基于改进遗传算法的单规格一维下料方法及装置
1.本发明涉及计算机应用技术领域,尤其涉及一种基于改进遗传算法的单规格一维下料方法及装置。
背景技术:
2.下料问题指的是将原材料通过切割、剪裁、冲压等手段加工成所需大小的工艺过程,按照原材料及零件的维数,可将下料问题分为一维下料、二维下料和三维下料三种类型;其中,一维下料问题是指把已知长度的原材料按照零件需求数量切割成各种不同长度的过程,如棒料、管材、线材的下料。
3.目前,很多学者针对一维下料问题提出了各种优化算法,如线性规划法、分支定界法、动态规划法、启发式算法、模拟退火算法、遗传算法、演化算法等。但是,在实际生产过程中,若仅使用深度搜索算法,则易于陷入局部最优解的情况,而仅使用遗传算法,则存在收敛速度过慢,且存在一定的偶然性,具有排样方式过多的缺陷。
技术实现要素:
4.针对现有技术的不足,本发明提供了基于改进遗传算法的单规格一维下料方法及装置,解决了型材优化率低且排样方式多从而导致工厂加工不便的技术问题,通过将深度搜索算法融合至遗传算法,达到了确保利用率不降低的前提下,大幅缩减排样方案的目的。
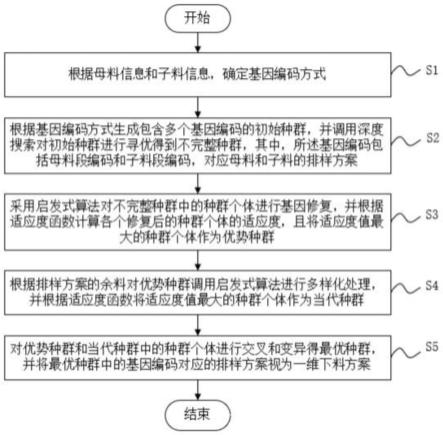
5.为解决上述技术问题,本发明提供了如下技术方案:一种基于改进遗传算法的单规格一维下料方法,包括以下步骤:
6.s1、根据母料信息和子料信息,确定基因编码方式;
7.s2、根据所述基因编码方式生成包含多个基因编码的初始种群,并调用深度搜索对所述初始种群进行寻优得到不完整种群,其中,所述基因编码包括母料段编码和子料段编码,对应母料和子料的排样方案;
8.s3、采用启发式算法对所述不完整种群中的种群个体进行基因修复,并根据适应度函数计算各个修复后的种群个体的适应度,将适应度值最大的种群个体作为优势种群;
9.s4、根据排样方案的余料针对所述优势种群调用启发式算法进行多样化处理,并从中提取适应度值最大的种群个体作为当代种群;
10.s5、对所述优势种群和当代种群中的种群个体进行交叉和变异得到最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案。
11.进一步地,所述步骤s2具体包括:
12.s21、根据基因编码方式生成包含多个基因编码的初始种群;
13.s22、根据初始种群调用进制遍历提取长度最小的子料对应的编码,并采用约束函数进行修复得到完整排样方案库;
14.s23、根据优先级函数赋予完整排样方案优先级并将优先级最高的前五个排样方案放入最终方案库;
15.s24、根据现有子料需求,更新现选库;
16.s25、重复s21至s24,直至备选库中所有子料被完全遍历;
17.s26、选出最终方案库中优先级靠前的精度acc个方案case,分别扩充多少次子料m变更或最多可扩充多少次,取二者最小值,得到acc种情况,对于每种情况执行步骤s27;
18.s27、重复s25和s26至某一次深度搜素后完整排样方案库f中方案数小于5,记录当前状态并存入最终总方案库;
19.s28、将r_l置为r_r+1,r_r置为100,重复s27;
20.s29、将r_r置为r_r+1,r_r置为300,重复s27。
21.进一步地,所述步骤s3具体包括:
22.s31、对不完整种群中的种群个体进行基因修复以获得修复后的种群个体;
23.s32、根据适应度函数计算各个修复后的种群个体的适应度,并将适应度值最大的种群个体作为优势种群。
24.进一步地,所述步骤s4具体包括:
25.s41、将优势种群依据排样方案的余料划分为父类和母类两部分;
26.s42、分别从父类和母类中提取基因x和y;
27.s43、将基因x和y组合成为新的个体n并放入父类;
28.s44、重复步骤s42和s43直至母类为空时停止;
29.s45、采用启发式算法补全当前父类得到完整的种群并将其置入容器all;
30.s46、重复步骤s41至s45预设次数,得到种类丰富的多样化种群;
