一种酸轧线能介单耗定额的优化方法与流程
本发明属于冷轧厂单耗定额,具体涉及一种能够计算出各规格产品能介单耗定额,帮助企业合理安排排产计划,推荐热卷供应商,可做到精细化生产,实现降本增效的酸轧线能介单耗定额的优化方法。
背景技术:
1、冷轧薄板厂酸轧线用吨钢能源介质消耗量(能介单耗定额)衡量酸轧工序能耗高低;目前,酸轧线普遍采用每天的能介总消耗和总产量的比值来计算能介单耗。由于酸轧线每天排产计划不同,生产的钢品种负荷不同,因此每天的各类能介单耗环比差距很大,无法通过每天的能介单耗对比评价生产优良情况,且现有粗犷的能介单耗计算方式无法满足酸轧线的精细化生产要求。
2、随着行业科技的不断进步以及企业生产管理的需求,对酸轧线能介单耗定额优化方法进行改进,将以往酸轧线的单耗定额拆解到不同规格产品上,可以帮助企业根据不同产品单耗定额不同的这一特点,结合峰谷平电价,将电力单耗定额高的钢卷放在谷时生产,而将电力单耗定额低的钢卷排在尖峰时段生产,从而合理安排排产计划。并且,根据单耗定额高低推荐热卷供应商,真正做到精细化生产,对冷轧厂降本增效具有重大意义。
技术实现思路
1、本发明就是针对上述问题,提供一种能够计算出各规格产品能介单耗定额,帮助企业合理安排排产计划,推荐热卷供应商,可做到精细化生产,实现降本增效的酸轧线能介单耗定额的优化方法。
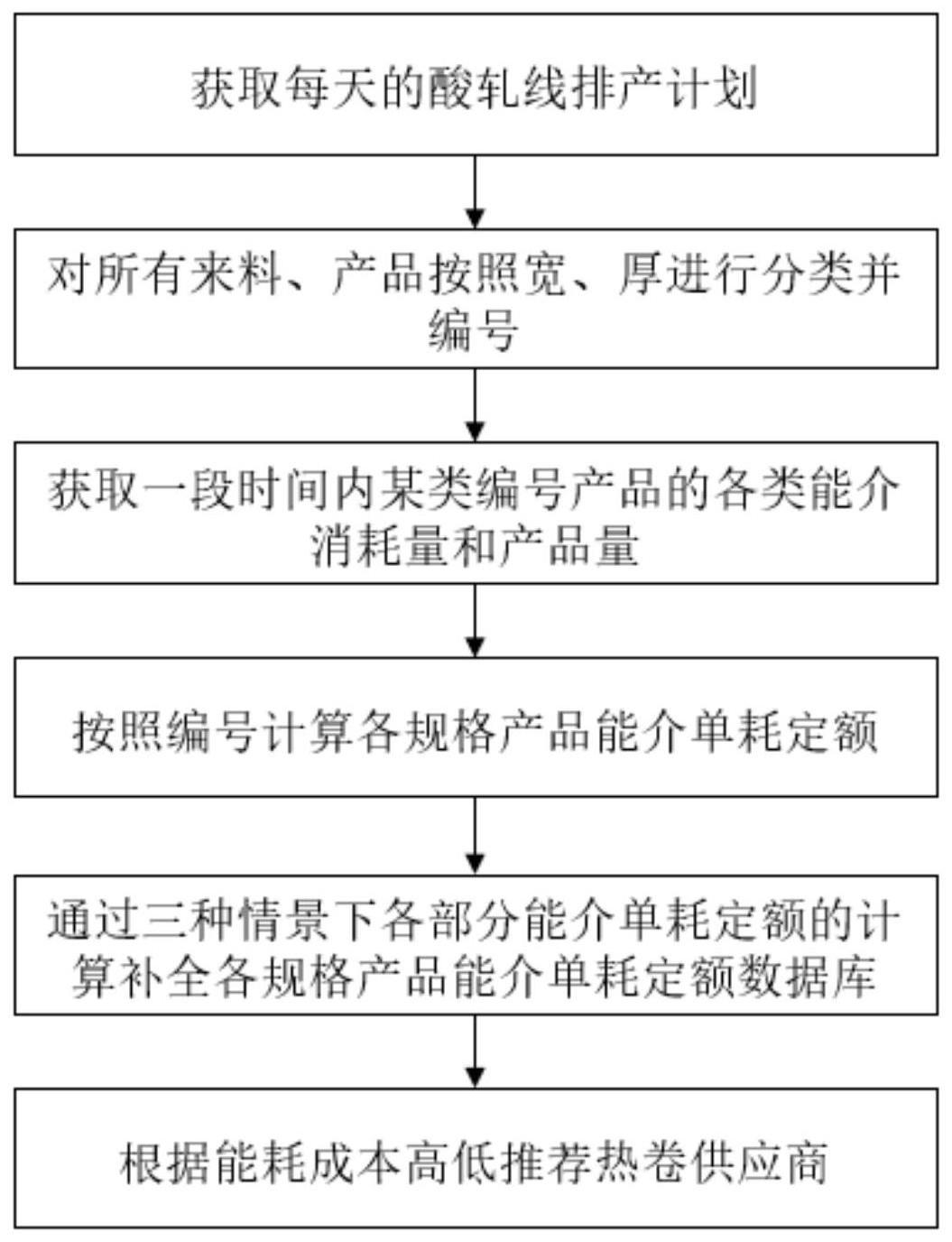
2、本发明所采用的技术方案是:该酸轧线能介单耗定额的优化方法包括如下步骤:
3、步骤一、获取每天的酸轧线排产计划,对所有来料及产品按照宽、厚进行分类并编号;
4、步骤二、获取排产计划中一段时间内某类编号产品的各类能介消耗量和产品量,按照编号计算各规格产品能介单耗定额;
5、步骤三、结合长时间的排产计划,通过多种情景下各部分能介单耗定额的计算,补全各规格产品能介单耗定额数据库;
6、步骤四、根据能耗成本高低,推荐热卷供应商。
7、所述步骤一,冷轧钢种来料及产品的宽、厚不同,轧钢负荷不同,能介单耗定额也会有较大的差距,然而,厚度、宽度差距较小的板材单耗定额值差距则非常小,因此根据宽、厚对所有来料及产品进行分类;
8、设定初始宽度为a,以5mm宽度距离为单位长度,而后宽度为a+5n、a+5(n+1)、a+5(n+2)···a+5(n+j),其中n=1,j为正整数;设定厚度初始为b,以1mm厚度差为单位长度,而后厚度为b+0.01m、b+0.01(m+1)、b+0.01(m+2)···b+0.01(m+k),其中m=1,k为正整数;以宽度10mm、厚度5mm为一个范围,对所有钢卷宽、厚进行编号分类。
9、进一步地,钢卷宽、厚数值最小处,宽度范围为a+5n到a+5(n+1),厚度范围为b+0.01m到b+0.01(m+4),对应编号为a1b1;以此列推,钢卷宽、厚数值最大处,对应编号为a(j/2+1)b(k/5+1),其中j、k为正整数,j/2+1、k/5+1均向下取整数;由此,针对任何一条酸轧线,任意规格的来料及产品均可进行分类编号。
