工序工时标准化方法、装置及电子设备与流程
本技术涉及工时计算,具体涉及一种工序工时标准化方法、装置及电子设备。
背景技术:
1、工序工时是指在一定的技术状态和生产组织模式下,按照产品工序加工完成一个产品所需要的工作时间。根据标准的工序工时可以安排生产作业计划,进行成本核算,确定设备数量和人员编制,规划生产面积等。现有技术中,工作人员通过经验估计法、统计分析法、类比法等人工统计方式进行工序工时标准化作业,不仅容易导致工序标准化工时不准确,而且针对工时数据的数量较多的情况,统计得到工序标准化工时的工作效率很低。
技术实现思路
1、为了解决上述技术问题,本技术的实施例提供了一种工序工时标准化方法、装置及电子设备,其不仅可以提高工序标准化工时的准确性,而且可以提高计算得到工序标准化工时的工作效率。
2、第一方面,本技术一实施例提供了一种工序工时标准化方法,包括:
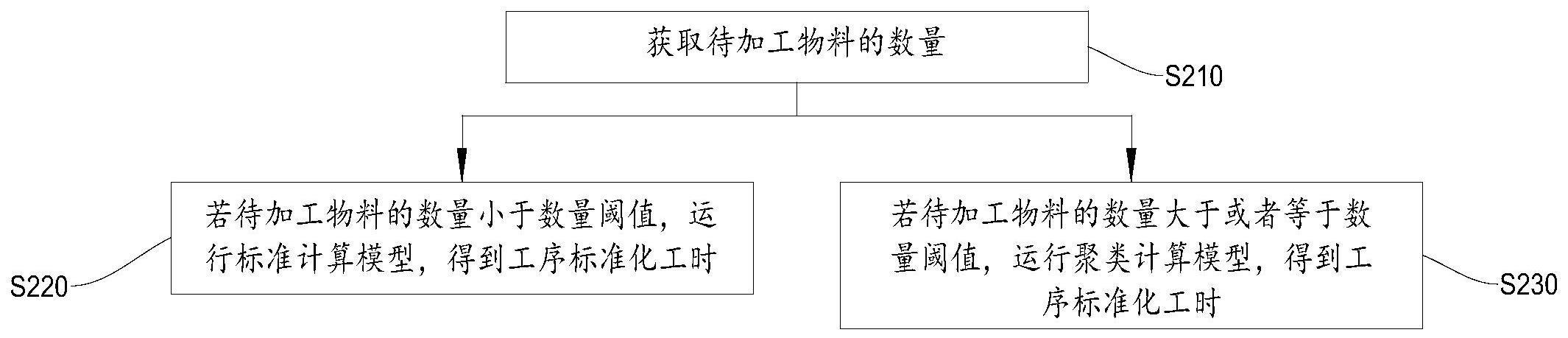
3、获取待加工物料的数量;
4、若所述待加工物料的数量小于数量阈值,运行标准计算模型,得到工序标准化工时;其中,所述标准计算模型表征应用加权平均算法的计算模型;
5、若所述待加工物料的数量大于或者等于所述数量阈值,运行聚类计算模型,得到工序标准化工时;其中,所述聚类计算模型表征应用聚类算法的计算模型。
6、根据本技术的第一方面,所述运行标准计算模型,得到工序标准化工时包括:
7、获取所述待加工物料在每个工位对应的多个工时数据;
8、根据多个所述工时数据,得到不同所述工位的权重系数;以及
9、根据多个所述工时数据和多个所述权重系数,得到所述工序标准化工时。
10、根据本技术的第一方面,所述运行聚类计算模型,得到工序标准化工时包括:
11、获取所述待加工物料在多个工位的工时数据集;
12、根据所述工时数据集,得到聚类参数;其中,所述聚类参数包括邻域最大半径和邻域中最少点数;以及
13、根据所述聚类参数,执行聚类算法,得到所述工序标准化工时。
14、根据本技术的第一方面,所述根据所述工时数据集,得到聚类参数包括:
15、构建数据窗口;其中,所述数据窗口表征从所述工时数据集中选取预设数量的样本工时数据;
16、多次移动所述数据窗口,直至遍历所述工时数据集;
17、得到每次移动后所述数据窗口内数据的第一波动特征参数以及所述数据窗口移动的总次数;其中,所述第一波动特征参数表征在所述数据窗口内,所述预设数量的所述样本工时数据的标准差;
18、根据所述工时数据集,得到所述工时数据集内数据的第二波动特征参数;其中,所述第二波动特征参数表征所述工时数据集内所有工时数据的标准差;
19、根据所述数据窗口移动的总次数、多个所述第一波动特征参数以及所述第二波动特征参数,得到所述邻域最大半径;
20、根据所述窗口移动的总次数,得到所述邻域中最少点数。
21、根据本技术的第一方面,所述根据所述数据窗口移动的总次数、多个所述第一波动特征参数以及所述第二波动特征参数,得到所述邻域最大半径包括:
22、根据多个所述第一波动特征参数和所述第二波动特征参数,得到多个所述第一波动特征参数与所述第二波动特征参数之间的最大差值和最小差值;以及
23、根据多个所述第一波动特征参数、所述最大差值、所述最小差值以及所述数据窗口移动的总次数,得到所述邻域最大半径。
24、根据本技术的第一方面,所述根据所述聚类参数,执行聚类算法,得到所述工序标准化工时包括:
25、根据所述聚类参数,获取每个所述工位的工时数据集在所述邻域最大半径内的第一样本数量;
26、若所述第一样本数量大于或等于所述邻域中最少点数,将对应所述工位的工时数据集标定为有效簇;
