利用数据分析技术的数字化生产管理系统及方法与流程
本发明涉及家电模具生产管理,具体为利用数据分析技术的数字化生产管理系统及方法。
背景技术:
1、模具是制造业的重要基础工艺装备,主要用于高效大批量生产工业产品中的有关零部件和制件,是装备制造业的重要组成部分。其产业关联度高,技术、资金密集,是制造业各有关行业产业升级和技术进步的重要保障之一。
2、模具是对原材料进行加工生产,赋予原材料以完整构型和精确尺寸的加工工具,主要用于高效、大批量生产工业产品中的有关零部件,强迫金属或非金属成型的工具,是工业生产中必不可少的关键工艺装备。家电模具是模具材料中的一种,家电模具的开发最重要的是对前期塑料部件结构合理性、成型技术、模具制作和每个部件组装的可行性评估。不管哪个环节出现差错,之后所有的工作都将白费。现有的技术下,一般采用moldflow分析软件提供全面的模具制造可行性分析报告,包括浇口位置、类型、数量以及分型线分析、关键尺寸确认等。利用分析软件可以实现对模具的全方位分析,给出合格不合格的产品分析,但是其缺乏数字化与智能化的管理,不涵盖模具的组装与再利用,往往判定为不合格的模具产品在实际使用下不存在问题,例如某一模具产品表面具备沾染的颜色或划痕,但在组装过程中,颜色或划痕所处地带与另一模具部件相接触,不影响实际使用等情况;例如某一模具产品出现缺陷时,其可以改装成另一模具产品,以降低生产成本和时间等。
3、而目前的模具生产检测技术只能勘验合格与不合格产品之分,缺乏智能化的管理与转化。
技术实现思路
1、本发明的目的在于提供利用数据分析技术的数字化生产管理系统及方法,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:利用数据分析技术的数字化生产管理方法,该方法包括以下步骤:
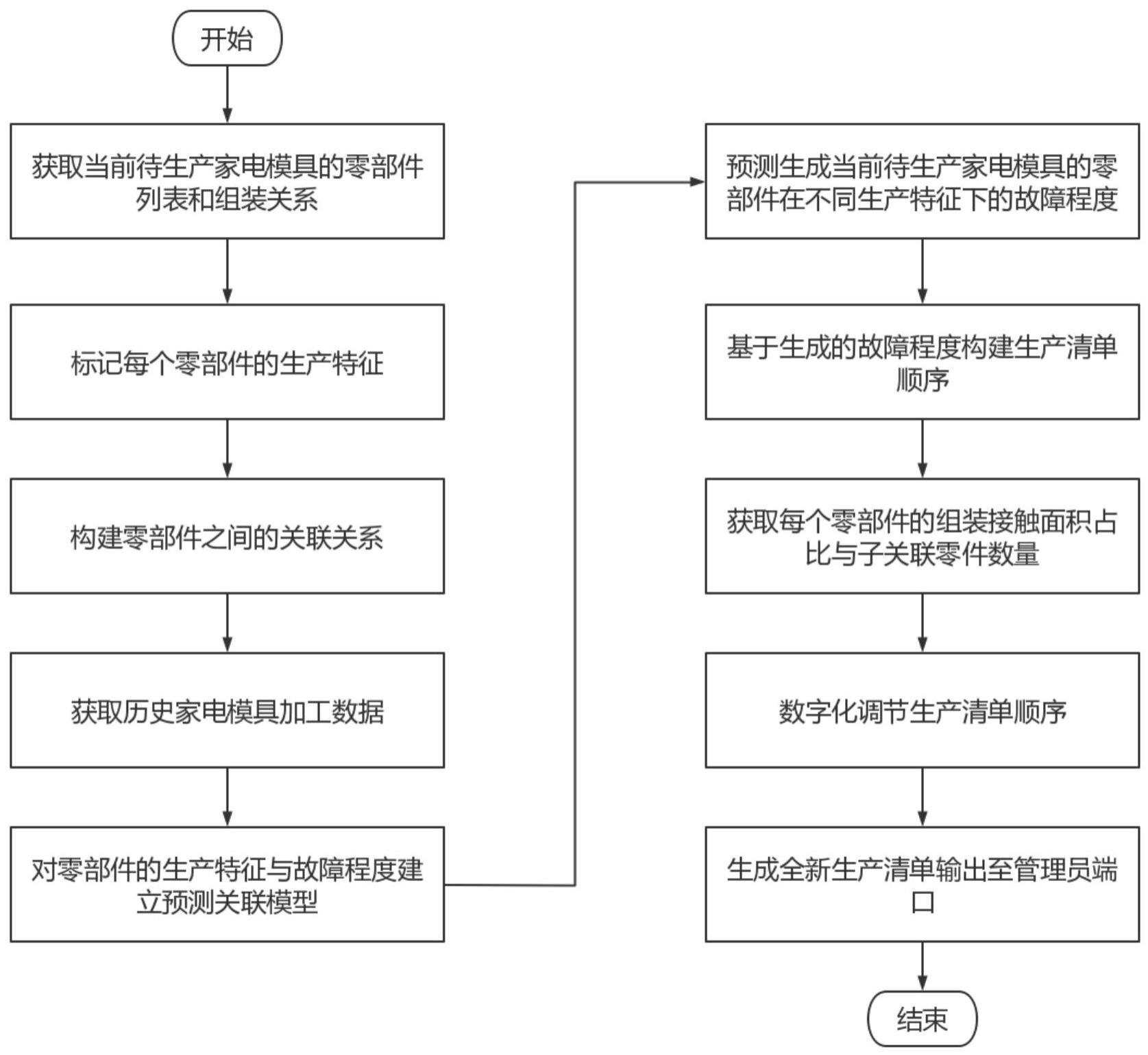
3、s1、获取当前待生产家电模具的零部件列表和组装关系,标记每个零部件的生产特征,所述生产特征包括切削次数、组装接触零件数量、规整程度占比;
4、s2、构建零部件之间的关联关系,所述关联关系包括母关联与子关联,若某一个零件能够完全嵌入另一个零件中,则称某一个零件为另一个零件的子关联零件,另几个零件记为某一个零件的母关联零件;
5、s3、获取历史家电模具加工数据,对零部件的生产特征与故障程度建立预测关联模型,预测生成当前待生产家电模具的零部件在不同生产特征下的故障程度;
6、s4、基于生成的故障程度构建生产清单顺序,获取每个零部件的组装接触面积占比与子关联零件数量,数字化调节生产清单顺序,生成全新生产清单输出至管理员端口。
7、根据上述技术方案,所述规整程度占比包括:
8、在三维展示软件中,绘制出家电模具零部件的三维展示图,构建基础规整图形体,所述基础规整图形体包括长方体、圆柱体、球体、圆锥体;
9、生成任一个基础规整图形体,其满足当前家电模具零部件完全嵌入、当前家电模具零部件表面与任一个基础规整图形体的接触点最多、任一个基础规整图形体体积最小;
10、所述生成的任一个基础规整图形体称为当前家电模具零部件的基础模型,计算当前家电模具零部件的体积与基础模型的体积比作为规整程度占比。
11、切削次数一般指数控机床的轨迹循环,其是数控机床加工过程中的主要技术手段,每一次切削包括切削用量,其中包括切削速度、背吃刀量及进给速度等。粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。切削次数越多,出现故障影响程度的值越大;组装接触零件数量指当前零部件与其他零部件的组装能力,与其他零部件的组装能力越强,代表其存在于外部的可能性越低,代表即便其故障程度偏高时依然可以使用;所述规整程度占比反应了切削的难易程度和原材料的使用成本,规整程度占比越大,切削的难度越低,出现的故障程度也越低;
