管舾件安装工作包计划工时计算方法、设备和存储介质与流程
本发明涉及船舶总装建造,特别是涉及一种基于详细规格的管舾件安装工作包计划工时计算方法、计算机设备和存储介质。
背景技术:
1、船舶总装建造中工作包计划工时是衡量项目施工量大小的时间单位,是施工前预设的用于工程项目计划管理、工时效率评价、成本管理的工时。管舾件安装工作包计划工时计算通常两种算法:一、基于代表物量的算法。针对工作包选择工时主要影响因素的代表物量(如管子根数)、工时标准、修正系数进行计算。二、基于详细规格的算法。针对工种包中舾装件安装托盘中的各种管子安装,基于物量、详细规格属性、对应工时标准及修正系数计算出各管子的计划工时再累加的过程。
2、在管舾装安装工作包计划工时制定方面,目前先进的船海企业一般基于代表物量的算法形成了标准工时自动计算体系,其特点是计算效率高,但计算精度不足。当前较多船海企业形成了工时定额标准手册(企业标准)、采用代表物量或基于简化版的管舾件规格进行计算;部分船厂尝试通过系统进行计划工时计算的研究,但在物量数据及属性的快速提取、工时标准数据库的构建、计划工时自动计算方面还存在明显的不足。
技术实现思路
1、基于此,有必要针对上述船舶管舾件计划工时如何实现高精度、高效率计算的技术问题,形成一种基于详细规格的管舾件安装工作包计划工时计算方法,有效提高船舶总装建造中管舾装计划工时制定的效率和准确性,促进精细化生产管理能力的提升。
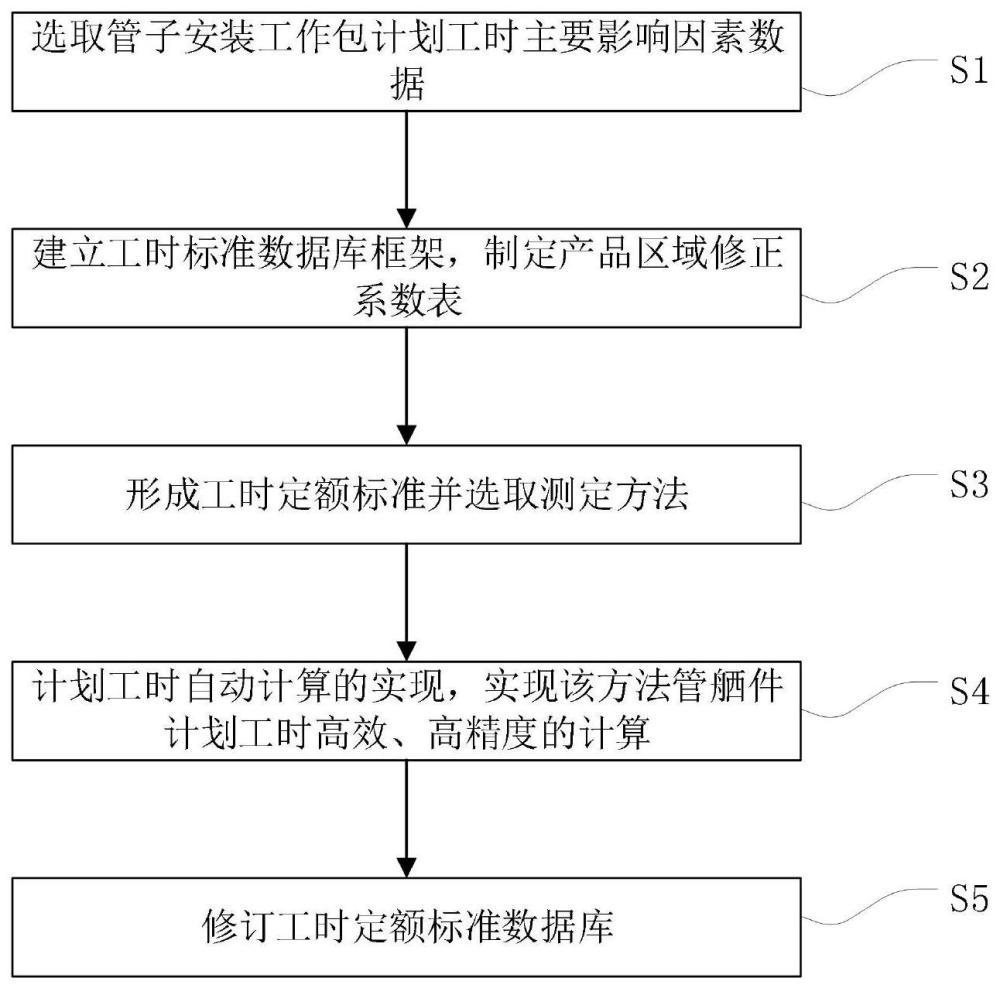
2、一方面,本申请提供一种基于详细规格的管舾件安装工作包计划工时计算方法,包括步骤:
3、选取管子安装工作包计划工时主要影响因素数据;
4、建立工时标准数据库框架,制定产品区域修正系数表;
5、形成工时定额标准并选取测定方法;
6、实现计划工时自动计算;
7、修订工时定额标准数据库。
8、进一步的,所述选取管子安装工作包计划工时主要影响因素数据步骤中,管子安装工作包计划工时主要影响因素数据包括管子材质或类别、管径大小、管子长度、施工区域、施工阶段以及系列船修正系数。
9、进一步的,所述建立工时标准数据库框架步骤包括通过所述主要影响因素中的管子材质或类别、管径大小、管子长度建立工时标准数据库框架;
10、所述管子材质或类别包括碳钢管、不锈钢管、铜镍合金管、铜管、pe管、单芯管、多芯管、走向管;