27、根据多个所述有效簇,得到所述工序标准化工时。
28、根据本技术的第一方面,在所述获取每个所述工位的工时数据集在所述邻域最大半径内的第一样本数量之后,所述根据所述聚类参数,执行聚类算法,得到所述工序标准化工时包括:
29、若所述第一样本数量小于所述邻域中最少点数,将对应所述工位的工时数据集标定为异常簇。
30、根据本技术的第一方面,在所述将对应所述工位的工时数据集标定为有效簇之后,所述根据所述聚类参数,执行聚类算法,得到所述工序标准化工时包括:
31、校验所述有效簇,并输出校验结果;
32、若所述校验结果表征所述有效簇内存在额外簇,将所述额外簇从所述有效簇中分离出,并将所述额外簇作为新有效簇;其中,所述额外簇表征在所述有效簇内,在所述邻域最大半径内的样本数量大于或等于所述邻域最少点数的工时数据集。
33、根据本技术的第一方面,所述校验所述有效簇,并输出校验结果包括:
34、获取所述有效簇内每组所述工时数据在所述邻域最大半径内的第二样本数量;
35、若所述第二样本数量大于或等于所述邻域最少点数,输出表征将对应组的所述工时数据标定为所述额外簇的校验结果。
36、根据本技术的第一方面,在所述得到工序标准化工时之后,所述工序工时标准化方法还包括:
37、获取所有物料的工序标准化工时和工序次数;
38、选取所述工序次数相等的第一类物料和第二类物料;
39、若所述第一类物料的工序标准化工时与所述第二类物料的工序标准化工时之差小于或者等于工时阈值,输出所述第一类物料和所述第二类物料的工序标准化工时合格的结果;
40、若所述第一类物料的工序标准化工时与所述第二类物料的工序标准化工时之差大于所述工时阈值,输出所述第一类物料和/或所述第二类物料的工序标准化工时不合格的结果。
41、第二方面,本技术一实施例还提供了一种工序工时标准化装置,包括:
42、第一获取模块,配置为获取待加工物料的数量;
43、第一计算模块,配置为若所述待加工物料的数量小于数量阈值,运行标准计算模型,得到工序标准化工时;其中,所述标准计算模型表征应用加权平均算法的计算模型;以及
44、第二计算模块,配置为若所述待加工物料的数量大于或者等于所述数量阈值,运行聚类计算模型,得到工序标准化工时;其中,所述聚类计算模型标准应用聚类算法的计算模型。
45、第三方面,本技术一实施例提供了电子设备,包括:
46、处理器;
47、用于存储所述处理器可执行指令的存储器;
48、所述处理器用于运行所述可执行指令以实现如前所述的工序工时标准化方法。
49、本技术实施例提供的工序工时标准化方法、装置及电子设备,其通过获取待加工物料的数量,然后以待加工物料的数量作为依据,运行标准计算模型或者聚类计算模型,得到工序标准化工时;第一方面,相比于人工通过统计分析进行工序工时标准化作业的方法,应用标准计算模型和聚类计算模型,可以更加方便快捷地得到工序标准化工时,有效地提高工作效率;第二方面,其通过根据待加工物料的数量,判断工时数据的数量,然后运行标准计算模型或者聚类计算模型,以不同的计算方法对工时数据进行针对性的计算,消除一些差异较大的数据对标准化结果的影响,有效地提高工序标准化工时的精度;第三方面,其在待加工物料的数量大于或者等于数量阈值的情况下,运行聚类计算模型,得到工序标准化工时,解决了大量工时数据差异较大,无法得到准确工序标准化工时的问题,其在待加工物料的数量小于数量阈值的情况下,运行标准计算模型,得到工序标准化工,解决了工时数据较少时无法有效聚类的问题。
- 还没有人留言评论。精彩留言会获得点赞!