一种环境振动与机床加工精度关系的定量分析方法与流程
本发明涉及机床加工的振动分析,尤其涉及一种环境振动与机床加工精度关系的定量分析方法。
背景技术:
1、切削机床在加工的时候,如果受到振动影响,就会破坏正常的切削过程,影响加工质量和生产效率,严重的还会影响到设备或刀具使用寿命。机床振动问题,通常可分为三类:(1)环境振动;(2)空转振动;(3)切削振动。对于第(1)类环境振动是需要通过建筑工程在、的振动控制技术来处理的。而第(2)、(3)类振动问题需要设备和工艺方面来解决。环境振动对加工精度的影响如图1所示。
2、随着科学技术的飞速发展,人们对精度的要求越来越高。随之而来的环境振动问题,也就日益凸显出来,防微振控制技术要求也越来越高。早在1983年,美国bbn公司最早提出的振动敏感设备的vc曲线。1993年,该曲线得到了美国环境科学技术协会(institute ofenvironmental sciences and technology)确认。现在已经成为国际上常用的容许振动标准。为了与国际先进技术接轨,我国于2013年和2015年,先后编制出《建筑工程容许振动标准》gb50868-2013和《电子工业防微振工程技术规范》gb 51076-2015,针对切削机床加工时对环境振动的要求,特别是对精密加工设备的防微振控制,做出了一些具体规定。
3、在这些标准中多数情况是采用频域的振动速度作为评价指标,并提供了部分对应的加工精度条件。然而,在这些防振标准,以及防微振标准都仅是采用部分数表的形式规定的,并没有建立起机床加工精度与防微振要求的关系。
4、众所周知,环境振动对加工精度影响较大。在工程项目的规划、设计、施工和使用中需要判别振动对加工精度影响的程度,以便于工程处理。在建设工程中如果有一些精密仪器和设备,需要进行防微振控制,设计人员需要面对的几个问题:(1)已知设备的精度要求,需要了解对场地振动的限制条件。(2)已知场地振动条件,如何评估振动对精密设备的影响。一般情况,对场地的防微振要求是由设备厂家提供。而在工程项目的规划和设计阶段往往设备还没订货,不同设备的要求会有差异。因此,很多场合无法获取设备的防微振资料,无法开展正常的防微振控制设计。
技术实现思路
1、本发明的目的是提供一种环境振动与机床加工精度关系的定量分析方法,可以实现在规划阶段和设计阶段,设计人员根据生产工艺的精度条件,确定场地环境振动速度均方根值的要求,合理布置生产线和相应的防微振技术措施。
2、为了实现上述目的,本发明采用了如下技术方案:
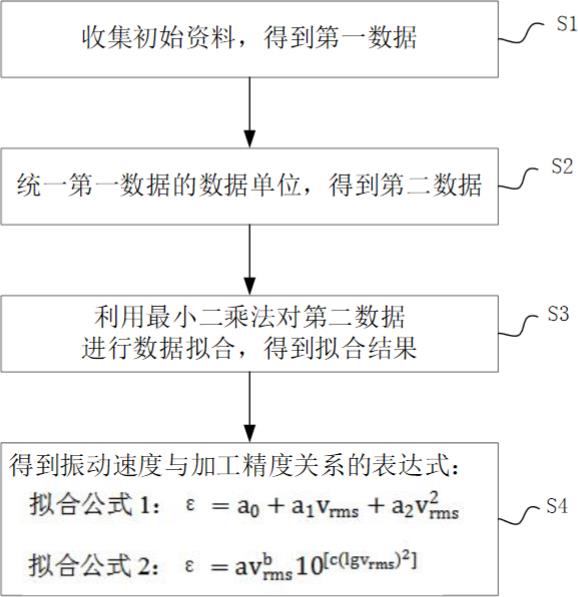
3、一种环境振动与机床加工精度关系的定量分析方法,包括如下步骤:
4、s1、收集初始资料,得到第一数据,所述初始资料包括:
5、(1)相关加工精度与环境振动的标准;
6、(2)设备厂家提供的关于加工精度与环境振动的设计资料;
7、(3)机械加工设备手册与教科书上的有关加工精度或误差与环境振动的数据;
8、(4)现场振动试验的测试结果,所述测试结果包括环境振动和加工精度的数据;
9、s2、统一所述第一数据中的数据单位,得到第二数据:
10、(1)对于环境振动数据,需要将振动位移和振动加速度转换为振动速度,同时要将峰值、幅值统一转换为为振动速度的均方根值;
11、(2)对于有关的加工精度数据进行协同处理,将加工误差转换到尺寸误差上;
12、s3、利用最小二乘法对所述第二数据进行数据拟合,得到拟合结果:将振动速度和加工精度数据对数变换,采用二次多项式拟合;
