一种复杂背景下的视觉图形识别方法、系统及激光切割机与流程
所属的技术人员能够理解,复杂背景下的视觉图形识别方法的各个方面可以实现为系统、方法或程序产品。因此,本公开的各个方面可以具体实现为以下形式,即:完全的硬件实施方式、完全的软件实施方式(包括固件、微代码等),或硬件和软件方面结合的实施方式,这里可以统称为“电路”、“模块”或“系统”。对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
背景技术:
1、在激光切割前,需要根据待加工板材尺寸以及样式预先由绘图人员设计切割线路,加工前将切割线路导入切割机床,再由人工寻边定位到板材的加工起始点,最后进行加工操作。上述操作过程步骤繁琐,人工操作量大。
2、目前也有采用自动执行切割线路的方式,比如现有技术公开了一种用于激光切割机的视觉寻边与定位方法, 该文件步骤包括:步骤s1、将切割板材放置在工作台上,同时通过与摄像头电连接的图像获取装置确保切割板材位于摄像头的拍摄范围内;步骤s2、摄像头自检;步骤s3、在步骤s1中摄像头获取的图像中去除背景;步骤s4、对步骤s3中的图像赋值坐标参数;步骤s5、对步骤s4中获取的切割板材的坐标参数,控制器进行计算,得出原点坐标及旋转角度;步骤s6、控制器控制激光切割机工件坐标系旋转;步骤s7、控制器控制切割头运动至切割板材的坐标系原点,可以看出该文件能够实现对切割板材的精准定位,实现基于切割线路进行自动切割。然而由于目前的一些切割环境较为复杂,在通过视觉处理过程中,所采集的图像存在大量的外界干扰因素,影响了激光切割机基于视觉寻边与定位的准度和精度,造成无法满足切割工艺要求,降低了切割质量。
技术实现思路
1、本发明提供一种复杂背景下的视觉图形识别方法,方法能够提高视觉图形识别的精度和准度,满足切割工艺的需要,提高自动化流水线的加工效率。
2、复杂背景下的视觉图形识别方法包括:
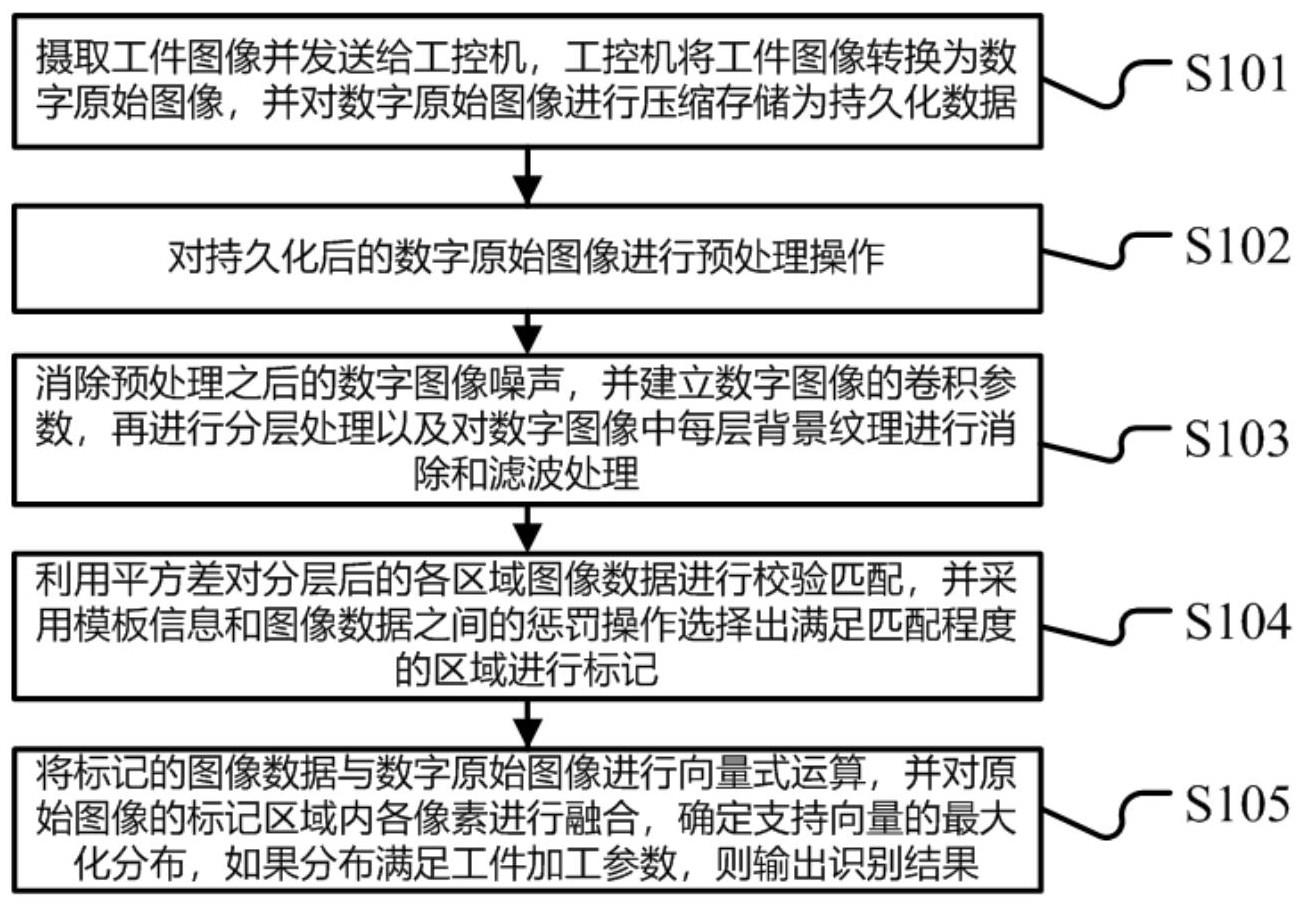
3、s101:摄取工件图像并发送给工控机,工控机将工件图像转换为数字原始图像,并对数字原始图像进行压缩存储为持久化数据;
4、s102:对持久化后的数字原始图像进行预处理操作;
5、s103:消除预处理之后的数字图像噪声,并建立数字图像的卷积参数,再进行分层处理以及对数字图像中每层背景纹理进行消除和滤波处理;
6、s104:利用平方差对分层后的各区域图像数据进行校验匹配,并采用模板信息和图像数据之间的惩罚操作选择出满足匹配程度的区域进行标记;
7、s105:将标记的图像数据与数字原始图像进行向量式运算,并对原始图像的标记区域内各像素进行融合,确定支持向量的最大化分布,如果分布满足工件加工参数,则输出识别结果。
8、进一步需要说明的是,步骤s101中,摄取的工件图像存储在相机前端的缓存中,基于预设发送条件,将工件图像按照摄取的顺序发送给工控机;
9、工控机接收到一完整工件图像后,向相机反馈当前工件图像接收完成;
10、工控机启动成像回调处理进程,将工件图像进行暂存,并根据预设指令,将工件图像转换为数字原始图像,并对数字原始图像进行压缩存储为持久化数据。
11、进一步需要说明的是,步骤s102中,预处理操作方式包括:
12、在成像仪上选定数字原始图像中任一畸变点,通过如下公式调节该畸变点在径向方向上的分布位置。
13、,其中:(x0,y0)是畸变点在成像仪上的原始位置,(x,y)是畸变较真后新的位置,r是以光轴中心的点为原点的半径,k1是一阶径向畸变系数,k2是二阶径向畸变系数,k3是三阶径向畸变系数。