31.s47、计算多样化种群中所有种群的适应度,并从中选取适应度值最大的种群个体作为当代种群。
32.进一步地,所述步骤s5具体包括:
33.s51、对优势种群和当代种群中的种群个体进行交叉和变异,并调用启发式算法对进行基因修复得到完整个体;
34.s52、重复步骤s51预设次数得到由完整个体构成新一代种群,从优势种群、当代种群和新一代种群中提取适应度值最大的个体,若适应度值最大的个体对应的适应度值大于优势种群的适应度值,则将其作为局部最优解ⅲ,同时选出次高个体,并将二者作为下一代的父类和母类;
35.s53、重复步骤s52,若连续预设次数没有找到更优种群个体,则将局部最优解ⅲ对应的种群个体视为最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案。
36.进一步地,在步骤s5之后还包括:s6、根据子料信息调用深度搜索对所述一维下料方案进行缩减处理,得到最优下料方案。
37.进一步地,所述步骤s6具体包括:
38.s61、遍历一维下料方案并将所有排样方案使用次数小于等于k的方案全部置为子料并放入临时子料库;
39.s62、调用深度搜索函数处理临时子料库,如果发现方案没有减少或母料使用根数增加,则k=k-1,重复步骤s61直至在母料使用根数不变或减少的情况下,方案数减少或k=0为止,得到缩减后的最优下料方案。
40.一种用于实现上述基于改进遗传算法的单规格一维下料方法的装置,包括:
41.编码方式确定模块,所述编码方式确定模块用于根据母料信息和子料信息,确定基因编码方式;
42.不完整种群生成模块,所述不完整种群生成模块用于根据所述基因编码方式生成包含多个基因编码的初始种群,并调用深度搜索对所述初始种群进行寻优得到不完整种群,其中,所述基因编码包括母料段编码和子料段编码,对应母料和子料的排样方案;
43.优势种群生成模块,所述优势种群生成模块用于采用启发式算法对所述不完整种群中的种群个体进行基因修复,并根据适应度函数计算各个修复后的种群个体的适应度,将适应度值最大的种群个体作为优势种群;
44.当代种群生成模块,所述当代种群生成模块用于根据排样方案的余料针对所述优势种群调用启发式算法进行多样化处理,并从中提取适应度值最大的种群个体作为当代种群;
45.一维下料方案确定模块,所述一维下料方案确定模块用于对所述优势种群和当代种群中的种群个体进行交叉和变异得到最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案。
46.进一步地,还包括:一维下料方案缩减模块,所述一维下料方案缩减模块用于根据子料信息调用深度搜索对所述一维下料方案进行缩减处理,得到最优下料方案。
47.借由上述技术方案,本发明提供了一种基于改进遗传算法的单规格一维下料方法及装置,至少具备以下有益效果:
48.1、本发明通过采用四段式编码方式对母料和子料进行基因编码,根据每个基因编码的适应度值调用基于贪心算法的深度搜索筛选出优秀种群,能够有效克服常规遗传算法需多次迭代才能得到优秀种群或因过早退出遗传致使最后效果不良的缺陷,另外通过将一个排样方案作为基因复制,并提出三种变异方式,能够在继承原有优良基因的同时寻求更优基因,在保证运行速度的前提下,进一步提升型材优化率,降低了排样方案,更加符合工厂加工需要,解决了因排样方案过多而导致工厂加工不便的技术问题。
49.2、本发明通过将深度搜索转化为进制遍历,并根据优先级函数对初始种群进行基因寻优,极大程度上提升了搜索范围,提高了搜索速度,而且通过确立搜索余料边界,并选择以启发式算法进行补全,进一步提升一维下料方案确定速度,实现了保证型材优化率的同时大幅缩减排样方案的目的,从而降低了工厂生产加工成本,增强了实用性。
附图说明
50.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
