一种铸材表面瑕疵边缘视觉检测方法、系统、装置及介质与流程
本发明涉及图像处理的,尤其是涉及一种铸材表面瑕疵边缘视觉检测方法、系统、装置及介质。
背景技术:
1、近年来全球对铝合金铸件的需求量逐年增长。由于我国的铝资源具有得天独厚的优势,所以目前我国的铝合金压铸行业呈现一个高速发展的态势。根据报道,福建省现阶段每年铸件产量约三百万吨,其中铝合金铸件的比例在四分之三以上,压铸产业已成为我省装备制造业发展的重要基础。
2、铸件是通过浇筑模型浇筑出金属的形状,当铸件冷却后对铸件的边缘进行打磨,但是在浇注过程中产生的气体未能及时逸出而形成的孔洞凹陷,或模具中可能有杂质,引起杂质融化形成凸起,进而需要打磨结束后对铸件的表面进行缺陷检测,目前,现有的铸件表面检测方法是,通过拍取铸件表面的照片,分析铸件表面的凹陷或凸起的个数是否达标。
3、但是,铸件表面的凸起或凹陷的分布可能是不均匀的,当铸件表面的凹陷或凸起扎堆时,可能会导致不合格的铸件被误识别为合格的铸件,进而降低了铸件的生产质量。
技术实现思路
1、为了能够提高铸件的生产质量,本发明提供一种铸材表面瑕疵边缘视觉检测方法、系统、装置及介质。
2、第一方面,本发明提供的一种铸材表面瑕疵边缘视觉检测方法,采用如下的技术方案:
3、一种铸材表面瑕疵边缘视觉检测方法,包括以下步骤:
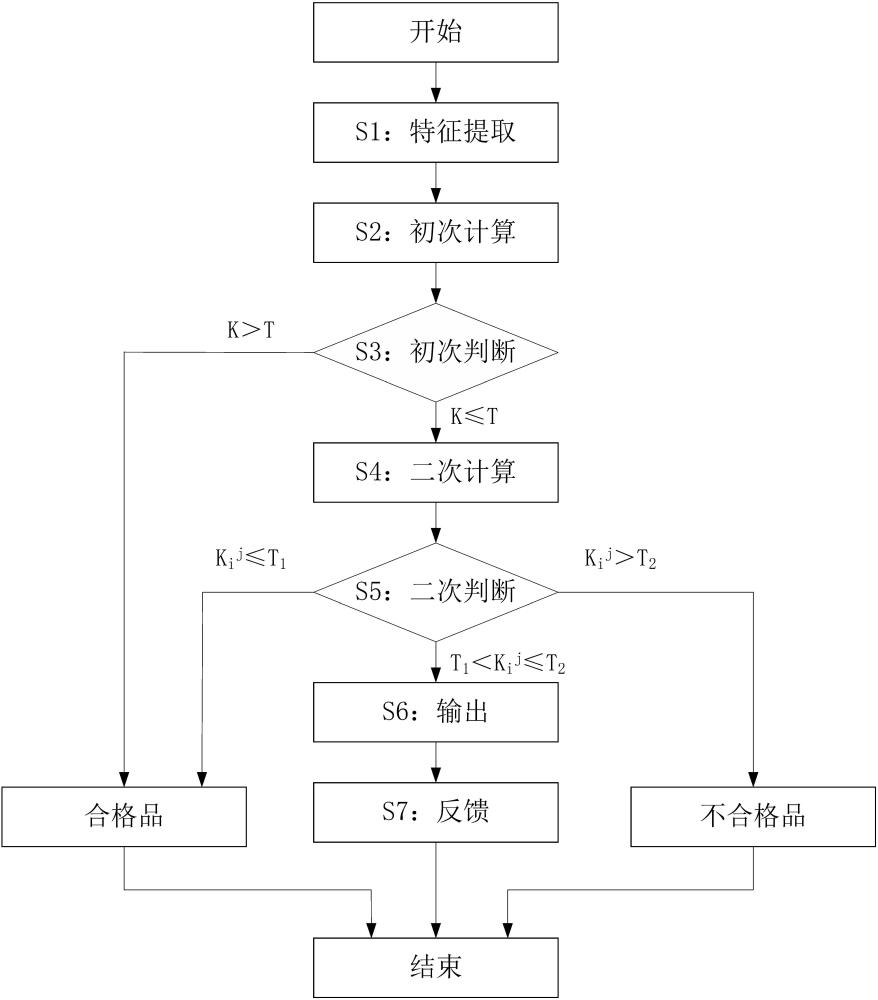
4、特征提取:对边缘打磨后的铸件进行n个方向上的拍照,并形成照片集合m,对照片集合m中的照片mn进行灰度处理;以照片mn的像素为单位,建立坐标系,对照片mn上的像素进行坐标赋值,使每一个像素均对应一个坐标;
5、初次计算:计算照片mn中第一异常灰度个数k,第一异常灰度个数k的计算模型如下:
6、;
7、;式中[x,y]为照片mn上像素对应的坐标,mn[x,y]为坐标[x,y]对应的灰度值,z为第一灰度阈值;
8、初次判断:设置第一异常灰度个数阈值t,若k>t,则判断铸件为不合格,若k≤t时,则执行二次计算步骤;
9、二次计算:在照片mn的像素对应的坐标上取c*c的像素区域,计算c*c的像素区域中第二异常灰度个数,第二异常灰度个数的计算模型如下:
10、;
11、;
12、;
13、;
14、z1为第二灰度阈值;式中i为选定区域c*c在x轴方向上的个数,j为选定区域c*c在y轴方向上的个数;i的取值范围为:;j的取值范围为:;其中a为x轴上像素的数量,b为图像中y轴上像素的数量;
15、二次判断:设置第二异常灰度个数阈值t1以及第三异常灰度个数阈值t2,若>t2,则判断铸件为不合格,若≤t1,则判断铸件为合格,若t1<≤t2,则判断铸件为残次品,并执行输出步骤。
16、可选的,当二次判断中t1<≤t2时执行输出步骤;
17、输出:当t1<≤t2时,输出像素区域c*c的坐标(i,j),并输出坐标区域;。
18、可选的,所述输出步骤后还设置有反馈步骤,当输出步骤中输出坐标区域后,执行反馈步骤;
19、反馈:将坐标区域以及对应的铸件实体表面进行修补反馈,提醒工作人员根据反馈信息对铸件进行修补,并再次执行二次计算步骤。
20、可选的,所述初次判断步骤中当k>t时,则不再对其它方向n上的照片mn执行初步计算,所述二次判断步骤中当>t2时,则不再对照片mn执行二次计算。
21、第二方面,本发明提供的一种铸材表面瑕疵边缘视觉检测系统,采用如下的技术方案:
22、一种铸材表面瑕疵边缘视觉检测系统,包括收集模块、上传模块、储存模块、计算模块i、判断模块i、计算模块ii以及判断模块ii;
