智能扭矩扳手控制方法、装置、设备及介质与流程
本技术涉及扭矩扳手的,尤其是涉及一种智能扭矩扳手控制方法、装置、设备及介质。
背景技术:
1、目前,在生产一些设备时,例如伺服驱动器和电机,多采用螺丝对这些设备进行固定和装配。
2、在设备的装配过程中,当拧紧螺丝时需要控制拧紧扭矩,若扭矩过大则会造成螺丝及设备的损坏,若扭矩过小则会影响设备在使用过程中的稳定性。
3、在日常装配过程中,为了改善装配效果,多采用扭矩扳手按照装配标准进行装配,在装配过程中,由于设备中各个部分的强度不同,需要的螺丝种类不同,在特定部分还需要按照一定顺序进行装配,例如:在对旋转的物体进行固定时,因为要考虑到旋转时的动平衡问题,所以需要以对角顺序对五颗螺丝进行固定。目前,操作人员需要对照操作手册按照装配标准进行装配,因需要涉及大量零件,翻找操作手册时花费大量时间导致工作效率低。
技术实现思路
1、为了提高装配效率和装配的准确性,本技术提供一种智能扭矩扳手控制方法、装置、设备及介质。
2、第一方面,本技术提供一种智能扭矩扳手控制方法,采用如下的技术方案:
3、一种智能扭矩扳手控制方法,包括:
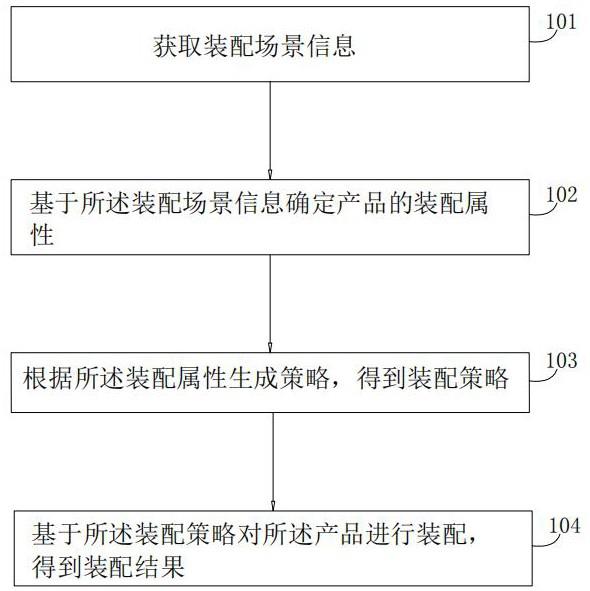
4、获取装配场景信息;
5、基于所述装配场景信息确定产品的装配属性;
6、根据所述装配属性生成策略,得到装配策略;
7、基于所述装配策略对所述产品进行装配,得到装配结果。
8、通过采用上述技术方案,根据装配场景信息和装配属性生成装配策略,使操作人员选择的装配策略更加科学,根据装配策略对产品进行装配,提高了装配效率,减少了装配出错的可能性。
9、可选的,根据所述装配属性生成策略,得到装配策略包括:
10、获取所述产品的所有装配点数量;
11、将所述装配点数量与所述装配属性进行匹配,得到匹配结果;
12、基于所述匹配结果确定每个所述装配点的层级和单点装配顺序;
13、赋予所述层级第一权重值和所述单点装配顺序第二权重值;
14、基于所述第一权重值和所述第二权重确定装配策略。
15、通过采用上述技术方案,根据装配点所在的层级确定第一权重值,根据固定装配顺序确定第二权重值,根据第一权重值和第二权重值确定装配策略,装配策略按照从下层向上层的装配顺序和特殊固定顺序生成,减少了在实际装配过程中,操作人员以错误顺序对装配点进行装配导致装配出错的情况发生。
16、可选的,在基于所述第一权重值和所述第二权重确定装配策略之后,所述方法还包括:
17、分别获取当前装配点和上一装配点的第一权重值和第二权重值;
18、判断当前装配点的第一权重值和第二权重值是否与上一装配点的第一权重值和第二权重值对应相同;
19、若相同,则获取上一装配点的批头类型,并对批头类型赋予第三权重值;
20、判断当前装配点的批头类型是否与上一装配点的批头类型一致;
21、若所述当前装配点的批头类型与所述上一装配点的批头类型一致,则基于预设比例系数对所述第三权重值进行修改,得到新的第三权重值;
22、基于所述第三权重值对装配策略进行调整,得到新的装配策略。
23、通过采用上述技术方案,在装配点的第一权重值和第二权重值的基础上加入第三权重值,用以判断当前装配点与上一装配点是否相同,并根据第三权重值对装配策略进行修改,减少了在装配过程中频繁更换批头导致的更换批头时间开销过大的情况发生;减少了推荐装配点的数量,使推荐装配点的可视化展示更加直观。
24、可选的,在根据所述装配属性生成策略,得到装配策略之后,所述方法还包括:
25、获取可视化模板;
26、根据所述装配场景信息对所述可视化模板进行填充,得到可视化装配场景;
27、根据所述装配策略对可视化装配场景进行填充,得到装配策略可视化结果。
28、通过采用上述技术方案,将装配策略和装配属性进行可视化展示,使操作人员可以更加直观的获取到装配点的装配属性和对装配点装配的装配策略,减少了因操作人员在装配过程中翻阅操作手册,导致装配效率低下的情况发生,通过根据装配策略进行装配,使操作人员在装配过程中选择的装配策略更加科学。
