一种含不可靠资源制造系统的鲁棒调度方法
本发明属于制造系统的生产调度,具体涉及一种含不可靠资源制造系统的鲁棒调度方法。
背景技术:
1、智能制造系统是一种人机一体化智能系统,在制造过程中利用计算机模拟人类专家的智能活动,对生产过程进行分析、控制和决策等。该系统由多个并行、相关联的生产过程组成,不同类型工件在竞争有限资源时,若缺乏合理的资源分配机制,就会导致生产过程因争抢共享资源而造成资源循环等待现象,即死锁现象。除此之外,在实际生产过程中往往容易发生资源故障,例如自动切割机床的刀具始终与切屑工件保持接触,在接触区域有很强的摩擦力、压力和温度,刀具极易磨损,这会进一步加剧资源循环等待现象(又称堵塞现象)的发生。
2、制造系统的调度问题本质上就是寻找一种满足系统约束的最优生产排班和资源分配方案。遗传算法是一类借鉴自然选择和自然遗传机制的随机搜索算法,被广泛的用于调度问题中。智能制造系统大多对工件工序进行编码,可能会出现多条染色体解码后对应同一个资源分配方案的情况,降低了种群的多样性。因此需要找到一种策略确保同一种资源分配方案在一个种群中只会出现一次,确保种群的多样性,增加搜索效率。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提出一种含不可靠资源制造系统的鲁棒调度方法,针对含不可靠资源的制造系统本发明方法能够避免不可靠资源故障导致生产停滞,同时利用改进遗传算法,快速寻找出满足要求的调度序列,提升生产效率。
2、本发明为实现上述发明目的,采取的技术方案如下:
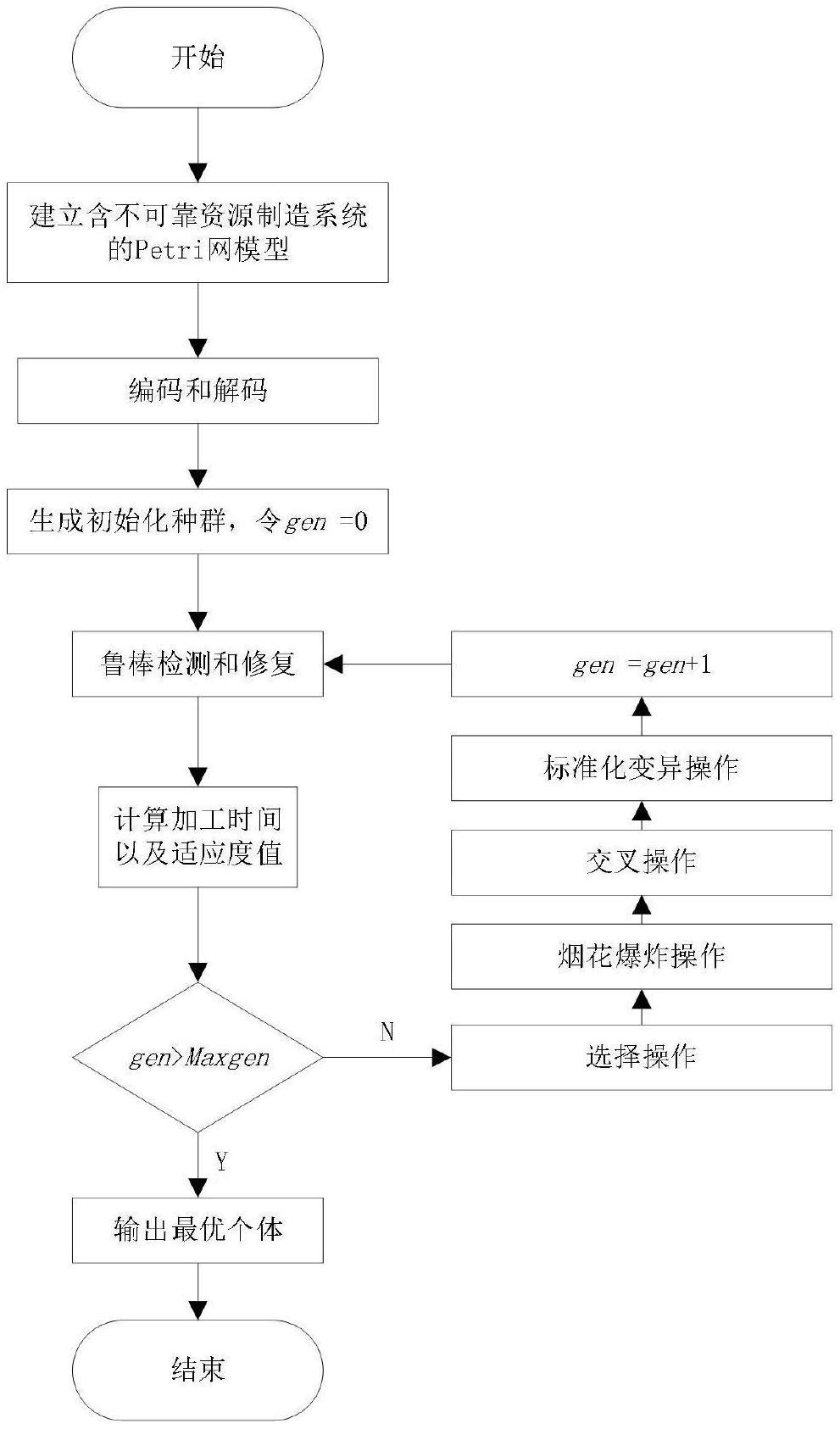
3、一种含不可靠资源制造系统的鲁棒调度方法,具体步骤包括:
4、步骤1、构建含不可靠资源制造系统的petri网模型(nu,mu0)及其关联矩阵a,其中nu=(pu,tu,fu)是一个有向图,代表由m个机器组成且能加工n类工件的制造系统;pu=psf∪p∪pr∪pu表示库所集,psf代表毛胚品的上传和卸载缓冲区,p代表加工操作集,pr代表资源集,pu为虚拟修复库所集;tu=t∪tu是变迁集,t代表能引发正常加工操作的变迁组成的集合,每一个变迁表示上一个操作的结束,下一个操作的开始,tu是由描述不可靠资源发生故障及修复过程的变迁组成的集合;mu0表示pu0→n,为初始标识集,其中n={0,1,2,…},代表系统的初始生产状态;a为关联矩阵,表示nu中变迁集tu和库所集pu的对应关系,是一个|tu|×|pu|的矩阵;
5、步骤2、进行编码和解码;
6、步骤3、随机生成初始种群,种群由固定规模的个体组成,每个个体对应一条染色体;令gen=0,gen为当前种群的迭代次数;随机生成的染色体满足步骤2的编码要求,若不满足,则进行更正;
7、步骤4、进行检测和修复;
8、步骤5、计算加工时间和适应度值;
9、步骤6、判断是否满足终止条件gen>maxgen,gen为当前种群的迭代次数,maxgen为最大迭代次数;若满足终止条件则输出最优个体,不满足则执行步骤7;