10、所述步骤二,从冷轧厂能源管理系统和产销系统读取排产计划中一段时间内某一编号产品的各类能介消耗量和产品量,便可按照编号计算各规格产品能介单耗定额,单耗定额数据库编号方法为:来料编号和产品编号的宽度编号相同,产品经过轧机轧制后厚度变小,故厚度编号相应变小;单耗定额数据库编号按照来料与产品的厚度差进行编号;类似地,所有来料对应任一产品都可对其单耗定额进行编号。
11、所述步骤三,单耗定额计算包括三种情景:
12、①情景一,生产同一单耗定额的产品、且生产时间大于1小时;
13、获取1小时内该编号产品各类能介消耗量,酸轧线能介包括:电、天然气、压缩空气、蒸汽、除盐水、循环水、净化水;获取相同1小时内该编号的产品产量;各类能介消耗量与产品产量的比值即为该编号能介单耗定额;以电力单耗定额为例,在某一小时酸轧线消耗总电能为l1,单位为kwh,产品产量为b,单位为t,则电力单耗定额a,可由式(1)计算:
14、
15、类似的,天然气、压缩空气、蒸汽、除盐水、循环水、净化水能介单耗定额均可用此方法计算得到;采用相同的方法,计算获得若干编号能介单耗定额;
16、②情景二,在一小时内生产两种单耗定额的产品、且一种产品的单耗定额已知;
17、设在一小时内,酸轧线消耗总电能为l2,单位为kwh,已知的电力单耗定额为a1,单位为kwh/吨钢,产品产量为b1,单位为t;未知的电力单耗定额为a2,单位为kwh/吨钢,产品产量为b2,单位为t;则电力单耗定额a2,可由式(2)计算:
18、
19、类似的,其他能介单耗定额均可用此方法计算得到;采用如上相同的方法,通过间接计算获得若干编号能介单耗定额;
20、③情景三,在一段时间内,某单耗定额编号产品未生产情况;
21、设单耗定额库中数据已知,利用插值法可以计算出数值;进一步地,采用如上方法可以计算获得若干编号能介单耗定额;通过上述三种计算方式互补,就可以计算所有单耗定额数据库;最终补全各规格产品单耗定额数据库。
22、所述步骤四,在生产同种产品的情况下,选择能介单耗定额更低的热卷供应商,可以有效降低生产成本;在已经完成的排产计划中选择来料及产品宽、厚相同,单耗定额相同,但热卷供应商不同的一段明细数据;推荐能源总成本最低的热卷供应商,具体的算法公式为:
23、
24、式中:qmin——能源平均单耗成本的最低值,元;
25、smn——第m个供应商的第n卷热卷能源成本,m、n∈n*;
26、n——第m个供应商的热卷总数,n∈n*;
27、计算获得能源平均单耗成本的最低值,推荐其对应的热卷供应商m。
28、本发明的有益效果:该酸轧线能介单耗定额的优化方法包括获取每天的酸轧线排产计划,对所有来料及产品按照宽、厚进行分类并编号;获取排产计划中一段时间内某类编号产品的各类能介消耗量和产品量;按照编号计算各规格产品能介单耗定额;结合长时间的排产计划,通过多种情景下各部分能介单耗定额的计算补全各规格产品能介单耗定额数据库;根据能耗成本高低推荐热卷供应商,本发明可以实现酸轧线精细化生产,对于冷轧厂合理安排排产计划、降本增效具有重大意义。
