半导体工艺设备的物料调度方法及半导体工艺设备与流程
本发明涉及半导体,具体而言,涉及一种半导体工艺设备的物料调度方法及半导体工艺设备。
背景技术:
1、现有半导体工艺设备执行物料的工艺路径(routerecipe)时,如果物料的工艺路径存在乱序routerecipe、重入routerecipe,酸槽存在驻留时间约束的情况下,现有方案虽然追求尽快完成物料的加工,但是并未对物料在酸槽的停留时间做出限制。因此,在多工艺任务混合运行的情况下可能会造成物料在酸槽中滞留过久,即驻留时间问题,而物料超过驻留时间上限则会导致晶圆受损。
2、现有方案通过尽快完成加工的目标预期,仅仅提高了物料满足驻留时间的可能,但无法严格保证物料不超过驻留时间上限。
技术实现思路
1、本发明解决的问题是现有方案无法保证执行工序时物料不超过驻留时间要求。
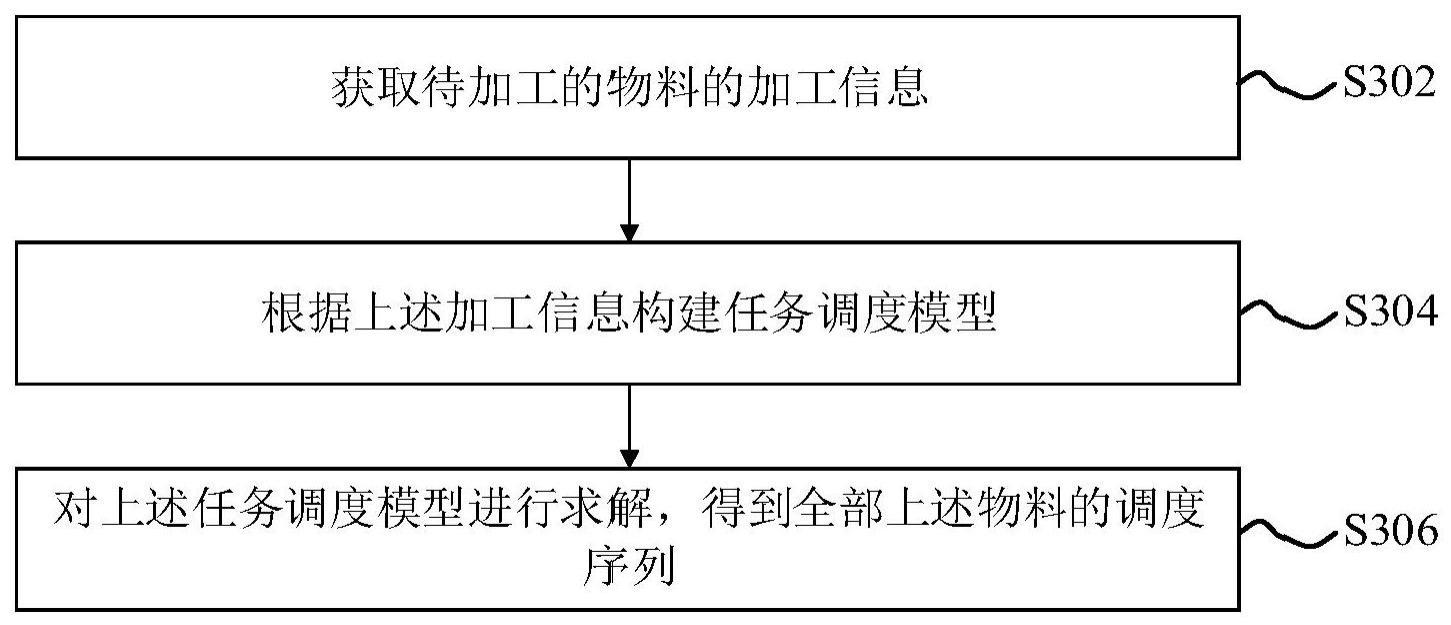
2、为解决上述问题,本发明实施例提供了一种半导体工艺设备的物料调度方法,所述方法包括:获取待加工的物料的加工信息,所述加工信息包括全部所述物料的工序、各所述工序对应的加工时长、必要停滞时长和最大驻留时长;根据所述加工信息构建任务调度模型;所述任务调度模型的目标函数为:求解全部物料完成加工的时长与全部物料在所有加工位置的驻留时长之和的最小值,所述任务调度模型的约束条件包括:任一所述物料的工序结束时刻与工序开始时刻的差值等于所述物料的加工时长、必要停滞时长和驻留时长之和,在所述加工位置的必要停滞时长与在所述加工位置的驻留时长之和小于或等于所述物料在所述加工位置的最大驻留时长;对所述任务调度模型进行求解,得到全部所述物料的调度序列;所述调度序列包括各所述工序的所述工序开始时刻、所述工序结束时刻和所述驻留时长。
3、作为一种可行的实施方式,所述约束条件还包括:物料的第i道工序的工序结束时刻与所述物料的第i+1道工序的工序开始时刻之差,等于所述物料的第i道工序在加工位置的必要停滞时长;对于同一个目标加工位置,仅可实现一个物料在所述目标加工位置上加工;若物料的第i道工序先于另一个物料的第j道工序在目标加工位置上加工,则所述物料的第i道工序的结束时刻与所述另一个物料的第j道工序的工序开始时刻之差,小于或等于所述物料的第i道工序在加工位置的必要停滞时长;若第i+1道工序是机械手抓取,则令物料h的第i道工序加工完成后在加工位置的必要停滞时长等于物料h的第i+1道工序的加工时长;若第i+1道工序非机械手抓取,则令物料h的第i道工序加工完成后在加工位置的必要停滞时长等于零;其中,i,j为工序号,且均为正整数;所述工序开始时刻、所述加工时长、在加工位置的所述必要停滞时长、在加工位置的所述驻留时长以及所述工序结束时刻均大于或等于零。
4、作为一种可行的实施方式,所述目标函数如下:
5、
6、所述约束条件如下:
7、ethi+dhi+tdhi+stophi=lthi,h∈n,i∈on
8、ethi+1=lthi-stophi,h∈n,i∈on
9、xkhilj+xkljhi=1,h,l∈n,i,j∈on,k∈k
10、lthi-stophi≤etlj+m(1-xkhilj),h,l∈n,i,j∈on,k∈k
11、stophi=dhi+1 if i+1 is wtr else0
12、stophi+tdhi≤td_limithi
13、stophi,dhi,ethi,lthi,tdhi≥0
14、其中,n={1,2,...,n}:物料集合;o={o1,o2,...,on}:各物料的工序集合;k={1,2,...,n}:物料加工位置集合;ethi:物料h的第i道工序的工序开始时刻;lthi:物料h的第i道工序的工序结束时刻;dhi:物料h的第i道工序的加工时长;stophi:物料h的第i道工序加工完成后在加工位置的必要停滞时长;tdhi:物料h的第i道工序加工完成后在加工位置的驻留时长;td_limithi:物料h的第i道工序加工完成后在加工位置的最大驻留时长;m:大于预设阈值的正数;
15、