51.图1为本发明实施例一提供的单规格一维下料方法的流程图;
52.图2为本发明实施例一提供的单规格一维下料方法中确定优势种群对应的排样方案的示意图;
53.图3为本发明实施例一提供的单规格一维下料方法中对优势种群进行交叉和变异操作的示意图;
54.图4为本发明实施例一提供的单规格一维下料装置的原理框图;
55.图5为本发明实施例二提供的单规格一维下料方法的流程图;
56.图6为本发明实施例二提供的单规格一维下料方法中下料方案缩减的示意图;
57.图7为本发明实施例二提供的单规格一维下料装置的原理框图。
58.图中:10、编码方式确定模块;20、不完整种群生成模块;30、优势种群生成模块;40、当代种群生成模块;50、一维下料方案确定模块;60、一维下料方案缩减模块。
具体实施方式
59.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。借此对本技术如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
60.实施例一
61.请参照图1-图3,示出了本实施例的一种具体实施方式,本实施例通过调用基于贪心算法的深度搜索从初始种群中筛选出优秀种群,能够有效克服常规遗传算法需多次迭代才能得到优秀种群或因过早退出遗传致使最后效果不良的缺陷,达到了保证运行速度的前提下,进一步提升型材优化率,降低排样方案,更加符合工厂加工需要的目的。
62.如图1所示,一种基于改进遗传算法的单规格一维下料方法,包括以下步骤:
63.s1、根据母料信息和子料信息,确定基因编码方式。
64.在进行排样过程中,需要先根据订单需求信息中提取母料信息和子料信息,再根据母料信息和子料信息确定基因编码方式,基因编码方式决定了生成的基因编码的形式以及基因编码构成。其中,母料信息至少包括母料类别和尺寸,也可以包括优先级;子料信息至少包括子料类别和尺寸。
65.本实施例中采用四段式编码,获得的基因编码包括连接在一起的母料段编码和子料段编码,且母料段编码和子料段编码均至少包括一位编码,当包括多位编码时,其编码顺序对应母料和/或子料序列。值得注意的是,因为多母料排样情况在实际应用中意义不大,所以本技术不对多母料排样作讨论。
66.需要说明的是,在本实施例中所涉及的母料指的是具有固定尺寸的材料,由原材料工厂统一加工生产;子料指的是在实际工程中根据不同的场景所需要的尺寸不同的材料,即具体尺寸根据实际应用场景进行确定;排样指的是按照子料信息在母料上进行排布,并基于排布方式进行裁切以获得子料,从而充分利用母料,降低材料损耗。
67.应当理解的是,为了确保子料可以通过母料裁切得到,子料的尺寸需要不大于母料的尺寸,当然子料的尺寸也可以与母料的尺寸相同,此处的不大于指的是在一根母料上的子料排样总长不大于母料总长。
68.由于初始种群的基因编码对应的排样方案种类繁多,这将使得原料加工耗时长,加工效率低下,从而导致加工成本较高,为此,需要对初始种群进行寻优确定优势种群,整个寻优过程如图2所示,具体包括下述步骤s2和s3。
69.s2、根据基因编码方式生成包含多个基因编码的初始种群,并调用深度搜索对初始种群进行寻优得到不完整种群,其中,基因编码包括母料段编码、子料段编码和对应母料与子料的排样方案。
70.s21、根据基因编码方式生成包含多个基因编码的初始种群;
71.初始种群的每个基因编码可以随机生成,也可以根据其它方式生成,所生成的每个基因编码的编码顺序则对应了不同的排样方案。
72.本实施例中,按照当前子料需求数量将含有k种未完成子料的现有子料库降序分为现选库和备选库两部分,其中,现选库中含有k种类别的子料,备选库中含有k-k种类别的子料,从现选库中选出需求最大的子料种类m,设定阈值为raw-m对现选库进行排列组合并通过深度搜索得到所有含子料m的初步排样方案;例如:基因编码1|8|1|222365表示一种排样方案的余料为1,优先级为8,在第1种母料上切割子料2,子料2,子料2,子料3,子料6,子料5;值得注意的是,此处的初步排样方案仅确定了排样方案中子料的种类,未确定具体的子料数量。
