一种设备装配方法、系统、设备及介质与流程
本发明属于计算机领域,具体涉及一种设备装配方法、系统、设备及介质。
背景技术:
1、随着科技的发展,大数据和云计算的广泛应用,再加上当前世界的瞬息万变,和市场环境的多元化,不仅对服务器的需求量越来越大,而对于机型套餐的配置也越来越多样化,为了满足不同的场景需求,往往需要不同的硬件配置。不同的配置需求,不仅仅能满足客户功能的需要,还能发挥其性能优势,提供高质量的性价比。
2、面对各式各样的配置需求,会产生不同的订单套餐,而在生产过程中,对于套餐配置的把控,也变得更加的繁琐和复杂;对于机器的组装,也有着更大的挑战,
3、传统的实现方式大都根据客户下达的机型订单,参考机型工艺文件,进行组装生产;根据机型套餐配置,人工梳理,将其所需要的部件信息,比如硬盘、内存、cpu、电源等硬件信息和生产指令中要求的软件信息,比如bios、bmc版本等,加入机型套餐基线中;slot槽位信息,需要等机器上线后,运行指定的指令,产生测试log,根据测试log,发送给对应的人员进行维护,维护生效后,发送相关基线进行生产客户定制的订单机型。
4、但在实施过程中往往存在以下问题:
5、①根据客户下达的订单情况,加入维护基线文件,因一个部件信息,可适用于多个套餐,所以造成大量重复工作,浪费人力时间成本。
6、②针对solt槽位维护部分,维护时间不可控,且可能单个订单,不同订单的机器数量混杂,易造成产线批量问题。
7、③若生产过程中有替换物料和改配情况,可能需重新维护基线,需要人力投入。
8、④根据工艺文件组装,工艺文件内容较多,当存在多个外插卡或内存混插等复杂套餐时,易出现安装位置不对的情况;当出现报错时,问题不易排查。
9、因此,亟需一种有效方案来解决上述问题。
技术实现思路
1、为解决上述问题,本发明提出一种设备装配方法,包括:
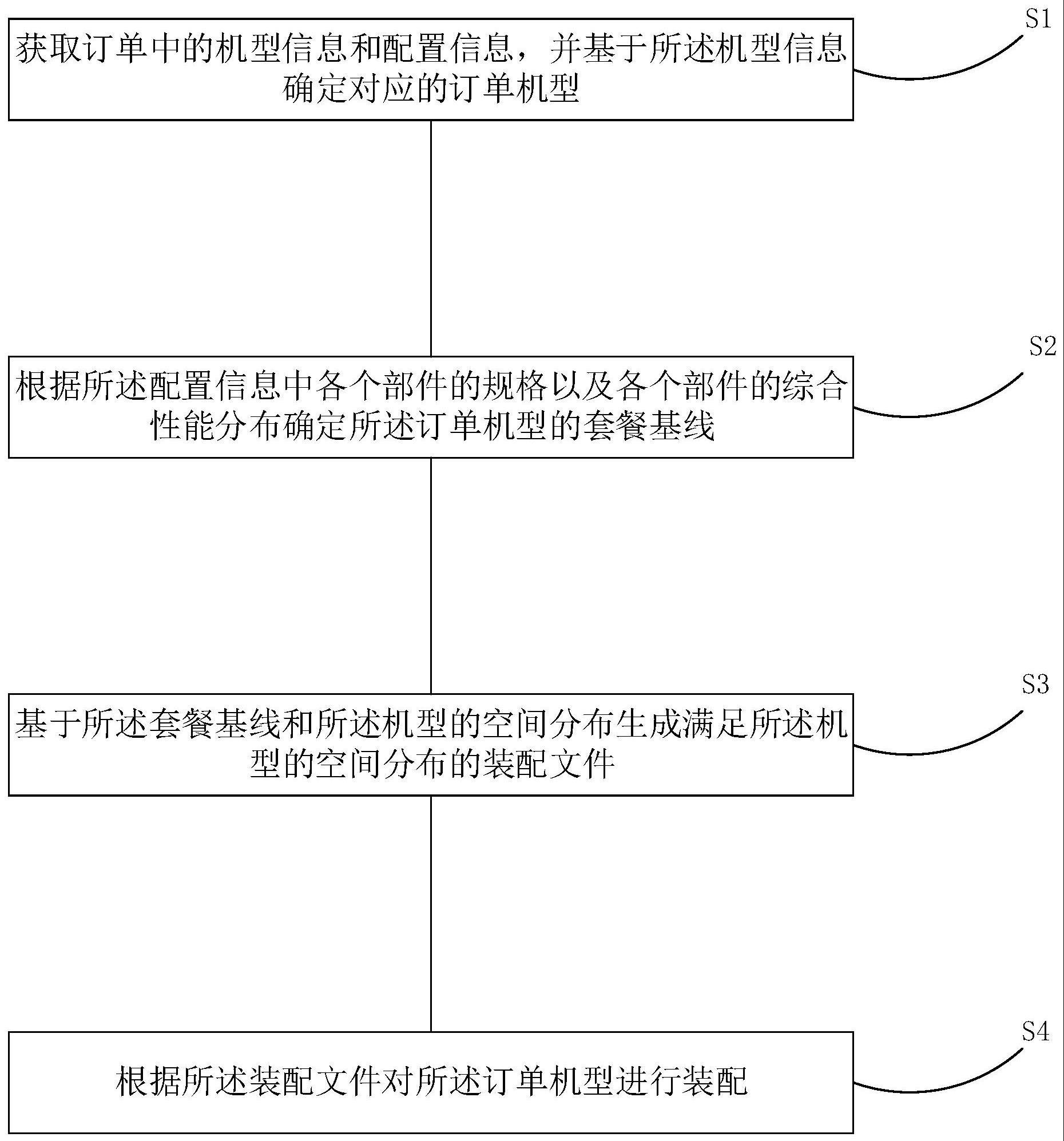
2、获取订单中的机型信息和配置信息,并基于所述机型信息确定对应的订单机型;
3、根据所述配置信息中各个部件的规格以及各个部件的综合性能分布确定所述订单机型的套餐基线;
4、基于所述套餐基线和所述机型的空间分布生成满足所述机型的空间分布的装配文件;
5、根据所述装配文件对所述订单机型进行装配。
6、在本发明的一些实施方式中,根据所述配置信息中各个部件的规格以及各个部件的综合性能分布确定所述订单机型的套餐基线的步骤包括:
7、根据所述机型信息确定所述机型对应的槽位,并确定每个槽位的各个维度的性能参数,并基于各个维度的性能参数对每个槽位分别进行排序;
8、从所述配置信息中确定对应的部件的规格,根据所述规格确定使用相同类型的槽位的不同部件在各个维度上的性能参数,并基于所述各个维度上的性能参数进行分别排序;