13、s4、得到振动速度与加工精度关系的表达式:
14、拟合公式1:
15、
16、式中:ε为切削机床加工精度要求,μm;
17、vrms为1/3倍频程振动速度均方根值,μm/s;
18、a0为计算系数,当vrms<10um/s时,a0=-0.1;当vrms≥10um/s时,a0=-1.65;
19、a1为计算系数,当vrms<10um/s时,a1=0.05;当vrms≥10um/s时,a1=0.23;
20、a2为计算系数,当vrms<10um/s时,a2=0.003;当vrms≥10um/s时,a2=0;
21、拟合公式2:
22、
23、式中:ε为切削机床加工精度要求,μm;
24、vrms为1/3倍频程振动速度均方根值,μm/s;
25、a为计算系数,a=0.01;
26、b为计算系数,b=2.15;
27、c为计算系数,c=-0.25。
28、适用频率范围:1hz~100hz;
29、振动速度均方根值范围:1.0μm/s~1.0mm/s;
30、对应加工精度要求范围:0.1μm~1.0mm。
31、作为优选,步骤s2中,对于环境振动数据进行处理的过程如下:
32、1)对于频域数据,振动位移转换为振动速度可按下式计算:
33、vrmsi=2πfiurmsi
34、式中:fi为第i个三分之一倍频程中心频率,hz;
35、urmsi为第i个三分之一倍频程中心频率对应的振动位移均方根值;
36、vrmsi为第i个三分之一倍频程中心频率对应的振动速度均方根值;
37、2)对于频域数据,振动加速度转换为振动速度按下式计算:
38、
39、式中:armsi为第i个三分之一倍频程中心频率对应的振动加速度均方根值;
40、3)对于三分之一倍频程上的振动速度峰值vpi,按下式计算:
41、vrmsi=0.707vpi。
42、作为优选,步骤s2中,加工精度数据按以下过程进行协同处理,公差(it)、形状公差(tf)、位置公差、表面粗糙度(ra)之间的公差值关系为:尺寸公差>形状公差>位置公差>表面粗糙度,那么,
43、1)形状公差为尺寸公差的60%时,ra≤0.05it;
44、2)形状公差为尺寸公差的40%时,ra≤0.025it;
45、3)形状公差为尺寸公差的25%时,ra≤0.012it;
46、4)形状公差小于尺寸公差的25%时,ra≤0.15tf。
47、作为优选,步骤s3中,根据下表振动速度与加工精度的数据进行拟合:
48、
49、
50、作为优选,步骤s1中所述标准包括iso 10816,vdi 2038-2013,din 4150,iso2631-1等。
51、本发明还提供了一种环境振动与机床加工精度关系的定量分析方法的应用,用于在拟建机械电子厂工程项目初期进行防微振控制设计:
52、(1)工艺要求确定后,在已知加工精度条件下,利用拟合公式对拟建场地的振动环境进行适用性评估;
53、(2)已知工程拟建场地的振动环境条件,利用拟合公式对工艺布置方案进行适用性评估;
54、(3)对于上述两项评估不满足工艺要求时,根据拟合结果作为采取振动控制措施的依据,并确定振动控制等级.
55、相比于现有技术,本发明的有益技术效果为:
56、在现有标准规定、有关设计资料和振动试验测试数据,经过统计分析,在数据拟合基础上建立了机床加工精度与环境振动要求的关系式,从而实现在规划、设计和使用等各个阶段,设计人员根据生产工艺的精度条件,确定场地环境振动速度均方根值的要求,合理布置生产线和相应的防微振技术措施,进而确定合理的建设方案。
- 还没有人留言评论。精彩留言会获得点赞!