73.s22、根据初始种群调用进制遍历提取长度最小的子料对应的编码,并采用约束函数进行修复得到完整排样方案库;
74.本实施例中,为提高深度搜索速度,从初始种群中选出长度最小的子料m,将数量的深度搜索转化为进制遍历,则对应的进制为母料长r/m向下取整,即为floor(r/m),并采用约束函数进行修复得到完整排样方案库f,其中,约束函数的表达式如下所示:
[0075][0076]
上式中,oi表示单根i类别子料的长度,ci表示oi子料数量,r_l表示余料左阈值,初始值为0,r_r表示余料右阈值,初始值为35。
[0077]
s23、根据优先级函数赋予完整排样方案优先级并将优先级最高的前五个排样方案放入最终方案库final。其中,优先级函数的表达式如下所示:
[0078][0079]
上式中,count表示对应该排样方案含有子料m的根数,count表示对应该排样方案扩充多少次子料m变更或最多可扩充多少次,取二者最小值。
[0080]
通过根据上述优先级函数赋予整排样方案优先级,函数值越小代表优先级越高,本实施例取优先级最高的前五个排样方案放入最终方案库final。
[0081]
s24、根据现有子料需求,更新现选库;
[0082]
将现选库按现有需求重新降序排列,并把排在倒数floor(k/2)种子料归入备选库,同时将备选库中现有需求较大的前floor(k/2)种子料加入现有库。
[0083]
s25、重复s21至s24,直至备选库中所有子料被完全遍历;
[0084]
s26、选出最终方案库final中优先级靠前的精度acc个方案case,分别扩充多少次子料m变更或最多可扩充多少次,取二者最小值,得到acc种情况,对于每种情况执行步骤s27;
[0085]
s27、重复s25和s26至某一次深度搜素后完整排样方案库f中方案数小于5,记录当
前状态并存入最终总方案库library;
[0086]
s28、将r_l置为r_r+1,r_r置为100,重复s27;
[0087]
s29、将r_r置为r_r+1,r_r置为300,重复s27。
[0088]
经过上述一系列操作后,将筛选出的最终总方案库library中的排样方案对应的种群个体构成不完整种群。
[0089]
需要说明的是,仅选择深度搜索一定范围内的排样方案很难解决所有子料需求,因而为了提高算法速度,提升用户体验,还需要使用启发式算法来补全不完整种群。
[0090]
s3、采用启发式算法对不完整种群中的种群个体进行基因修复,并根据适应度函数计算各个修复后的种群个体的适应度,将适应度值最大的种群个体作为优势种群。
[0091]
s31、对不完整种群中的种群个体进行基因修复以获得修复后的种群个体;
[0092]
对最终总方案库library(即不完整种群)中的每一个初步排样方案调用启发式算法(即依据初步排样方案给出的方案切割后,剩余子料库work,从中挑选出与母料长度r最接近的子料切割,若r《m,则再开一根新料,直至剩余子料库work需求被完全满足),将这部分得到的切割方案加入其中,可得到修复后的种群个体,记为完整解cm。
[0093]
s32、根据适应度函数计算各个修复后的种群个体的适应度,并将适应度值最大的种群个体作为优势种群;其中,适应度函数的表达式如下所示:
[0094][0095]
上式中,oi表示单根i类别子料的长度,ci表示oi子料数量,r表示母料长度,sum表示母料使用总量,last表示最后一根母料的剩余长度,k表示子料种数。
[0096]
根据上述适应度函数公式计算最终总方案库library中各个修复后的完整解cm的适应度,并从中选出适应度值最大的个体作为优势种群,同时定义为局部最优解ⅰ。
[0097]