9、判断所述订单中是否指定对应的匹配维度,响应于未指定所述匹配维度,根据在默认维度上的各个部件的性能参数的顺序和每个槽位的性能参数的顺序,将对应的部件映射到对应的槽位上并生成槽位基线;或
10、响应于存在指定的匹配维度,根据所述匹配维度上的各个部件的性能参数的排序和每个槽位的性能参数的排序,将对应的部件映射到对应的槽位上并生成槽位基线。
11、在本发明的一些实施方式中,根据所述配置信息中各个部件的规格以及各个部件的综合性能分布确定所述订单机型的套餐基线的步骤包括:
12、获取所述机型上兼容性测试通过的各个部件对应的部件清单;
13、判断所述部件清单中的部件的规格是否满足所述配置信息中的规格,将满足所述规格的部件清单中的部件作为目标部件,并基于所述目标部件生成部件基线。
14、在本发明的一些实施方式中,根据所述配置信息中各个部件的规格以及各个部件的综合性能分布确定所述订单机型的套餐基线的步骤包括:
15、根据所述配置信息中的部件的规格确定所述目标部件中各个部件在不同维度上的性能参数,并确定在各个维度上性能参数最小的部件及其性能参数值;
16、将所述性能参数值乘以不同类型的部件所对应的范围因子得到不同部件的性能参数范围值;
17、基于所述性能参数范围值从所述目标部件中筛选出满足所述性能参数范围值约束的部件集合,并将所述部件集合作为最终部件生成部件基线。
18、在本发明的一些实施方式中,基于所述套餐基线和所述机型的空间分布生成满足所述机型的空间分布的装配文件的步骤包括:
19、根据所述机型的工艺文件获取所述机型的对应的槽位空间分布;
20、基于所述槽位空间分布以及所述槽位对应的部件占用的空间消耗,判断在第一预定方向上各个部件的空间是否存在覆盖;
21、响应于所判断的结果为存在覆盖,确定各个部件在所述预定方向上的先后顺序,并根据所述先后顺序相反的方式确定各个部件的安装顺序优先级;
22、基于所述安装顺序优先级生成所述各个部件的安装流程,并将所述各个部件的安装流程根据具体的流水线平台生成对应的装配文件。
23、在本发明的一些实施方式中,基于所述套餐基线和所述机型的空间分布生成满足所述机型的空间分布的装配文件的步骤还包括:
24、确定所述部件的安装方式所对应的操作空间消耗;
25、将第二预定方向上的各个槽位所对应的部件的安装顺序进行排列组合得到多个候选安装顺序;
26、基于所述安装顺序确定在每个部件安装后已安装的部件占用的空间消耗;
27、基于所述空间消耗和所述机型的对应的槽位空间确定剩余空间;
28、判断所述剩余空间是否满足所述部件的安装方式所对应的操作空间消耗;
29、响应于所述判断结果为满足,将所述候选安装顺序作为备选安装顺序;
30、响应于所述备选安装顺序为多个,计算多个备选安装顺序中每完成一个部件剩余的空间的与所述部件的安装方式所对应的操作空间消耗的差值的平均值;