12、根据上述技术方案,所述预测关联模型包括:
13、构建初始训练集,所述初始训练集包括历史家电模具加工数据中的每一组家电模具的生产特征以及家电模具的故障程度,所述故障程度以单位1作为计量单位,每出现一处故障,程度计量加1;
14、对初始训练集进行数据分析:
15、构建一个弱学习器,其能够满足家电模具生成特征与故障程度之间的拟合,记其为f0;构建针对于f0的损失函数,对f0进行调整,选取出损失函数最小时的对应弱学习器作为初始训练集的初始化弱学习器;
16、对初始化的弱学习器进行迭代训练,对初始训练集中每一个数据样本i,分别计算其负梯度rti:
17、
18、其中,xi为数据样本i的取值,l(yi,f(xi))为xi对应的损失函数;
19、其中,f(xi)采用上一轮学习器下的模型;t表示当前的迭代次数;指微分;
20、根据回归树原则,记在第t次迭代下生成的负梯度拟合形成称为第t棵回归树,第t棵回归树的叶子节点区域记为rtj,利用叶子节点区域和基础常数形成当前迭代条件下的最佳拟合值ctj:
21、
22、将每一棵回归树的叶子区域记为j,根据每一次迭代下的叶子节点区域遍历叶子区域形成新的学习器:
23、
24、其中,ft(x)代表第t轮迭代得出的强学习器;ft-1(x)代表上一轮的学习器;i代表与最佳拟合值ctj组合,表示本轮的决策树拟合函数;
25、设置迭代终止次数,在t满足迭代终止次数时,形成的最终学习器作为当前的预测关联模型,获取当前待生产家电模具的每个零部件的生产特征,分别代入当前的预测关联模型,预测生成当前待生产家电模具的零部件在不同生产特征下的故障程度。
26、根据上述技术方案,所述数字化调节生产清单顺序包括:
27、基于预测生成的当前待生产家电模具的零部件在不同生产特征下的故障程度,按照从大到小排序生成生产清单顺序;
28、获取每个零部件的组装接触面积占比与子关联零件数量;
29、所述组装接触面积占比k计算包括:
30、
31、其中,k0指零部件表面与其他零部件表面接触重合的面积之和;k1指零部件的表面积;
32、构建数字化生产积分p:
33、p=k1(a1k+a2g)+k2v0
34、其中,k1、k2代表数字化生产积分p的影响系数;a1、a2代表每个零部件的组装接触面积占比与子关联零件数量的权重分配;g代表当前家电模具零部件的子关联零件数量;v0代表当前家电模具零部件的故障程度;
35、子零件关联数量代表着母零件的改装能力,其包含的子零件关联熟练越多,能改装的能力越强,因此靠前生产,在故障程度不能调整时,可以进行改造,以节省原材料。
36、按照数字化生产积分调节生产清单顺序,生成全新生产清单输出至管理员端口。
37、利用数据分析技术的数字化生产管理系统,该系统包括:家电模具数据分析模块、关联分析模块、预测处理模块、清单调节模块以及数字化生产模块;
38、所述家电模具数据分析模块用于获取当前待生产家电模具的零部件列表和组装关系,标记每个零部件的生产特征,所述生产特征包括切削次数、组装接触零件数量、规整程度占比;所述关联分析模块用于构建零部件之间的关联关系,所述关联关系包括母关联与子关联,若某一个零件能够完全嵌入另一个零件中,则称某一个零件为另一个零件的子关联零件,另几个零件记为某一个零件的母关联零件;所述预测处理模块用于获取历史家电模具加工数据,对零部件的生产特征与故障程度建立预测关联模型,预测生成当前待生产家电模具的零部件在不同生产特征下的故障程度;所述清单调节模块基于生成的故障程度构建生产清单顺序,获取每个零部件的组装接触面积占比与子关联零件数量,数字化调节生产清单顺序;所述数字化生产模块用于连接管理员端口,生成全新生产清单输出至管理员端口,进行家电模具的数字化生产;
