均颜色梯度计算出每条独立轮廓线第一侧邻域的色彩丰富度;s38、按照每条独立轮廓线第一侧邻域的色彩丰富度的计算方法,计算每条独立轮廓线的第一侧邻域和第二侧邻域在彩色lab图像中的色彩丰富度。
38.每条独立轮廓线第一侧邻域的色彩丰富度的计算公式如下式所示:其中,表示第一侧邻域内颜色的类别数量;表示第一侧邻域内同一类别颜色中像素点的个数;表示第一侧邻域内像素点的总数;表示第一侧邻域内第个类别颜色对应的颜色向量到基准颜色向量之间的距离;表示第一侧邻域内全部像素点的平均颜色梯度;表示任一条独立轮廓线第一侧邻域的色彩丰富度。当第一侧邻域内包含的颜色的类别数量越多,第一侧邻域内每个类别颜色对应的颜色向量到基准颜色向量之间的距离越大,该侧邻域内全部像素点的平均颜色梯度越大,说明第一侧邻域的色彩丰富度越大。
39.对于独立轮廓线中的每一条轮廓线都求取其第一侧邻域和第二侧邻域的色彩丰富度,由于每个独立轮廓线对应两个色彩丰富度,所以个独立轮廓线对应个色彩丰富度。对个色彩丰富度采用otsu 大津法基于色彩丰富度进行分割,得到最优色彩丰富度阈值,将大于色彩丰富度阈值的色彩丰富度对应的区域作为热影响区。
40.s4、当任一条独立轮廓线的第一侧邻域的色彩丰富度或第二侧邻域的色彩丰富度大于色彩丰富度阈值时,将该条独立轮廓线作为备选焊缝线,得到所有备选焊缝线。
41.当任一条独立轮廓线中第一侧邻域或第二侧邻域的色彩丰富度大于色彩丰富度阈值时,将该条独立轮廓线作为备选焊缝线。
42.s5、利用每条备选焊缝线的第一侧邻域的色彩丰富度和第二侧邻域的色彩丰富度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度。
43.对备选焊缝线进行色彩对比度检测。由于已知焊缝线一侧是七彩的热影响区,另一侧是色彩均匀的银色焊接区,即在焊缝线两侧,色彩呈现显著差异,此外相较于热影响区的外边缘是汽车减震器表面区域包裹热影响区的结构,焊缝线的结构是热影响区包裹焊接区域,即热影响区的外边缘包裹焊缝边缘。
44.色彩对比度是用来表征每条备选焊缝线的第一侧邻域和第二侧邻域的色彩丰富度的差距,即每条备选焊缝线的第一侧邻域对应色彩丰富度和第二侧邻域对应色彩丰富度的差异。
45.每条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度的计算公式如下式所示:
其中,表示任一条备选焊缝线第一侧邻域的色彩丰富度;表示任一条备选焊缝线第二侧邻域的色彩丰富度;表示和中的最小值;表示和中的最大值;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度。越接近,每条备选焊缝线左右两侧邻域和对应色彩丰富度和的差异越大。越接近,每条备选焊缝线左右两侧邻域和对应色彩丰富度和的差异越小。
46.s6、获取第一侧邻域和第二侧邻域的灰度图像,并构建灰度共生矩阵,利用灰度共生矩阵提取出的每条备选焊缝线的第一侧邻域和第二侧邻域在灰度图像中的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度。
47.其中,利用由灰度共生矩阵提取出的每条备选焊缝线的第一侧邻域和第二侧邻域在灰度图像中的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度,包括:利用每条备选焊缝线的第一侧邻域在灰度图像中的灰度值得到第一灰度共生矩阵;利用每条备选焊缝线的第二侧邻域在灰度图像中的灰度值得到第二灰度共生矩阵;利用第一灰度共生矩阵和第二灰度共生矩阵中的每个数值计算出第一灰度共生矩阵和第二灰度共生矩阵的能量、熵值、对比度和逆差矩共同作为纹理特征;利用每条备选焊缝线的第一侧邻域和第二侧邻域在灰度图像中的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度;根据每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度。纹理特征为,其中,表示灰度共生矩阵的能量;表示灰度共生矩阵的熵值;表示灰度共生矩阵的对比度;表示灰度共生矩阵的逆差矩。
48.对备选焊缝线进行纹理对比度检测。由于已知焊缝线一侧是七彩的热影响区,另一侧是色彩均匀的银色焊接区,即在焊缝线两侧,纹理呈现显著差异。
49.对每条备选焊缝线的第一侧邻域和第二侧邻域内进行纹理对比度检测。将每条备选焊缝线的第一侧邻域和第二侧邻域由彩色lab图像转化为灰度图像,在灰度图像内每条备选焊缝线的第一侧邻域和第二侧邻域表示为和。分别对第一侧邻域灰度图像和第二侧邻域灰度图像采用灰度共生矩阵提取其纹理信息,保存灰度共生矩阵的能量、熵值、对比度和逆差矩特征作为区域的纹理特征矩阵,由此得到灰度图像内每条备选焊缝线的第一侧邻域的纹理特征和第二侧邻域的纹理特征。
50.利用每条备选焊缝线的第一侧邻域的纹理特征和第二侧邻域的纹理特征,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度。每条备选焊缝线的第
一侧邻域和第二侧邻域的纹理结构相似度的计算公式如下式所示:其中,表示任一条备选焊缝线第一侧邻域的纹理特征的第个数值;表示任一条备选焊缝线第二侧邻域的纹理特征的第个数值;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度。
