基于智能控制的医用功能食品生产线自动化管理系统的制作方法
本发明涉及生产管理,具体涉及基于智能控制的医用功能食品生产线自动化管理系统。
背景技术:
1、医用功能食品是一种特定的营养成分或生物活性成分,可以提供健康益处或治疗特定疾病的食品,这些食品通常经过科学研究和临床试验,以确保其具有明确的医疗或健康效果。
2、现有的医用功能食品生产线自动化管理方案在实施时,大多数还是停留在通过物联网技术来对生产过程的各方面数据进行监测、比对、分析以及提示上,不能在前期以及生产过程实施模块化的抽检以及数据分析,并根据数据分析的结果对后续的生产进行动态管控,导致生产的主动处理的效果不佳。
技术实现思路
1、本发明的目的在于提供基于智能控制的医用功能食品生产线自动化管理系统,用于解决现有方案中不能在前期以及生产过程实施模块化的抽检以及数据分析,并根据数据分析的结果对后续的生产进行动态管控来提高生产的主动处理效果的技术问题。
2、本发明的目的可以通过以下技术方案实现:
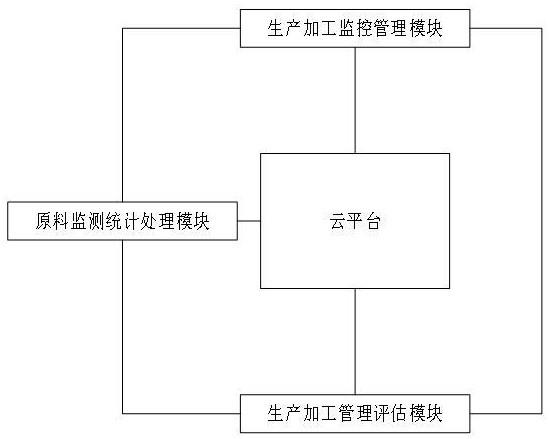
3、基于智能控制的医用功能食品生产线自动化管理系统,包括:
4、原料监测统计处理模块,用于对医用功能食品生产线待生产的医用功能食品的原料进行监测统计,并对原料实施有效性处理,得到原料统计处理信息;包括:
5、对待生产的医用功能食品的原料类型以及重量进行监测,并将原料类型与数据库中预存储的原料类型权重表进行遍历匹配获取对应的原料类型权重;提取原料类型权重和重量的数值并排序组合得到原料监测数组;
6、对原料实施有效性处理时,对原料进行抽样检测获取对应的过氧化值,并将检测获取的过氧化值与原料对应的过氧化值标准值进行比对分类;
7、若过氧化值小于过氧化值标准值,则生成原料正常标签并将其关联的数值设置为1;若过氧化值不小于过氧化值标准值,则生成原料异常标签并将其关联的数值设置为0;
8、原料正常标签或者原料异常标签构成原料有效分析数据;
9、对原料监测数组中重量元素后面的位置增加新元素并标记为审核元素,并将原料有效分析数据中原料正常标签或者原料异常标签关联的数值添加到新元素,增加后的原料监测数组与原料有效分析数据构成原料统计处理信息并上传至云平台;
10、生产加工监控管理模块,用于根据原料统计处理信息对医用功能食品生产线的生产过程实施动态抽检并对自动生产进行动态控制。
11、优选地,生产加工监控管理模块的工作步骤包括:
12、获取原料统计处理信息中的原料监测数组并对审核元素进行验证,若审核元素为0,则不继续后续的生产;
13、若审核元素为1,则获取原料监测数组中原料类型权重和重量的数值,根据原料类型权重的数值获取对应的标准重量,通过计算原料监测数组中重量与标准重量的比值并标记为调整系数;
14、将调整系数与原料类型对应的原料条件表进行遍历匹配获取对应的主生产条件信息和辅生产条件信息;
15、根据主生产条件信息对应的主生产时长获取对应的第一抽检时间点并实施对应的第一抽检方案得到第一抽检结果;
16、根据第一抽检结果控制主生产结束后续的辅生产是否继续生产。
17、优选地,实施第一抽检方案时,根据第一抽检时间点获取在主生产条件下生产时的主目标物浓度,提取主目标物浓度的数值并与第一抽检时间点对应的标准主目标物浓度进行比对判断;
18、若主目标物浓度不低于标准主目标物浓度,则生成主生产正常标签;
19、若主目标物浓度低于标准主目标物浓度,则生成主生产异常标签;
20、主生产正常标签或者主生产异常标签构成第一抽检结果。
21、优选地,若第一抽检结果中包含主生产异常标签,则控制后续的辅生产停止生产并生成主生产异常的告警提示;
22、若第一抽检结果中包含主生产正常标签,则控制后续的辅生产继续生产,并获取辅生产条件信息中的所有辅助酶和辅助酶解条件数据,根据酶解的顺序依次对不同的辅助酶进行编号并标记为第一辅助酶、第二辅助酶、……、第n辅助酶,n为正整数;