为了进一步提升型材优化率,降低排样方案,需要根据余料搜索边界对获取的优势种群进行交叉和变异处理,以便确定工厂加工所需要的一维下料方案,示例性操作过程如图3所示,具体包括下述步骤s4和s5。
[0098]
s4、根据排样方案的余料针对优势种群调用启发式算法进行多样化处理,并从中提取适应度值最大的种群个体作为当代种群。
[0099]
s41、将优势种群依据排样方案的余料划分为父类和母类两部分;
[0100]
将优势种群依据排样方案的余料分为两部分,将所有余料≤r_r的切割方案作为父类,所有余料>r_r的切割方案作为母类。
[0101]
s42、分别从父类和母类中提取基因x和y;
[0102]
从父类中随机选择一个切割方案x,从x中随机选取并剔除x1种子料o,每种子料随机选取x2个,其中,约束条件为:式中,x_s表示切割方案x中含有的子料种类,x_s_c表示每一种子料分别被选择的次数,组合得到基因x并将x重新放入父类。按照上述相同的操作步骤,从母类中得到基因y。
[0103]
s43、将基因x和y组合成为新的个体n并放入父类;
[0104]
s44、重复步骤s42和s43直至母类为空时停止;
[0105]
s45、采用启发式算法补全当前父类得到完整的种群并将其置入容器all;
[0106]
遍历当前父类,若方案总切割长度>r,差值为d,则从该方案中剔除与d最接近的子料,放入临时子料库tmp至d>0;随后再次遍历父类,若存在排样方案余料>r_r,则将该排样方案全部回退成子料并放入临时子料库tmp,再对临时子料库tmp调用上文所提到的启发式算法,补全父类,使其成为一个完整的种群并将其置入容器all。
[0107]
s46、重复步骤s41至s45预设次数,得到种类丰富的多样化种群;
[0108]
本实施例中,预设次数为十次,即重复步骤s41至s45十次,对容器all中的种群进行多样化处理,得到种类丰富的多样化种群,
[0109]
s47、计算多样化种群中所有种群的适应度,并从中选取适应度值最大的种群个体作为当代种群;
[0110]
根据上述适应度函数计算多样化种群中所有种群的适应度,并从中选取适应度值最大的种群个体作为当代种群,记为局部最优解ⅱ。
[0111]
s5、对优势种群和当代种群中的种群个体进行交叉和变异得到最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案。
[0112]
s51、对优势种群和当代种群中的种群个体进行交叉和变异,并调用启发式算法对进行基因修复得到完整个体;
[0113]
将容器all置空,局部最优解ⅰ(即优势种群)作为父类,局部最优解ⅱ(即当代种群)作为母类,从父类中随机选取一个排样方案x,从母类中随机选取一个排样方案y,将x和y复制至新的个体,并且在整个复制过程中,以作为动态变异率,其中,m_fit为局部最优解ⅰ的适应度值,若发生变异则等概率选择三种变异方式,直至父类母类均为空时,对新的个体剩余子料调用启发式算法补全个体,并将其放入容器all。
[0114]
本实施例中,在0到100间取随机数rand,则三种变异方式为:
[0115]
当0≤rand<33时,进行交叉操作,从排样方案x中随机选择一个子料,与排样方案y中随机的一个子料进行交换,值得注意的是,这里指的是选择一个切割的子料而非一个子料种类;
[0116]
当33≤rand<66时,进行增添操作,在新的种群中,将最后一个排在首位的子料o取出,随机选取一个方案位置p,而后将p以及后续的首位子料分别后移一个方案,将o添加至p位置的方案内;
[0117]
当66≤rand<100时,进行缺失操作,在新的种群中,随机选取一个排样方案位置p,将排在首位的子料o取出,而后将后续方案的首位子料分别前移一个方案,将o添加至最后一个方案内。
[0118]
为提高种群多样性,此处选择不考虑父类母类中的方案根数,只有该方案所含子料目前子料库已经无法满足才会从父类母类中剔除该方案,并再次选取其他方案,直至方案可被满足或父/母类为空。
