一种钢结构焊缝视觉检测系统及方法与流程
本发明涉及焊缝检测,更具体地说,本发明涉及一种钢结构焊缝视觉检测系统及方法。
背景技术:
1、焊接技术因为其精确、高效、成本低的优点在制造业中作为重要的连接工艺而被广泛应用,所有涉及金属连接的地方,无一例外的都是利用焊接技术,所以保证焊接构件的牢固性和安全性就具有非常重要的意义,焊接技术是连接金属以及非金属构件的一种可靠的拼接方法,对原材料、半成品及最终成品的焊缝检测是必不可少的步骤,焊接构件由于人工或材料的原因,焊接的构件难免会产生一些瑕疵或缺陷,例如:未焊透、咬边、焊瘤、表面气孔、表面裂纹,这些缺陷会对构件性能产生影响甚至事故发生,为了保证焊接构件的可靠性和使用寿命,对焊缝的缺陷检测有着十分重要的意义。
2、目前很多企业对焊缝检测,仍采用人工目测的方法,现代工业对焊件产品的数量急剧增加,产品质量要求越来越高,人工检测具有很大的不稳定性以及非标准性,且劳动力成本也在逐渐上涨,人工检测法不仅会因为个人的责任心和评判标准的不同会造成漏检的情况,同时也会造成工人眼睛疲劳等胜利状况,对人的身体健康造成危害,故传统意义上的人工检测已无法满足现代工业的要求。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施例提供一种钢结构焊缝视觉检测系统及方法,通过特征点定位模块,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:包括图像采集模块、图像去噪模块、图像分割模块、焊缝区域定位模块、特征点定位模块以及结果输出模块,所述图像采集模块通过激光光源投射到工件表面在焊缝处发生形变,利用图像传感器对包含焊缝信息的图像进行采集,所述图像去噪模块接收所述图像采集模块所采集的图像数据中焊缝图像所包含的飞溅以及弧光的噪声数据进行去除,所述图像分割模块采用双阈值最大类间方差法提取物体与焊缝区域,所述焊缝区域定位模块对工件上的边缘线进行定位,所述特征点定位模块依据标准偏差确定的点集,对超出这个区间点集的数据认定为误差,将误差进行剔除,所述结果输出模块,对所述特征点定位模块中提取出的焊缝区域特征点进行缺陷特征的输出。
3、在一个优选地实施方式中,所述图像采集模块主要包括图像传感器以及激光光源,通过激光光源发出的结构光平面投射到焊接工件表面在焊缝坡口处发生形变,图像传感器对包含焊缝信息的图像进行采集,将采集的数据传输至计算机中,通过计算机对采集的图像数据进行处理提取出焊缝信息,该模块中图像传感器以及激光光源安装在焊接机器人的末端,通过焊接机器人工作过程中位置的变换改变传感器的位置。
4、在一个优选地实施方式中,所述图像去噪模块将焊接现场采集到的焊缝图像中包含飞溅以及弧光的噪声数据,对采集的图像上的噪声进行分析,噪声主要以两种状态存在,由焊接过程中飞溅、环境杂光以及热辐射引起的离散态分布噪声,通过自适应中值滤波算法对噪声进行去除,所述自适应中值滤波算法首先确定窗口模板的尺寸大小,对模板内所有像素按从小到大顺序进行排序,取像素的中值作为替代值,定义m×n的矩形窗口cxy作为滤波区域,自适应中值滤波算法具体分为两个步骤,具体表现为:
5、步骤s201:
6、m(x,y)=f(x,y)+n(x,y)
7、z1=dmed-dmin
8、z2=dmed-dmax
9、z1>0且z2<0,执行步骤s2,不满足上述判断条件,选择增大窗口尺寸,窗口尺寸小于cmax,继续执行步骤s1,否则输出dmed
10、步骤s202:
11、z3=dxy-dmin
12、z4=dxy-dmax
