一种基于阵列传感及人工智能识别的激光焊接成形稳定性在线检测方法与流程
本发明涉及焊接在线检测及智能控制,是一种基于阵列传感及人工智能识别的激光焊接成形稳定性在线检测方法。
背景技术:
1、激光及激光复合能场焊接是智能制造领域中的主流技术之一。但是激光焊接在工程应用中往往存在非工艺参数波动引起的焊接不稳定现象,研究认为焊接羽辉及匙孔喷射物对激光能量吸收的波动与金属材料汽化过程的非平衡性是产生激光焊接不稳定性的根本原因。而激光焊接的不稳定性将直接导致许多焊后成形质量问题,比如,成形连续性、焊缝表面质量、飞溅量等。所以,可靠的焊接稳定性在线检测及质量闭环控制对于激光及激光复合能场焊接智能制造来说极为重要。
2、由于金属材料汽化是匙孔形成的主要原因,而且在激光及激光复合能场焊接时高能束激光与焊接件间的能量转化也都是在匙孔内完成的,所以匙孔的稳定性与激光焊接的稳定性具有较为直接的关联性,比如①匙孔内壁的波动将会影响到焊缝成形的连续性,②匙孔上开口的波动幅值及频率将对焊后表面成形质量产生较直接影响,③匙孔上开口边缘的异常波动更是焊接飞溅形成的前兆,所以匙孔的稳定性对于焊接成形连续性、表面质量、焊接飞溅等均有较直接的关联性,同时,由于在时间顺序上匙孔特征变化要先于焊缝成形产生,所以通过实时监测匙孔变化调节焊接工艺参数,对于实现焊缝成形质量稳定闭环控制也具有一定的可行性。但是,由于匙孔不同区域的信号变化对于识别不同稳定性特征存在较大的差异,需要将匙孔不同区域的信号有效分离出来,而匙孔本身的开口直径不足1mm,所以其内部信号特征属于介观领域检测范畴,同时由于缺陷种类、形成原因都不尽相同,所以不同区域信号的分析模型又存在较大差异,因此对于信号光学提取手段和数据分析方法都具有极高的技术要求。而现有检测方法,由于受宏观采样手段及现有数据分析方法的局限,难以获得准确、可靠的焊接稳定性信息,所以焊接稳定性在线可靠检测难度极大。
技术实现思路
1、本发明为克服现有技术的不足,本发明提供一种基于阵列传感及人工智能识别的激光焊接稳定性在线检测方法,本发明提出一种利用阵列传感手段采集匙孔内部特征区域的热激发态介观检测信号,并通过机器学习方式建立神经网络模型,再调用已训练好的识别模型在线分析信号特征、提取焊接稳定性信息,并可对焊缝成形连续性、表面质量、焊接飞溅具有较好的预测识别效果的人工智能在线检测方法。
2、需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
3、本发明提供了一种基于阵列传感及人工智能识别的激光焊接成形稳定性在线检测方法,本发明提供了以下技术方案:
4、一种基于阵列传感及人工智能识别的焊接检测装置,所述装置包括:外壳、基板、传感器、窄带滤光片和三维微调机构;
5、基板与激光焊接头连接起到固定整个装置的作用,基板上有安装孔可分别固定装置外壳、三维微调机构以及窄带滤光片承载架,三维微调机构与传感器连接可调节传感器感应芯片三维空间位置,窄带滤光片位于光学聚焦镜头组与阵列传感器感应面之间的光路上,滤光后的光学实像可投射在阵列传感器感应面上。
6、一种基于阵列传感及人工智能识别的激光焊接成形稳定性在线检测方法,所述方法基于一种基于阵列传感及人工智能识别的焊接检测装置,所述方法包括以下步骤:
