一种工件轮廓度测量方法、系统及存储介质与流程
本技术涉及轮廓度测量,具体而言,涉及一种工件轮廓度测量方法、系统及存储介质。
背景技术:
1、目前,针对轮廓度的测量,在计算轮廓度时,采用的是遍历“基准轮廓”,计算基准轮廓法线方向的直线与“待测轮廓”的交点,此交点与“基准轮廓”上选取的欧式距离作为该点的轮廓度,且交点在法线正方向上表示,该点凸出;交点在法线反方向上,表示该点凹陷。
2、上述方法的计算模型制作较简单,但每次运行都比较耗时,且交点位置和数量不太好确定。
技术实现思路
1、本技术的目的在于提供一种工件轮廓度测量方法、系统及存储介质,可以减少在轮廓度测量过程中的计算量,提高轮廓度测量的效率。
2、本技术还提供了一种工件轮廓度测量方法,包括以下步骤:
3、从基准工件的基准图像中使用sobel算法或canny算法获取基准轮廓,根据基准轮廓基于flann进行建树,即将轮廓坐标点根据横坐标和纵坐标的大小建立一个k-d树,该树与二分查找树类似,可以理解为使用全部轮廓点将一张图分割为一个个矩形块,以矩形块为“超平面”,在寻找临近点时,只需要知道待测点落在哪一个“超平面”中,就认为该待测点与该“超平面”对应的轮廓点最近。
4、对待测图像进行位置补正,即根据轮廓点相似性(或图形相似性)得到待测图像与基准图像的之间的角度θ,然后将待测图像反向旋转θ,使待测工件的角度方向与基准图像中的基准工件方向一致;
5、对待测工件进行轮廓提取,得到待测轮廓点;
6、遍历待测轮廓点,在基准轮廓上选取与待测轮廓点上最接近的n个点,分别计算待测轮廓点与所选n个点的距离,根据所述距离确定该待测轮廓点的轮廓度值;
7、以待测轮廓上的点处的法线向量与距离符合预设值的基准轮廓上的点处的法线向量的点积作为轮廓度角。
8、可选地,所述基准轮廓通过sobel算法或canny算法获取。
9、可选地,所述对待测工件进行轮廓提取,具体为使用sobel算法或canny算法对待测工件的轮廓进行提取。
10、可选地,所述根据基准轮廓基于flann进行建树,具体为:
11、将基准轮廓坐标点根据横坐标和纵坐标的大小建立一个k-d树,即使用全部基准轮廓点将一张图分割为一个个矩形块“超平面”,在寻找临近点时,根据待测点落在的“超平面”,确定所述待测点与该“超平面”对应的轮廓点最近。
12、可选地,所述对待测图像进行位置补正,具体为:
13、根据轮廓点相似性(或图形相似性)得到待测图像与基准图像的之间的角度θ,然后将待测图像反向旋转θ,使待测工件的角度方向与基准图像中的基准工件方向一致。
14、可选地,所述以待测轮廓上的点处的法线向量与距离符合预设值的基准轮廓上的点处的法线向量的点积作为轮廓度角,具体包括为:
15、遍历待测轮廓点,设当前遍历的待测轮廓点为p,寻找基准轮廓中距离p点最近的n个点,分别记作n0,n1,…,nn-1;其中n∈z;
16、分别计算n0,n1,…,nn-1到p点的欧式距离并排序,排序是因为寻找最近的n个点时,使用的是flaan快速查找,找到的是曼哈顿距离最近的n个点,而当前需要的是欧式距离最近的一个点,找到欧式距离最小的一个点记为nmin,且nmin到p点的欧式距离为dmin,若dmin不为0,记基准轮廓在nmin处的法线向量为vmin,则轮廓度角θ为vmin与向量的夹角,那么根据该夹角的余弦值的正负就可以得到该处缺陷是凹陷还是凸起:
17、
18、可选地,所述遍历待测轮廓点,在基准轮廓上选取与待测轮廓点上最接近的n个点,分别计算待测轮廓点与所选n个点的距离,根据所述距离确定该待测轮廓点的轮廓度值;具体包括为:
19、遍历待测轮廓点,将遍历过程中得到的连续的余弦值符号相同的非零值作为一个缺陷段,找到该段内的每个轮廓点处的dmin中的最大值作为该缺陷段的轮廓度值;
20、将待测工件中每个缺陷段的轮廓度值的绝对值进行求和,得到待测工件的轮廓度值。
21、第二方面,本技术还提供了一种工件轮廓度测量系统,该系统包括:存储器及处理器,所述存储器中包括工件轮廓度测量方法的程序,所述工件轮廓度测量方法方法的程序被所述处理器执行时实现以下步骤:
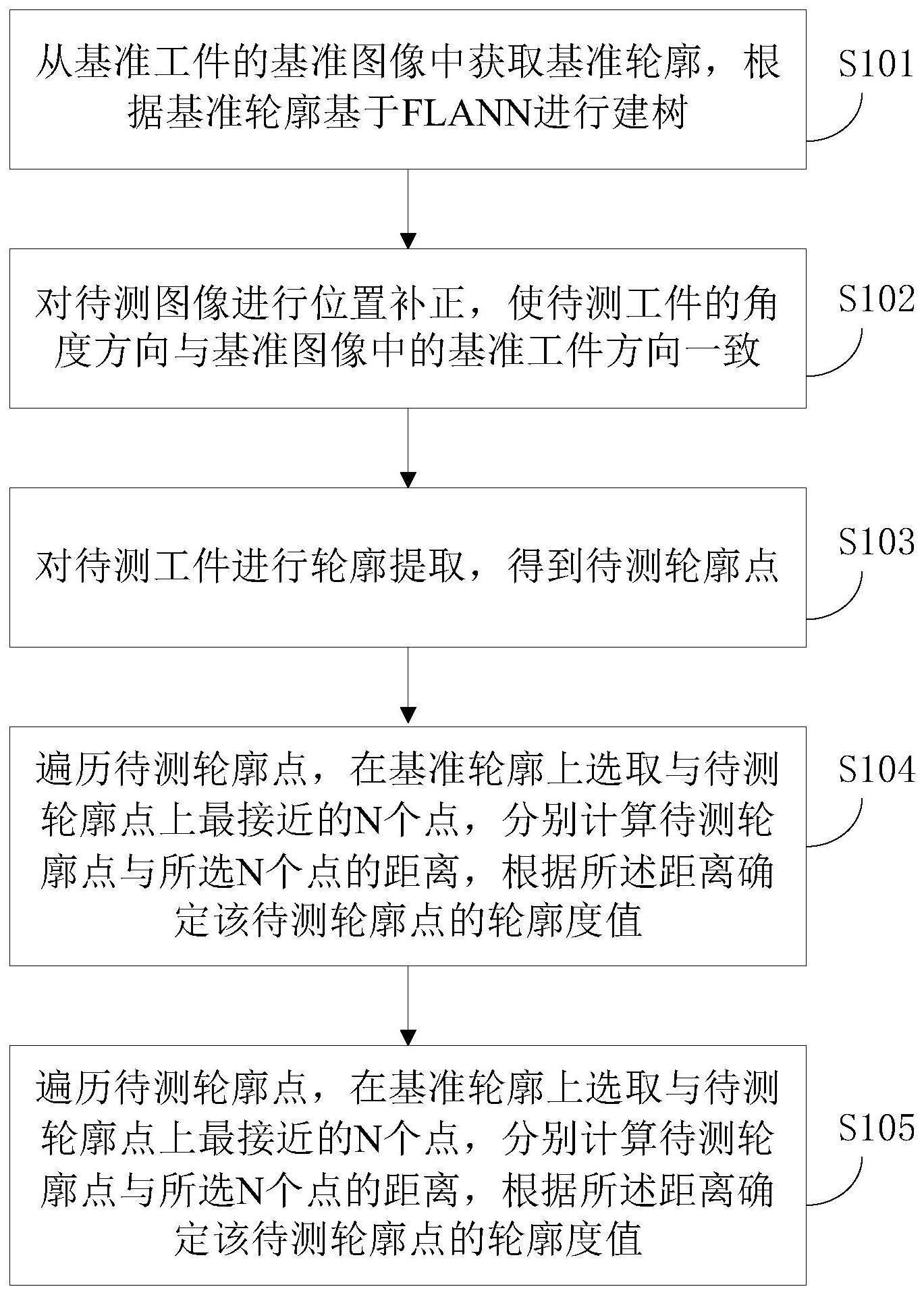
22、从基准工件的基准图像中获取基准轮廓,根据基准轮廓基于flann进行建树;
23、对待测图像进行位置补正,使待测工件的角度方向与基准图像中的基准工件方向一致;
24、对待测工件进行轮廓提取,得到待测轮廓点;
25、遍历待测轮廓点,在基准轮廓上选取与待测轮廓点上最接近的n个点,分别计算待测轮廓点与所选n个点的距离,根据所述距离确定该待测轮廓点的轮廓度值;
26、以待测轮廓上的点处的法线向量与距离符合预设值的基准轮廓上的点处的法线向量的点积作为轮廓度角。