51.根据每条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度。每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度的计算公式如下式所示:其中,表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理结构相似度;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度。
52.s7、利用每条备选焊缝线对应的色彩对比度和纹理对比度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的总对比度,当该总对比度大于预设总对比度阈值时,将该备选焊缝线作为待确定焊缝线。
53.本发明中基于每条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度和每条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度,计算出每条备选焊缝线的第一侧邻域和第二侧邻域的总对比度。每条备选焊缝线的第一侧邻域和第二侧邻域的总对比度的计算公式如下式所示:其中,表示任一条备选焊缝线的第一侧邻域和第二侧邻域的色彩对比度;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的纹理对比度;表示任一条备选焊缝线的第一侧邻域和第二侧邻域的总对比度。本发明中设置总对比度阈值,将大于总对比度阈值的备选焊缝线提取出来作为待确定焊缝线,之后对待确定焊缝线进行包裹性检测。
54.s8、对任意两个待确定焊缝线进行包裹性检测识别出最终焊缝线,将最终焊缝线内包围的区域作为焊接区域。
55.其中,包括:利用凸包算法分别求取每个待确定焊缝线的凸性轮廓线;对任意两个待确定焊缝线的凸性轮廓线包围的区域求取交集;将有交集的两个区域提取出来,将有交集的两个区域中包含像素数目多的区域记为区域,将有交集的两个区域中包含像素数目少的区域记为区域;求区域和区域的交集,求区域和区域的并集,若交集中像素点个数与区域中像素点个数比值大于等于,若区域中像素点个数与并集的比
值大于等于,则区域包裹区域;将区域对应的边缘线作为最终焊缝线,将最终焊缝线内包围的区域作为焊接区域,至此,完成了对汽车零部件的焊接区域的识别。
56.本发明中根据每条备选焊缝线的第一侧邻域和第二侧邻域的总对比度,挑选出全部的待确定焊缝线。为焊接区域规则的情况,焊接区域外的热影响区的外轮廓线会将焊接区域的外轮廓线包围在内。由于焊接区域外的热影响区的外轮廓线两侧的总对比度较大,而焊接区域的外轮廓线两侧的总对比度也较大,所以仅仅通过对比度的计算会将焊接区域外的热影响区的外轮廓线和焊接区域的外轮廓线都挑选出来作为待确定焊缝线。
57.焊接区域不规则的情况,焊接区域外的热影响区的外轮廓线与焊接区域的外轮廓线会出现错位,但是依然会存在较大的交集。由于焊接区域外的热影响区的外轮廓线两侧的总对比度较大,而焊接区域的外轮廓线两侧的总对比度也较大,所以仅仅通过对比度的计算会将焊接区域外的热影响区的外轮廓线和焊接区域的外轮廓线都挑选出来作为待确定焊缝线。
58.但是如何将焊接区域外的热影响区的外轮廓线和焊接区域的外轮廓线,就需要对任意两个待确定焊缝线进行包裹性检测识别出最终焊缝线。
59.如图2所示,为焊接区域规则的情况,待确定焊缝线a的第一侧邻域为汽车零部件表面图像,待确定焊缝线a的第二侧邻域为热影响区。待确定焊缝线b的第一侧邻域为热影响区,待确定焊缝线b的第二侧邻域为光滑的银色表面。在对待确定焊缝线a和待确定焊缝线b进行包裹性检测时,由于待确定焊缝线a中包含像素数目多将待确定焊缝线a包围的区域记为区域,由于待确定焊缝线b中包含像素数目少将待确定焊缝线b包围的区域记为区域。求区域和区域的交集,求区域和区域的并集,若交集中像素点个数与区域中像素点个数比值大于等于,若区域中像素点个数与并集的比值大于等于,则区域包裹区域。将区域对应的待确定焊缝线b作为最终焊缝线,将最终焊缝线包围的区域作为焊接区域。
60.如图3所示,为焊接区域不规则的情况,待确定焊缝线c的第一侧邻域为汽车零部件表面图像,待确定焊缝线c的第二侧邻域为热影响区。待确定焊缝线d的第一侧邻域为热影响区,待确定焊缝线d的第二侧邻域为光滑的银色表面。在对待确定焊缝线c和待确定焊缝线d进行包裹性检测时,由于待确定焊缝线c中包含像素数目多将待确定焊缝线c包围的区域记为区域,由于待确定焊缝线d中包含像素数目少将待确定焊缝线d包围的区域记为区域。求区域和区域的交集,求区域和区域的并集,若交集中像素点个数与区域中像素点个数比值大于等于,若区域中像素点个数与并集的比值大于等于,则区域包裹区域。将区域对应的待确定焊缝线d作为最终焊缝线,将最终焊缝线包围的区域作为焊接区域。
61.综上所述,本发明提供一种汽车零部件的焊接识别方法,利用计算机视觉技术对汽车零部件图像中的焊缝线进行识别。能基于焊接区域特征及焊接区域周围区域的形态结构特征对汽车零部件的焊接区域准确识别,极大地降低了焊接区域的误检率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1