13、其中,dmin表示cxy中的最小灰度值,dmax表示cxy中的最大灰度值,dmed是cxy中的灰度平均值,dxy表示矩形窗口中(x,y)的灰度值,cmax表示窗口cxy允许的最大尺寸,z1、z2、z3、z4分别表示图像数据中的四个方向。
14、在一个优选地实施方式中,所述图像分割模块通过图像分割提取物体与焊缝区域,采用阈值分割法,令图像中目标区域的灰度值保持不变,背景区域与物体的灰度值设为0,阈值分割具体可表现为:
15、
16、其中,图像处理前的像素点灰度值表示为q(x,y),处理后的像素点灰度值表示为h(x,y),灰度值范围为[1,0],t为分割阈值。
17、在一个优选地实施方式中,所述焊缝区域定位模块通过对图像像素进行分类,主要包括背景区域定位、物体区域定位以及焊缝区域定位,具体操作过程如下:
18、p1*m1+p2*m2+p3*m3=dw
19、
20、其中,p1是背景区域的像素概率,即落在背景区域的像素点数,p2、p3是落在物体区域以及焊缝区域的像素概率,dw代表整幅图像的平均灰度,m1、m2、m3分别为三个区域各自的平均灰度,k1、k2、l-1分别为三个分割阈值,区域分割的过程从k1开始,k1的范围是1~l-3,灰度值为0的前面没有第一区域,k2的范围是k1+1~l-2,根据像素对分割阈值的最大响应,进行区域的定位。
21、在一个优选地实施方式中,所述特征点定位模块根据标准偏差确定一个点集,{pk|k=1,2,3,...,n},将每一点集内所有元素的平均值作为原始拟合数据,对超出这个区间点集的数据认定为误差,将误差进行剔除,具体包括以下步骤:
22、s501、对物体的垂线采用扫描法进行扫描,根据垂线扫描结果区间{pk},根据最小二乘法进行直线拟合得到直线lp;
23、s502、计算区间{pk}中每一垂线方向上的每个中线点到初始拟合直线lp的距离dk及其距离的平均值d,计算每个点对应的残差:ck=dk-d,标准偏差估计值σ的计算公式如下:
24、
25、式中,n为中线点点数,也为垂线总条数;
26、s503、所有的中心点残差均满足|ck|=|dk-d|≤3σ的判断条件,此时无误差存在,直线lp即为焊缝特征点。
27、在一个优选地实施方式中,所述结果输出模块根据所述特征点定位模块输出4个缺陷特征结果,分别为咬边y、凹陷w、气孔q以及无缺陷k,将其带入特征点定位模块中进行训练。
28、在一个优选地实施方式中,所述具体包括以下步骤:
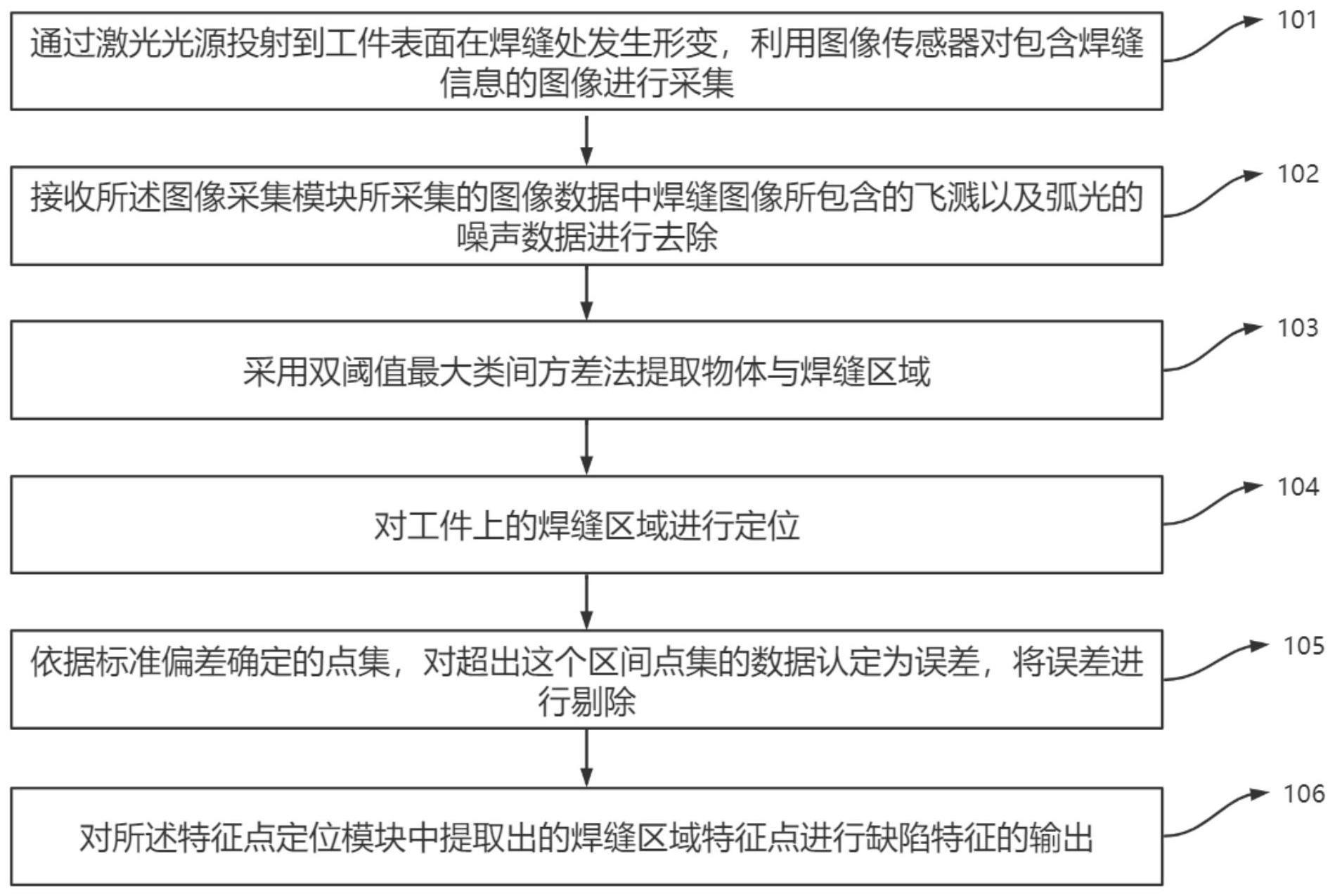
29、101、通过激光光源投射到工件表面在焊缝处发生形变,利用图像传感器对包含焊缝信息的图像进行采集;
30、102、接收所述图像采集模块所采集的图像数据中焊缝图像所包含的飞溅以及弧光的噪声数据进行去除;
31、103、采用双阈值最大类间方差法提取物体与焊缝区域;
32、104、对工件上的焊缝区域进行定位;
33、105、依据标准偏差确定的点集,对超出这个区间点集的数据认定为误差,将误差进行剔除;
34、106、对所述特征点定位模块中提取出的焊缝区域特征点进行缺陷特征的输出。
35、本发明的技术效果和优点:
36、本发明通过增强焊缝图像提高焊缝定位的精度,采用图像分割技术提取焊缝轮廓,采用直线拟合法,实现焊缝的自动定位,能够提高检测效率,降低检测成本,依据标准偏差确定的点集,对超出这个区间点集的数据认定为误差,将误差进行剔除得到焊缝区域的特征直线,从而精确的提取出了焊缝的中线点,提高了焊缝提取效率和精度。
- 还没有人留言评论。精彩留言会获得点赞!