23、收集模块:输出端与上传模块的输入端电信号连接,用于对边缘打磨后的铸件进行n个方向上的拍照,并形成照片集合m,对照片集合m中的照片mn进行灰度处理;以照片mn的像素为单位,建立坐标系,对照片mn上的像素进行坐标赋值,使每一个像素均对应一个坐标;
24、上传模块:输出端与储存模块的输入端电信号连接,用于向储存模块中上传收集模块收集的信息;
25、储存模块:输入端与上传模块的输出端电信号连接,输出端与计算模块i的输入端电信号连接,用于储存上传模块上传的信息;
26、计算模块i:输出端与判断模块i的输入端电信号连接,用于计算计算照片mn中第一异常灰度个数k,第一异常灰度个数k的计算模型如下:
27、;
28、;式中[x,y]为照片mn上像素对应的坐标,mn[x,y]为坐标[x,y]对应的灰度值,z为第一灰度阈值;
29、判断模块i:输出端与计算模块ii的输入端电信号连接,在判断模块i中设置第一异常灰度个数阈值t,若k>t,则判断铸件为不合格,若k≤t时,则将判断结果传递至计算模块ii;
30、计算模块ii:输出端与判断模块ii的输入端电信号连接,用于在照片mn的像素对应的坐标上取c*c的像素区域,计算c*c的像素区域中第二异常灰度个数,第二异常灰度个数的计算模型如下:
31、;
32、;
33、;
34、;
35、z1为第二灰度阈值;式中i为选定区域c*c在x轴方向上的个数,j为选定区域c*c在y轴方向上的个数;i的取值范围为:;j的取值范围为:;其中a为x轴上像素的数量,b为图像中y轴上像素的数量;
36、判断模块ii:在判断模块ii中设置第二异常灰度个数阈值t1以及第三异常灰度个数阈值t2,若>t2,则判断铸件为不合格,若≤t1,则判断铸件为合格,若t1<≤t2,则判断铸件为残次品。
37、可选的,还包括输出模块;
38、输出模块:输入端与判断模块ii的输出端电信号连接,当判断模块ii中t1<≤t2时,输出模块输出像素区域c*c的坐标(i,j),并输出坐标区域;。
39、可选的,还包括反馈模块;
40、反馈模块:输入端与输出模块的输出端电信号连接,当输出模块中输出坐标区域后,反馈模块将坐标区域;对应的铸件实体表面进行反馈,提醒工作人员根据反馈信息对铸件进行修补,并再次将信号传递至计算模块ii。
41、可选的,所述判断模块i中当k>t时,则不再对其它方向n上的照片mn执行计算模块i,所述判断模块ii中当>t2时,则不再对照片mn执行计算模块ii。
42、第三方面,本发明提供一种铸材表面瑕疵边缘视觉检测装置,采用如下技术方案:
43、一种装置,包括处理器以及储存器,所述储存器用于存储计算机程序,所述处理器用于执行所述储存器存储的计算机程序,以使所述装置执行如第一方面所述的方法。
44、第四方面,本发明提供的一种用于铸材表面瑕疵边缘视觉检测的计算机储存介质,采用如下的技术方案:
45、一种介质,其上存储有计算机程序;所述计算机程序被处理器执行时实现如第一方面所述的方法。
46、综上所述,本发明包括以下至少一种有益技术效果:
47、1. 对铸件进行多方向拍照,并形成照片集合m,对照片集合m中的照片mn进行灰度处理,计算每个方向上照片灰度处理后的异常灰度个数,进而判断出每个方向上的照片对一部分的铸件表面师傅存在瑕疵,进而提高剔除瑕疵铸件的效率。
48、2.通过对照片上取区域c*c,判断在区域c*c中是否有异常灰度集中,进而判断出铸件表面是否有扎堆的凹陷或凸起,进而提高对铸件表面瑕疵的检测精度,进而提高铸件的生产质量。
49、3.通过计算出铸件表面瑕疵的位置,判断是否还可以进行修复,进而降低铸件的生产成本。
- 还没有人留言评论。精彩留言会获得点赞!