27、可选地,所述以待测轮廓上的点处的法线向量与距离符合预设值的基准轮廓上的点处的法线向量的点积作为轮廓度角,具体包括为:
28、遍历待测轮廓点,设当前遍历的待测轮廓点为p,寻找基准轮廓中距离p点最近的n个点,分别记作n0,n1,…,nn-1;其中n∈z;
29、分别计算n0,n1,…,nn-1到p点的欧式距离并排序,排序是因为寻找最近的n个点时,使用的是flaan快速查找,找到的是曼哈顿距离最近的n个点,而当前需要的是欧式距离最近的一个点,找到欧式距离最小的一个点记为nmin,且nmin到p点的欧式距离为dmin,若dmin不为0,记基准轮廓在nmin处的法线向量为vmin,则轮廓度角θ为vmin与向量的夹角,那么根据该夹角的余弦值的正负就可以得到该处缺陷是凹陷还是凸起:
30、
31、可选地,所述遍历待测轮廓点,在基准轮廓上选取与待测轮廓点上最接近的n个点,分别计算待测轮廓点与所选n个点的距离,根据所述距离确定该待测轮廓点的轮廓度值;具体包括为:
32、遍历待测轮廓点,将遍历过程中得到的连续的余弦值符号相同的非零值作为一个缺陷段,找到该段内的每个轮廓点处的dmin中的最大值作为该缺陷段的轮廓度值;
33、将待测工件中每个缺陷段的轮廓度值的绝对值进行求和,得到待测工件的轮廓度值。
34、第三方面,本技术还提供了一种计算机可读存储介质,所述计算机可读存储介质中包括工件轮廓度测量方法程序,所述工件轮廓度测量方法程序被处理器执行时,实现所述工件轮廓度测量方法的步骤。
35、由上可知,本技术提供的一种工件轮廓度测量方法、系统及介质。本技术先将所有的“基准轮廓”进行建树(flann),然后遍历“待测轮廓”,选取与“待测轮廓”上的点最接近的n个点(曼哈顿距离),从这n个点中选择最短的欧式距离结果作为该点的轮廓度值,方向则是由“待测轮廓”上的点处的法线向量与距离最短的“基准轮廓”上的点处的法线向量的点积结果来确定。本技术计算量小,且部分计算可在“制作模型”流程中计算,而不需要每次运行时进行计算。可有效提高轮廓度测量的效率。
36、本技术的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术实施例了解。本技术的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!