10、步骤7、改进遗传操作,令第gen代种群更新到第gen+1代,随后执行步骤4至步骤6;
11、步骤8、输出最优个体,输出种群中最优个体的染色体序列,变迁序列以及对应的加工时间makespan。
12、优选地,步骤2中编码和解码包含以下步骤:
13、步骤2-1、进行编码,染色体由路径序列和工序序列组成;路径序列代表各个工件的路径选择,工序序列表示工件的加工顺序,长度为加工完所有工件需要的工序总数;用数字对各个工件和加工进行编号,得到染色体对应的一个数字串;
14、步骤2-2、进行解码,首先根据路径序列中的数字判断工件的加工路径,其次工序序列中工件j的第n次出现代表工件j的第n个操作,依次将每个数字解码到对应的变迁,从而将编码的数字串解码成变迁序列。
15、优选地,步骤4中检测和修复包含以下步骤:
16、步骤4-1、从解码得到的变迁序列中的第一个变迁t1开始,检查t1能否在当前标识m下使能,若使能,则直接执行步骤4-2,其中变迁使能的条件为前置操作库所和前置资源库所中都有token;若不能使能,则从t1之后随机选择一个能使能的变迁t2,将其移动到t1之前重新记为t1,再执行步骤4-2;
17、步骤4-2、在当前标识m下引发变迁t1,即m[t1>m1,将m1放入集合ζ,找出标识m1的所有后继标识,并将所有的后继标识放入集合ζ;
18、步骤4-3、判断集合ζ中任一标识是否是死锁标识,如果ζ中所有标识均不是死锁标识,则允许t1在m下引发,否则,禁止t1在m下引发,然后从排在t1后面的变迁中找一个新的使能变迁t2,将其移动至t1之前重新记为t1,对t1继续执行步骤4-2。
19、优选地,步骤5中计算加工时间和适应度值包含以下步骤:
20、步骤5-1、计算加工时间,依次计算每一道工序的开始时间,通过比较工序对应工件的上一步工序的预估完成时间,以及当前工序使用的资源的空闲时间,取两者较大值作为当前工序的开始时间,同时该开始时间也是该工件上一步工序的实际完成时间,以及上一步工序所使用资源的实际释放时间,开始时间加上当前工序的操作时间为当前工序的预估完成时间;当计算完工序序列中的所有工序后,比较所有工件的完成时间,最大值为整个工序序列的加工时间makespan;
21、步骤5-2、计算适应度值adapt,计算公式如公式(1)所示:
22、
23、其中maxspan为当前种群的所有个体中最大的加工时间,minspan为所有个体中最小的加工时间,k为任意常数。
24、优选地,步骤7中改进遗传操作包含以下步骤:
25、步骤7-1、选择操作,首先将种群中的个体按照适应度值从大到小排列,然后选择前selectnum×popsize个个体直接加入下一代,其中selectnum为选择因子,popsize为种群大小;
26、步骤7-2、烟花爆炸操作,选择适应度最优的个体,适应度最差的个体以及其余的n-2个随机个体,其中n为进行烟花爆炸操作的个体数量,对其进行烟花爆炸操作,爆炸半径sai和爆炸火花数sni的计算如公式(2)和(3)所示:
27、
28、
29、其中ma为爆炸半径基值,mn为爆炸火花数基值,adapti为第i个个体的适应度值,ymax和ymin分别为最大适应度值和最小适应度值,ε为常数;