7、步骤1:选取匙孔内部热激发态信号作为检测信号,获取介观检测信号;
8、步骤2:对介观检测信号进行预处理,得到计算机可识别类型数据;
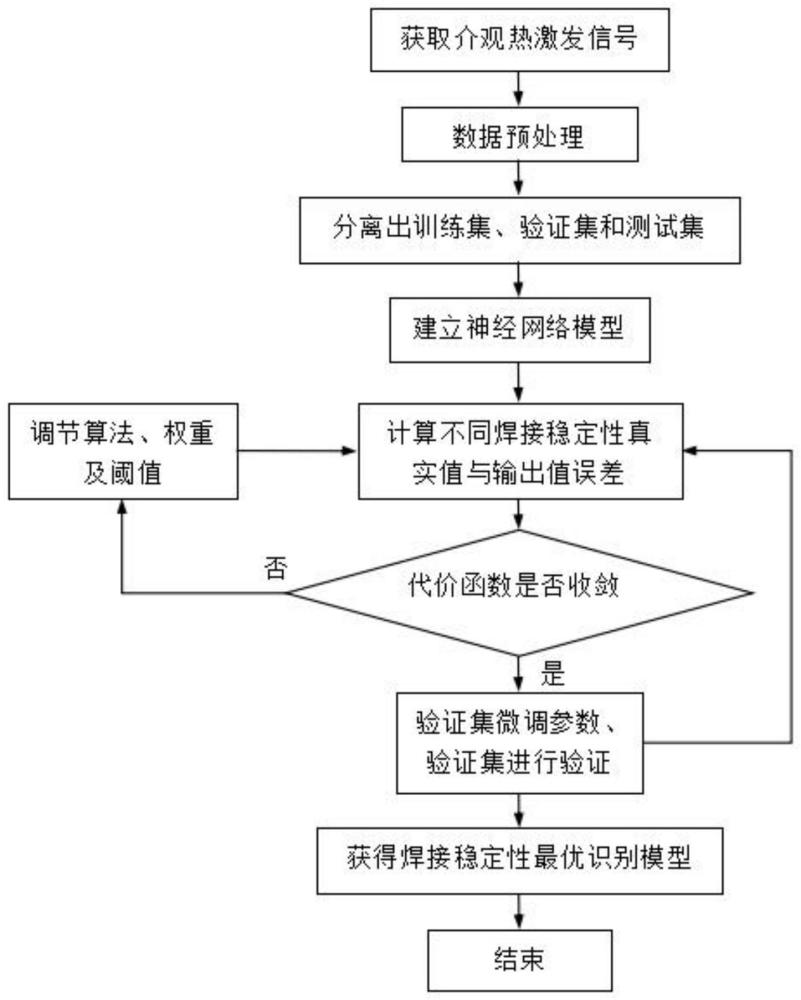
9、步骤3:根据预处理后的数据,进行标定后分成训练集、测试集及验证集;
10、步骤4:建立神经网络模型,通过深度学习方式训练匙孔内不同区域信号对缝成形连续性、表面质量、焊接飞溅量的识别能力,直至3种识别结果均能收敛,再通过验证集调整模型超参数;
11、步骤5:通过测试集检验模型的可靠性;
12、步骤6:调用已训练好的识别模型在线分析信号特征、提取焊接稳定性信息。
13、优选地,选取匙孔内的热激发态介观信号作为检测对象,利用光学聚焦成像及光谱透射原理将匙孔内部清晰的热激发态信号实像投射至阵列传感器的感应面上获得介观检测信号,采用机器学习中的深度方法,自动识别不同区域中的介观信号特征,对焊缝成形连续性、表面质量、焊接飞溅的趋势性进行预测,并获取当前匙孔稳定性信息。
14、优选地,所述匙孔内部热激发态信号,是激光光束进入母材后,通过剧烈的能量输入使匙孔底部金属迅速熔化、蒸发,并伴随高密度能量激发而产生的一种近红外信号,由于其产生于匙孔表面,因此该信号特征变化与匙孔动态行为具有较好的一致性。
15、优选地,介观检测信号的采集方法为:
16、s1、通过一个至少具有0.6-1.5m拍摄工作距离和10mm拍摄景深的高倍光学聚焦镜头组,从激光焊接头的同轴光路内提取到匙孔底部特征区域的清晰实像,足够的大的景深可以在焦距不发生改变的同时拍摄到波动状态下特征区域的清晰实像;
17、s2、在近红外谱段下,通过窄带滤光的办法将匙孔上方的焊接羽辉、激光束及其它大量焊接辐射信号有效屏蔽,使特征区域内的热激发态信号可以有效分离出来,从而大幅减少检测信号中的无效信号的占比;
18、s3、将热激发态信号实像投射至一个传感覆盖面积大、检测精度高的阵列传感器的感应面上,阵列传感器的感应区域应≥待测特征区域,且分辨精度≤10μm,由此获得待测特征区域中不同位置的介观信号。
19、优选地,所述焊接稳定性最优模型获取具体为,
20、将所述阵列传感器或图像传感器采集到的分析样本数据经一定的数据处理后转换成计算机可识别类型数据,其次分别将分析样本与实际的焊缝成形连续性、表面质量、焊接飞溅量进行标定后分成训练集、测试集及验证集,然后利用计算机构建神经网络模型,分别训练出可识别不同趋势变化的最大阈值,然后在焊接稳定性在线监测时,通过实时比对不同识别对象的当前趋势特征值与前一时刻或前n时刻的趋势特征值的增量是否超过阈值,并以此为依据来判断是否稳定。通过深度学习方式让计算机同时训练匙孔内不同区域信号对缝成形连续性、表面质量、焊接飞溅量的稳定性识别依据,既可识别趋势变化的最大阈值,直至3种识别结果均能收敛,再通过验证集调整模型超参数,通过测试集检验模型的可靠性。