39、所述家电模具数据分析模块的输出端与所述关联分析模块的输入端相连接;所述关联分析模块的输出端与所述预测处理模块的输入端相连接;所述预测处理模块的输出端与所述清单调节模块的输入端相连接;所述清单调节模块的输出端与所述数字化生产模块的输入端相连接。
40、根据上述技术方案,所述家电模具数据分析模块包括待生产数据处理单元与标记单元;
41、所述待生产数据处理单元用于获取当前待生产家电模具的零部件列表和组装关系;所述标记单元基于当前待生产家电模具的零部件列表和组装关系标记每个零部件的生产特征;
42、所述规整程度占比包括:
43、在三维展示软件中,绘制出家电模具零部件的三维展示图,构建基础规整图形体,所述基础规整图形体包括长方体、圆柱体、球体、圆锥体;
44、生成任一个基础规整图形体,其满足当前家电模具零部件完全嵌入、当前家电模具零部件表面与任一个基础规整图形体的接触点最多、任一个基础规整图形体体积最小;
45、所述生成的任一个基础规整图形体称为当前家电模具零部件的基础模型,计算当前家电模具零部件的体积与基础模型的体积比作为规整程度占比;
46、所述待生产数据处理单元的输出端与所述标记单元的输入端相连接。
47、根据上述技术方案,所述关联分析模块包括初始关联单元和关联分类单元;
48、所述初始关联单元利用软件绘制零部件的空间形态;所述关联分类单元用于构建零部件之间的关联关系,所述关联关系包括母关联与子关联,若某一个零件能够完全嵌入另一个零件中,则称某一个零件为另一个零件的子关联零件,另几个零件记为某一个零件的母关联零件;
49、所述初始关联单元的输出端与所述关联分类单元的输入端相连接。
50、根据上述技术方案,所述预测处理模块包括历史数据调用单元和预测关联单元;
51、所述历史数据调用单元用于获取历史家电模具加工数据;所述预测关联单元基于历史家电模具加工数据对零部件的生产特征与故障程度建立预测关联模型,预测生成当前待生产家电模具的零部件在不同生产特征下的故障程度;
52、所述历史数据调用单元的输出端与所述预测关联单元的输入端相连接。
53、根据上述技术方案,所述清单调节模块包括清单初步生成单元与清单调节单元;
54、所述清单初步生成单元基于生成的故障程度构建生产清单顺序;所述清单调节单元用于获取每个零部件的组装接触面积占比与子关联零件数量,数字化调节生产清单顺序;
55、所述清单初步生成单元的输出端与所述清单调节单元的输入端相连接。
56、根据上述技术方案,所述数字化生产模块包括数据连接单元与传输单元;
57、所述数据连接单元用于构件连接线路,连接管理员端口;所述传输单元用于将生成的全新生产清单输出至管理员端口,进行家电模具的数字化生产;
58、所述数据连接单元的输入端与所述传输单元的输出端相连接。
59、与现有技术相比,本发明所达到的有益效果是:本发明能够解决当前分析软件的漏洞,可以实现对模具的全方位分析,在合格不合格的产品分析基础上,给出数字化与智能化的管理,对于瑕疵模具的组装与再利用构建出全新的分析方法,提高生产力,实现家电模具的数字化生产,满足家电模具生产检测标准的同时,实现生产顺序划分,节约原材料,降低生产时间,提高数字化生产效率。
- 还没有人留言评论。精彩留言会获得点赞!