31、将所述平均值最大的备选安装顺序作为所述各个部件的最终安装顺序,并基于所述最终安装顺序生成所述各个部件的安装流程,并将所述各个部件的安装流程根据具体的流水线平台生成对应的装配文件。
32、在本发明的一些实施方式中,根据所述装配文件对所述订单机型进行装配的步骤包括:
33、通过扫描槽位上的丝印信息获取对应的槽位编号,根据所述槽位编号从所述装配文件中获取目标部件信息,基于所述部件信息获取对应的部件;以及
34、响应于在对应的槽位上安装对应的部件,扫描所述部件上的标识码根据所述标识码获取对应的部件编号,判断所述部件编号是否存在于所述装配文件中;
35、响应于所述部件编号存在于所述装配文件中,则允许装配;以及
36、响应于所述部件编号不存在于所述装配文件中,则发出拒绝装配的提示并向管理系统上报异常。
37、本发明的另一方面还提出一种设备装配系统,其包括:
38、信息获取模块,所述信息获取模块配置用于获取订单中的机型信息和配置信息,并基于所述机型信息确定对应的订单机型;
39、套餐基线生成模块,所述套餐基线生成模块配置用于根据所述配置信息中各个部件的规格以及各个部件的综合性能分布确定所述订单机型的套餐基线;
40、装配文件生成模块,所述装配文件生成模块配置用于基于所述套餐基线和所述机型的空间分布生成满足所述机型的空间分布的装配文件;
41、装配控制模块,所述装配控制模块配置用于根据所述装配文件对所述订单机型进行装配。
42、本发明的又一方面还提出一种计算机设备,包括:
43、至少一个处理器;以及
44、存储器,所述存储器存储有可在所述处理器上运行的计算机指令,所述指令由所述处理器执行时实现上述实施方式中任意一项所述方法的步骤。
45、本发明的再一方面还提出一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述实施方式中任意一项所述方法的步骤。
46、通过本发明提出的一种设备装配方法,根据订单的机型信息和配置信息分析其综合性能,并基于综合性能自动匹配对应的部件,并根据部件空间大小和slot上的空间自动生成对应的装配文件可自动化且精准的实现订单对应的服务器的配置确定以及装配的工艺顺序合理准确。
47、进一步通过订单需求套餐和机型工艺文件、bom清单,实现套餐基线的自动维护,代替了原先的人工一个个套餐梳理和传递,避免了人为操作或因传递导致的报错,准确率高,且速度快;通过订单需求配置和机型安装位置优先级,自动生成装配方法,代替了原来的组装方式,节省查阅文件的时间成本,实现了按套餐的精准装配;slot基线可提前维护,也不用等到机器上线后,使用指令生产report后,再维护,节省了机器在产线等待的时间,提高了生产的效率,保证产品的质量。提高了生产的稳定性和产品的质量,减少产线生产的压力,提高生产的效率和产品的稳定性,减少过多的人工干预。
- 还没有人留言评论。精彩留言会获得点赞!