技术特征:
1.一种酸轧线能介单耗定额的优化方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的酸轧线能介单耗定额的优化方法,其特征在于:所述步骤一,冷轧钢种来料及产品的宽、厚不同,轧钢负荷不同,能介单耗定额也会有较大的差距,然而,厚度、宽度差距较小的板材单耗定额值差距则非常小,因此根据宽、厚对所有来料及产品进行分类;
3.根据权利要求2所述的酸轧线能介单耗定额的优化方法,其特征在于:钢卷宽、厚数值最小处,宽度范围为a+5n到a+5(n+1),厚度范围为b+0.01m到b+0.01(m+4),对应编号为a1b1;以此列推,钢卷宽、厚数值最大处,对应编号为a(j/2+1)b(k/5+1),其中j、k为正整数,j/2+1、k/5+1均向下取整数;由此,针对任何一条酸轧线,任意规格的来料及产品均可进行分类编号。
4.根据权利要求1所述的酸轧线能介单耗定额的优化方法,其特征在于:所述步骤二,从冷轧厂能源管理系统和产销系统读取排产计划中一段时间内某一编号产品的各类能介消耗量和产品量,便可按照编号计算各规格产品能介单耗定额,单耗定额数据库编号方法为:来料编号和产品编号的宽度编号相同,产品经过轧机轧制后厚度变小,故厚度编号相应变小;单耗定额数据库编号按照来料与产品的厚度差进行编号;类似地,所有来料对应任一产品都可对其单耗定额进行编号。
5.根据权利要求1所述的酸轧线能介单耗定额的优化方法,其特征在于:所述步骤三,单耗定额计算包括三种情景:
6.根据权利要求1所述的酸轧线能介单耗定额的优化方法,其特征在于:所述步骤四,在生产同种产品的情况下,选择能介单耗定额更低的热卷供应商,可以有效降低生产成本;在已经完成的排产计划中选择来料及产品宽、厚相同,单耗定额相同,但热卷供应商不同的一段明细数据;推荐能源总成本最低的热卷供应商,具体的算法公式为:
技术总结
一种酸轧线能介单耗定额的优化方法,解决现有粗犷的能介单耗计算方式,各类能介单耗环比差距大,难以对比评价生产优良情况,无法满足酸轧线精细化生产需要的问题。该酸轧线能介单耗定额的优化方法包括获取每天的酸轧线排产计划,对所有来料及产品按照宽、厚进行分类并编号;获取排产计划中一段时间内某类编号产品的各类能介消耗量和产品量;按照编号计算各规格产品能介单耗定额;结合长时间的排产计划,通过多种情景下各部分能介单耗定额的计算补全各规格产品能介单耗定额数据库;根据能耗成本高低推荐热卷供应商。本发明能够计算出各规格产品能介单耗定额,帮助企业合理安排排产计划,可做到精细化生产,实现降本增效。
技术研发人员:顾旭波,施颖,刘欣旸
受保护的技术使用者:南京罕华流体技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!