14、在切向畸变中,畸变模型用参数p1和p2来描述,。
15、进一步需要说明的是,步骤s103中在使用卷积进行计算时,将卷积核的中心位置设置在待计算的数字图像上,计算卷积核中每个元素和其覆盖位置的数字图像像素值的乘积,并求和,进而得到该覆盖位置的数字图像的新像素值。
16、进一步需要说明的是,步骤s103中对数字图像中每层背景纹理进行消除和滤波处理方式包括:分别基于如下公式并结合滤波器进行处理,。
17、在滤波器中,d0是合理常量,d(u,v)是频域中一点(u,v)与频域矩形中心之间的距离,给定一个半径值d0作为阈值;滤波器在阈值下h(u,v)等于1,在阈值以上h(u,v)等于0。
18、进一步需要说明的是,步骤s103中还基于如下公式对数字图像中未过滤的频谱和被过滤的频谱之间的边界进行平滑处理,。
19、进一步需要说明的是,步骤s103还对数字图像进行模糊搜寻,并建立预设数量的识别区域,利用各区域图像数据形态差异进行校测。
20、进一步需要说明的是,步骤s104采用的模板为ncc模板,基于sobel梯度算子得到dx, dy, 算子梯度。
21、其中,,a的含义为图像元素,的含义为x向梯度;。
22、的含义为y向梯度;根据图像x向y向梯度,计算出总梯度结果为:
23、。
24、g的含义为总梯度,的含义为x向梯度的平方,的含义为y向梯度的平方。
25、方法还通过canny算法得到边缘图像、基于轮廓发现得到所有的轮廓点集,基于轮廓点集中每个点计算出各点的dx、dy、算子梯度(dxy)三个值,生成模板信息;
26、基于梯度匹配算法,将模板信息和图像数据进行匹配,使图像数据上出现的微小像素迁移进行抵消;
27、在匹配过程中,设定一个阈值,如果任意一点求和值小于阈值,则停止,继续从下一个点开始匹配过程。
28、本发明还提供一种复杂背景下的视觉图形识别系统包括:图像获取模块、工控机、图像处理模块、滤波处理模块、校验匹配模块以及结果输出模块;
29、图像获取模块用于摄取工件图像并发送给工控机,工控机将工件图像转换为数字原始图像,并对数字原始图像进行压缩存储为持久化数据;
30、图像处理模块用于对持久化后的数字原始图像进行预处理操作;
31、滤波处理模块用于消除预处理之后的数字图像噪声,建立数字图像的卷积参数,并进行分层处理以及对数字图像中每层背景纹理进行消除和滤波处理;
32、校验匹配模块用于利用平方差对分层后的各区域图像数据进行校验匹配,并采用模板信息和图像数据之间的惩罚操作选择出满足匹配程度的区域进行标记;
33、结果输出模块用于将标记的图像数据与数字原始图像进行向量式运算,并对原始图像的标记区域内各像素进行融合,确定支持向量的最大化分布,如果分布满足工件加工参数,则输出识别结果。
34、本发明还提供一种激光切割机,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现所述的复杂背景下的视觉图形识别方法的步骤。
35、从以上技术方案可以看出,本发明具有以下优点:
36、本发明能够将图像数据经畸变矫正去除畸变,再消除偏差,得到可以用于视觉软件处理的图像,最后经由视觉软件对图像进行算法处理,处理算法会根据参数配置信息,调整算法输入的信息,并用于处理计算,从而得出需要的图像数据。本发明可以降低机床本体背景对工件加工过程的影响,提高识别质量,易于产品化和现场人员操作。本发明的过程参数可以根据需要及时调整,视觉图形识别过程具有一定的灵活性,并且冗余性更强,交互性好。能够将识别后的视觉图像应用于激光切割工艺中。
- 还没有人留言评论。精彩留言会获得点赞!