23、根据第一辅助酶、第二辅助酶、……、第n辅助酶对应的辅助酶解条件数据包含的第一辅助酶解时长、第二辅助酶解时长、……、第n辅助酶解时长获取对应的第二抽检时间点、第三抽检时间点、……、第n+1抽检时间点,并根据第二抽检时间点实施对应的第二抽检方案得到第二抽检结果。
24、优选地,根据第二抽检结果控制第一辅助酶生产结束后续的辅生产是否继续生产时,实施第二抽检方案过程中,根据第二抽检时间点获取在第一辅助酶对应的辅助酶解条件下生产时的辅目标物浓度,提取辅目标物浓度的数值并与第二抽检时间点对应的标准辅目标物浓度进行比对判断;
25、若辅目标物浓度不低于标准辅目标物浓度,则生成辅生产正常标签;
26、若辅目标物浓度低于标准辅目标物浓度,则生成辅生产异常标签;
27、辅生产正常标签或者辅生产异常标签构成第二抽检结果。
28、优选地,根据第二抽检结果控制第一辅助酶生产结束后续的辅生产是否继续生产,以此类推后续的若干辅助酶的辅生产,直至第n辅助酶的辅生产结束。
29、优选地,生产加工管理评估模块,用于对医用功能食品生产线自动化生产的全过程实施稳定性评估,并根据评估结果对生产线的生产进行动态告警提示。
30、优选地,对生产线实施主生产条件和辅生产条件的全过程进行监测以及数据统计分析,获取主生产条件和不同辅生产条件实施生产温度控制时的实时生产温度和实时时间并通过预构建的生产温度坐标系构建对应的实时生产温度曲线,将构建的实时生产温度曲线与对应的标准生产温度曲线进行比对匹配;
31、若实时生产温度曲线与对应的标准生产温度曲线完全重叠,则生成控制正常标签;若实时生产温度曲线与对应的标准生产温度曲线不完全重叠,则生成控制异常标签。
32、优选地,根据控制异常标签对出现的生产温度异常进行追溯评估时,将不完全重叠开始出现的时间点标记为第一时间,以及将不完全重叠停止出现的时间点标记第二时间,根据第一时间和第二时间之间的时间段获取实时生产温度曲线和标准生产温度曲线形成的区域面积值;
33、根据区域面积值对生产温度异常的程度进行评估时,将区域面积值与预设的面积阈值进行比对分类,得到由轻度异常标签或者重度异常标签以及对应的第一时间和第二时间构成异常追溯分析数据;
34、控制正常标签或者控制异常标记以及对应的异常追溯分析数据构成评估结果,根据评估结果对生产线的生产进行动态告警提示时,根据异常追溯分析数据中的向轻度异常标签或者重度异常标签以及对应的第一时间和第二时间向管理员提示对应生产过程的异常时间以及异常程度。
35、为了解决上述问题,本发明还提供了一种存储介质,包括至少一个处理器;以及,与至少一个处理器通信连接的存储器;
36、其中,存储器存储有可被至少一个处理器执行的计算机程序,计算机程序被至少一个处理器执行,以使至少一个处理器能够执行上述的基于智能控制的医用功能食品生产线自动化管理系统。
37、相比于现有方案,本发明实现的有益效果:
38、本发明通过对医用功能食品生产线生产前期的原料实施监测统计以及有效性处理,可以有效提高后续医用功能食品生产数据分析的效率以及数据利用的准确性;通过对医用功能食品生产线的生产过程实施模块化的抽检,并根据抽检结果对后续的生产进行动态控制,可以及时高效的对出现异常的生产环节进行主动管控,避免异常的生产环节造成更大的影响和损失,达到及时止损的目的的同时,还可以为后续医用功能食品生产线的生产优化以及管理提供可靠的数据支持,提高了生产线生产监测数据分析利用的可靠性和多样性。
39、本发明通过对医用功能食品生产线自动化生产的全过程实施稳定性评估,可以获取不同生产环节生产温度方面的实施是否稳定,并且通过对出现异常的生产温度实施追溯评估,确定对应异常生产温度的异常程度和异常时间,以便可以及时高效的发出预警提示管理人员当下的控制管理以及后续的升级管理,提高了医用功能食品生产线自动化生产稳定方面监测分析的可靠性。
- 还没有人留言评论。精彩留言会获得点赞!