30、步骤7-3、交叉操作,首先从选择操作的个体中随机挑选一个个体,然后从其余个体中再随机挑选一个个体,随机选择两个插入点,将插入点之间两个个体的染色体片段进行交换;将原染色体中插入点之间的片段移动到工序序列的最前面,随后从前往后依次删除与插入的片段基因相同的基因;重复执行交叉操作,直到产生出完整的新一代种群;
31、步骤7-4、标准化变异操作,对种群中所有个体进行标准化操作,使得在调度中同一类并且选择同一条路径的工件中,编号较小的工件总是优先被处理;标准化后找出种群中所有相同的染色体,每类只保留一条,其余执行变异操作;
32、变异操作的具体步骤为:在染色体中随机选择一个变异点,然后随机确定一个变异长度,若变异的位置在工序序列中,则将变异点前后变异长度的基因进行对调,若变异位置在路径序列中,则令变异点后变异长度个工件的路径选择更改为可更改的其他路径。
33、优选地,步骤4-2中找出标识m1的所有后继标识的步骤包含:
34、步骤4-2-1、将所有不可靠资源在m1下分成两类,一类是在m1下非零,即该类不可靠资源在m1下仍有空闲单元,记成集合a类;另一类是在m1下为零,即该类不可靠资源在m1下所有单元都参与了加工操作,没有空闲,记成b类;
35、步骤4-2-2、对于任一a类资源,找出所有使用了该资源的非零操作库所,即该操作库所在m1下包含token,将该操作库所中所有token移至对应虚拟修复库所中,得到的新标识记为m1′;
36、步骤4-2-3、对于任一b类资源,找出m1′下所有使用了该资源的非零操作库所,记成集合bnonzero,选择bnonzero中任一库所,将其库所token保留一个,其余的移至对应虚拟修复库所中,将bnonzero中其余库所中所有token同时移至对应虚拟修复库所;找出b类资源所有的故障可能性对应的标识,将其放入集合ζ中;随后对集合ζ中的标识进行筛选操作,只保留后继标识;
37、其中,后继标识表示在某个给定的可达标识下,如果一个不可靠资源的所有单元同时在进行生产操作,最坏情况下只有一个单元在正常工作,其它都发生了故障;如果不是所有单元都在参加生产操作,则最坏情况下参加生产操作的这些单元同时发生故障,将这些最坏情况对应的标识称为后继标识。
38、采用以上技术方案与现有技术相比,本发明具有以下有益效果:
39、1、本发明方法基于petri网进行建模,将含不可靠资源的鲁棒死锁避免策略嵌入到调度方法中,在判断每一个变迁能否引发时,首先找出所有的后继标识,然后利用一步向前看方法,判断所有后继标识中是否存在死锁标识,确保系统在不可靠资源发生故障的情况下仍能继续进行;
40、2、本发明方法对遗传算法进行了优化改进,在选择操作后添加烟花爆炸操作,增加了算法的搜索效率,同时用标准化的变异操作替代普通的变异操作,去除种群中的等效个体,等效个体指染色体不同,但是解码后的变迁序列相同的个体,这样的个体操作顺序一样,加工时间一样,具有等效性,去除掉等效个体增加了种群的多样性,避免陷入局部死锁。
- 还没有人留言评论。精彩留言会获得点赞!