21、优选地,将采集到的单路/或多路/或全部介观检测信号数据,通过一定的数据处理后转换成计算机可识别类型数据,调用已经训练好的识别模型,通过实时比对当前趋势特征值与前一时刻或前n时刻的趋势特征值的增量是否超过阈值,并以此为依据来判断焊缝成形连续性、表面质量、焊接飞溅的3种指标是否稳定,最后通过对3种预测结果的加权统计值给出焊接稳定性在线诊断结果或为焊接闭环控制系统提供关键工艺参数的调控依据,如焊接激光器功率、焊接速度、离焦量。
22、一种基于阵列传感及人工智能识别的焊接检测系统,所述系统包括:
23、数据采集模块,所述数据采集模块选取匙孔内部热激发态信号作为检测信号,获取介观检测信号;
24、预处理模块,所述预处理模块对介观检测信号进行预处理,得到计算机可识别类型数据;
25、标定模块,所述标定模块根据预处理后的数据及实际焊缝成形连续性、表面质量、焊接飞溅情况,进行标定后分成训练集、测试集及验证集;
26、模型建立模块,所述模型建立模块建立神经网络模型,通过深度学习方式训练匙孔内不同区域信号对缝成形连续性、表面质量、焊接飞溅量的稳定性识别依据,既可识别趋势变化的最大阈值,直至3种识别结果均能收敛,再通过验证集调整模型超参数,通过测试集检验模型的可靠性;
27、在线检测模块,调用已训练好的识别模型,通过实时比对当前趋势特征值与前一时刻或前n时刻的趋势特征值的增量是否超过阈值,并以此为依据来判断焊缝成形连续性、表面质量、焊接飞溅的3种指标是否稳定。
28、一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行,以用于实现一种基于阵列传感及人工智能识别的激光焊接成形稳定性在线检测方法。
29、一种计算机设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现一种基于阵列传感及人工智能识别的激光焊接成形稳定性在线检测方法。
30、本发明具有以下有益效果:
31、本发明采用匙孔内部热激发态信号作为检测信号,首先该信号与匙孔形态及稳定性特征都具有较好的一致性,所以可作为一种直接检测信号,能够避免采用间接检测信号检测时受环境湿度、温度、气体流场等干扰因素的影响。同时,该信号的近红外谱段增强特性也支持对焊接羽辉等其它有害信号的在该谱段下的有效屏蔽作用,提高检测信号中的有效信号比例,降低信号分析难度。
32、本发明提出将热激发态信号实像投射于阵列传感芯片进而获取介观信号的方法,能够实现对匙孔内部区域的全覆盖识别。由于激光焊接过程中激光匙孔一直处于波动状态中,介观尺度的不同稳定性特征区域位置也会随之摆动,所以对匙孔底部特征区域的全覆盖识别就非常必要了,本发明的一个特点就是可以自适应跟踪识别特征区域,可以准确定位孔内壁区域、匙孔开口区域及开口边缘区域的检测信号,同时利用阵列传器的高分辨特性可以对目标介观区域进行高分辨率识别,有效屏蔽掉绝大多数干扰信号,提高检测可靠性。
33、本发明采用机器学习中的深度学习方法,可通过热激发态信号中检测信号,就能自动识别不同特征区域介观信号特征,完成对焊缝成形连续性、表面质量、焊接飞溅量的有效预测,及对焊接稳定性的综合可靠评价,并且通过将一段时间内的数据进行叠加后再均化处理的信号预处理方法还能规避信号个例、捕捉信号规律性特征,有效规避掉焊接信号复杂、波动性大、干扰信号多等方面带来的数据分析问题。
- 还没有人留言评论。精彩留言会获得点赞!