29、可选的,在基于所述装配策略对所述产品进行装配,得到装配结果之前,所述方法还包括:
30、基于所述装配属性确定预设批头类型;
31、获取当前批头类型;
32、判断所述当前批头类型与所述预设批头类型是否一致;
33、若所述当前批头类型与所述预设批头类型不一致,则生产报警信息;
34、获取所述扭矩扳手的当前使用次数;
35、基于预设使用次数和当前使用次数判断所述扭矩扳手是否能执行所述装配策略;
36、若所述扭矩扳手不能执行所述装配策略,则对所述报警信息进行修改,重新生成报警信息。
37、通过采用上述技术方案,在使用扭矩扳手进行装配之前,对扭矩扳手装配的批头进行检测,若与装配点要求的批头类型不同,则发送报警信息,减少了因使用错误的螺丝型号导致影响装配点装配效果的情况发生;在使用扭矩扳手前对扭矩扳手的使用寿命进行检测,若扭矩扳手使用次数超出使用寿命,则发送报警信息,减少了因扭矩扳手过度使用造成的影响装配效果的情况发生。
38、可选的,在基于所述装配策略对所述产品进行装配,得到装配结果之后,所述方法还包括:
39、获取监测信息,所述监测信息为扭矩扳手在对螺丝装配过程中的最大扭矩;
40、将所述监测信息与所述装配策略进行比对,得到扭矩偏差值;
41、根据预设精度,得到扭矩允许误差范围;
42、将所述扭矩偏差值与所述扭矩允许误差范围进行比对,得到装配扭矩结果;
43、若所述扭矩偏差值不在所述扭矩允许误差范围之内,则所述装配扭矩结果为装配异常;
44、若所述扭矩偏差值在所述扭矩允许误差范围之内,则所述装配扭矩结果为装配合格。
45、通过采用上述技术方案,对装配时的实际扭矩进行检测,并判断扭矩偏差值是否在误差允许范围之内,若不在,则装配异常,减少了在扭矩扳手未超过使用寿命的使用过程中,存在设定扭矩和实际扭矩存在误差影响装配效果的情况发生,提高了对装配过程中扭矩的把控。
46、可选的,将所述扭矩偏差值与所述扭矩容忍范围进行比对,得到装配扭矩结果之后,所述方法还包括:
47、当所述装配扭矩结果为装配异常时,根据所述扭矩偏差值确定修正策略;
48、根据所述修正策略对扭矩扳手的扭矩设定值进行临时修正,并对扭矩扳手的第一使用次数进行记录,所述第一使用次数为扭矩扳手修正后的使用次数;
49、根据修正办法确定修正容忍次数,若第一使用次数超过修正容忍次数,则得到扭矩扳手异常信息。
50、通过采用上述技术方案,通过修正方法对扭矩扳手进行重新标定,使扭矩扳手在精度出现较大误差时可以使用临时方法继续使用,减少了因扭矩扳手误差大影响装配效果和装配工期的情况发生;另一方面,在进行修正之后,重新计算使用次数和使用寿命,减少了因扭矩扳手过度使用造成的影响装配效果的情况发生。
51、第二方面,本技术提供一种智能扭矩扳手控制装置,采用如下的技术方案:
52、一种智能扭矩扳手控制装置,包括:
53、获取模块,用于获取装配场景信息;
54、确定模块,用于基于所述装配场景信息确定产品的装配属性;
55、生成模块,用于根据所述装配属性进行策略推荐,得到装配策略;
56、装配模块,用于基于所述装配策略对所述产品进行装配,得到装配结果。
57、通过采用上述技术方案,根据装配场景信息和装配属性生成装配策略,使操作人员选择的装配策略更加科学,根据装配策略对产品进行装配,提高了装配效率,减少了装配出错的可能性。
58、第三方面,本技术提供一种电子设备,采用如下的技术方案:
59、一种电子设备,包括处理器,所述处理器与存储器耦合;
60、所述存储器上存储有能够被处理器加载并执行第一方面任一项所述的智能扭矩扳手控制方法的计算机程序。
61、第四方面,本技术提供一种计算机可读存储介质,采用如下的技术方案:
62、一种计算机可读存储介质,存储有能够被处理器加载并执行第一方面任一项所述的智能扭矩扳手控制方法的计算机程序。
- 还没有人留言评论。精彩留言会获得点赞!