[0119]
s52、重复步骤s51预设次数得到由完整个体构成新一代种群,从优势种群、当代种群和新一代种群中提取适应度值最大的个体,若适应度值最大的个体对应的适应度值大于m_fit,则将其作为局部最优解ⅲ,同时选出次高个体,并将二者作为下一代的父类和母类;
本实施例中,预设重复步骤s51十次。
[0120]
s53、重复步骤s52,若连续预设次数没有找到更优种群个体,则将局部最优解ⅲ对应的种群个体视为最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案。
[0121]
请参照图4,本实施例还提供一种用于实现上述基于改进遗传算法的单规格一维下料方法的装置,包括:
[0122]
编码方式确定模块10,用于根据从客户订单需求中提取的母料信息和子料信息,确定基因编码方式为四段式编码;
[0123]
不完整种群生成模块20,用于根据四段式基因编码方式生成包含多个基因编码的初始种群并调用深度搜索对初始种群进行基因寻优,得到不完整种群,其中,基因编码包括母料段编码和子料段编码,以及对应母料和子料的排样方案;
[0124]
优势种群生成模块30,用于采用启发式算法对不完整种群中的种群个体进行基因修复,再根据适应度函数计算各个基因修复后的种群个体的适应度,并将适应度值最大的种群个体作为优势种群;
[0125]
当代种群生成模块40,用于根据排样方案的余料针对优势种群调用启发式算法进行多样化处理,并从中多样化处理后的种群中提取适应度值最大的种群个体作为当代种群;
[0126]
一维下料方案确定模块50,用于对优势种群和当代种群中的种群个体进行交叉和变异操作,得到最优种群并将最优种群中的基因编码对应的排样方案视为一维下料方案。
[0127]
通过本实施例,通过采用四段式编码方式对母料和子料进行基因编码,根据每个基因编码的适应度值调用基于贪心算法的深度搜索筛选出优秀种群,能够有效克服常规遗传算法需多次迭代才能得到优秀种群或因过早退出遗传致使最后效果不良的缺陷,另外通过将一个排样方案作为基因复制,并提出三种变异方式,能够在继承原有优良基因的同时寻求更优基因,在保证运行速度的前提下,进一步提升型材优化率,降低了排样方案,更加符合工厂加工需要,解决了因排样方案过多而导致工厂加工不便的技术问题。
[0128]
实施例二
[0129]
本实施例所提供的具体实施方式是在实施例一的基础上做出的,相同部分相互参见即可,并且相同部分具有相同的有益效果,故在本实施例中将不再对相同部分展开详细赘述。
[0130]
请参照图5和图6,示出了根据本发明实施例二的一种具体实施方式,本实施例通过对获取的一维下料方案调用深度搜索算法和启发式算法,补全新的下料方案,实现了保证型材优化率的同时大幅缩减排样方案的目的,从而降低了工厂生产加工成本,增强了实用性。
[0131]
如图5所示,一种基于改进遗传算法的单规格一维下料方法,包括以下步骤:
[0132]
s1、根据母料信息和子料信息,确定基因编码方式;
[0133]
s2、根据基因编码方式生成包含多个基因编码的初始种群,并调用深度搜索对初始种群进行寻优得到不完整种群,其中,基因编码包括母料段编码和子料段编码,对应母料和子料的排样方案;
[0134]
s3、采用启发式算法对不完整种群中的种群个体进行基因修复,并根据适应度函
数计算各个修复后的种群个体的适应度,且将适应度值最大的种群个体作为优势种群;
[0135]
s4、根据排样方案的余料对优势种群调用启发式算法进行多样化处理,并根据适应度函数将适应度值最大的种群个体作为当代种群;
[0136]
s5、对优势种群和当代种群中的种群个体进行交叉和变异得最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案;
[0137]