16、作为一种可行的实施方式,ethi、lthi、tdhi为连续变量、xkhilj为整数变量。
17、作为一种可行的实施方式,所述根据所述加工信息构建任务调度模型,包括:构建变量,所述变量用于表示所述加工信息;基于所述变量构建所述约束条件和所述目标函数,以得到所述任务调度模型。
18、作为一种可行的实施方式,所述对所述任务调度模型进行求解,得到全部所述物料的调度序列,包括:通过求解器对所述任务调度模型进行求解,得到满足所述约束条件的变量最优解;基于所述变量最优解确定得到所述调度序列。
19、本发明实施例提供了一种半导体工艺设备,包括控制器、存放模块、工艺模块及机械手;所述机械手用于将物料在所述存放模块与所述工艺模块之间以及所述工艺模块内部进行传送;所述控制器用于执行上述半导体工艺设备的物料调度方法,以控制所述机械手执行物料传送。
20、作为一种可行的实施方式,所述机械手包括以下至少一种:晶圆传送盒机械手、晶圆抓取机械手、晶圆传输机械手、双槽机械手;所述控制器用于控制所述晶圆传送盒机械手在所述存放模块与所述工艺模块之间传送晶圆传送盒;所述控制器用于控制所述晶圆抓取机械手、所述晶圆传输机械手、所述双槽机械手在所述工艺模块内部传送晶圆。
21、作为一种可行的实施方式,所述工艺模块包括:暂存模块、出入缓冲器、洗手槽及用于进行工艺操作的工艺槽;所述控制器基于所述调度序列控制所述机械手执行所述晶圆在所述工艺槽模块内部的传送。
22、作为一种可行的实施方式,所述存放模块包括多个晶圆架;所述多个晶圆架用于放置所述晶圆传送盒。
23、本发明实施例提供的半导体工艺设备的物料调度方法及半导体工艺设备,采用最小化全部物料完成加工的时长与全部物料在所有加工位置的驻留时长之和为目标的任务调度模型,实现了对物料的不同工序动态调节物料在加工位置的滞留时长,有效避免了现有方案存在的超过驻留时间上限问题,以及对模型求解可以得到最优的调度序列,获得产能最高的调度方案,同时上述最优的调度序列包括满足约束的各工序的工序开始时刻和工序结束时刻,调度序列不会出现冲突,不会出现死锁问题,极大提升了生产效率。
技术特征:
1.一种半导体工艺设备的物料调度方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述约束条件还包括:
3.根据权利要求2所述的方法,其特征在于,所述目标函数如下:
4.根据权利要求3所述的方法,其特征在于,ethi、lthi、tdhi为连续变量、xkhilj为整数变量。
5.根据权利要求1-4任一项所述的方法,其特征在于,所述根据所述加工信息构建任务调度模型,包括:
6.根据权利要求1-4任一项所述的方法,其特征在于,所述对所述任务调度模型进行求解,得到全部所述物料的调度序列,包括:
7.一种半导体工艺设备,其特征在于,包括控制器、存放模块、工艺模块及机械手;所述机械手用于将物料在所述存放模块与所述工艺模块之间以及所述工艺模块内部进行传送;
8.根据权利要求7所述的半导体工艺设备,其特征在于,所述机械手包括以下至少一种:晶圆传送盒机械手、晶圆抓取机械手、晶圆传输机械手、双槽机械手;
9.根据权利要求8所述的半导体工艺设备,其特征在于,所述工艺模块包括:暂存模块、出入缓冲器、洗手槽及用于进行工艺操作的工艺槽;
10.根据权利要求8所述的半导体工艺设备,其特征在于,所述存放模块包括多个晶圆架;
技术总结
本发明提供了一种半导体工艺设备的物料调度方法及半导体工艺设备,采用最小化全部物料完成加工的时长与全部物料在所有加工位置的驻留时长之和为目标的任务调度模型,实现了对物料的不同工序动态调节物料在加工位置的滞留时长,有效避免了现有方案存在的超过驻留时间上限问题,以及对模型求解可以得到最优的调度序列,获得产能最高的调度方案,同时上述最优的调度序列包括满足约束的各工序的工序开始时刻和工序结束时刻,调度序列不会出现冲突,不会出现死锁问题,极大提升了生产效率。
技术研发人员:杨光,张璐
受保护的技术使用者:北京北方华创微电子装备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!