s6、根据子料信息调用深度搜索对一维下料方案进行缩减处理,得到最优下料方案。
[0138]
如图6所示,调用深度搜索对一维下料方案进行缩减处理的具体过程包括以下步骤:
[0139]
s61、遍历一维下料方案(即最优种群)并将所有排样方案扩充次数小于等于k的方案全部置为子料并放入临时子料库tmp;
[0140]
s62、调用深度搜索函数处理临时子料库tmp,如果发现方案没有减少或母料使用根数增加,则k=k-1,并重复步骤s61直至在母料使用根数不变或减少的情况下,方案数减少或k=0为止,得到缩减后的最优下料方案。
[0141]
本实施例中,将根据上述步骤以铝合金钢材的实际下料任务为例进行测试,首先,用户从订单信息中获取子料信息,如表1所示:
[0142]
长度24061984188416561648154814061356130612981212数量4541828664361916631366长度1206894870856756746706656556484456数量218814669514427729
[0143]
表1子料信息
[0144]
对改进的遗传算法进行初始化,用户自定义锯缝长度kerf,母料长度raw,可接受的方案最大种类kind以及计算精度acc,并将深度搜索排样方案余料边界值设定为0~35,经过一系列迭代后,得到最终排样方案如表2所示:
[0145][0146]
表2最终排样方案
[0147]
通过上述表格可知得到的最优下料方案数为15,母料用量234,锯缝长度为0,利用率高达99.6885%,且整个实验运行时间为6.505秒,在保证型材优化率的同时大大提高了排样效率,且缩减了排样方案数量,降低了加工成本,从而更加符合工厂加工需要,解决了因排样方案过多而导致工厂加工不便的技术问题。
[0148]
请参照图7,本实施例还提供一种用于实现上述基于改进遗传算法的单规格一维下料方法的装置,包括:
[0149]
编码方式确定模块10,用于根据母料信息和子料信息,确定基因编码方式;
[0150]
不完整种群生成模块20,用于根据基因编码方式生成包含多个基因编码的初始种群,并调用深度搜索对初始种群进行寻优得到不完整种群,其中,基因编码包括母料段编码和子料段编码,对应母料和子料的排样方案;
[0151]
优势种群生成模块30,用于采用启发式算法对不完整种群中的种群个体进行基因
修复,并根据适应度函数计算各个修复后的种群个体的适应度,将适应度值最大的种群个体作为优势种群;
[0152]
当代种群生成模块40,用于根据排样方案的余料针对优势种群调用启发式算法进行多样化处理,并从中提取适应度值最大的种群个体作为当代种群;
[0153]
一维下料方案确定模块50,用于对优势种群和当代种群中的种群个体进行交叉和变异得到最优种群,并将最优种群中的基因编码对应的排样方案视为一维下料方案;
[0154]
一维下料方案缩减模块60,用于根据子料信息调用深度搜索对一维下料方案进行缩减处理,得到最优下料方案。
[0155]
通过本实施例,通过将深度搜索转化为进制遍历,并根据优先级函数对初始种群进行基因寻优,极大程度上提升了搜索范围,提高了搜索速度,而且通过确立搜索余料边界,并选择以启发式算法对获取的一维下料方案进行锁紧,不仅进一步提升一维下料方案确定速度,还实现了保证型材优化率的同时大幅缩减排样方案的目的,进而降低了工厂生产加工成本,增强了实用性,具有较高的社会价值和应用前景。
[0156]
本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。对于以上各实施例而言,由于其与方法实施例基本相似,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。
[0157]
以上实施方式对本发明进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1