11、所述管子按管径大小形成管径区间;
12、所述管子长度按是否大于第一长度进行分类;
13、碳钢管工时标准按“装配”、“焊接”进行分类;
14、不锈钢管工时标准按“装配”、“氩弧焊”进行分类;
15、铜管、pe管、单芯管、多芯管、走向管等按“安装”工序分类。
16、进一步的,所述制定产品区域修正系数表步骤包括通过所述主要影响因素中的施工区域、施工阶段以及系列船修正系数建立修正系数表;
17、所述施工区域包括产品分段、总段区域;
18、分段阶段施工的产品区域包含船舶产品分段号信息;
19、总组、船坞/船台阶段施工的产品区域包含船舶产品总段号信息;
20、船坞/船台、码头阶段的产品区域包含船舶产品区域号信息。
21、进一步的,所述阶段系数表中,施工阶段分为内场、分段预舾装、总组、船坞/船台、码头阶段。
22、进一步的,所述形成工时定额标准并选取测定方法步骤包括:
23、根据管舾件安装特点,较多采用技术定额法进行计划工时对不同类别管子、不同工艺技术状态下安装,分组通过不同阶段、实地观察和分析计算,形成工时定额标准;船舶管舾件的测量方法选择技术定额法进行测定。
24、进一步的,所述实现计划工时自动计算步骤包括:设计数据抽取与数据质量校验,物量数据及属性自动提取,实现管舾装安装工作包计划工时自动计算。
25、进一步的,所述设计数据抽取与数据质量校验步骤包括:
26、采用计划需求牵引的方式实现生产设计数据抽取与发布及时性控制,通过产品先行中日程、后行中日程为纲形成一定时间段内需施工的施工生产数据需求清单,用于数据自动抽取与发布;
27、采用基于业务数据逻辑的开展舾装件生产设计数据本身抽取准确性、完整性方面的自动校验;
28、采用数据版本管理并进行版本间的校对可用于开展舾装件生产设计数据抽取应用的准确性、完整性方面的自动校验。
29、进一步的,所述物量数据及属性自动提取步骤包括物量数据自动提取规则建立和属性自动提取规则建立;
30、所述物量数据自动提取规则采用预留当天时间为数据版本更新窗口期,获取计算事件触发点可选择数据发布次日的最新数据;
31、所述属性自动提取规则建立包括所属区域、安装阶段信息从托盘编码中进行规则解析;通过属性规则进行逆解析,实现相关数据及属性的自动识别与提取。
32、进一步的,所述实现管舾装安装工作包计划工时自动计算步骤包括:
33、依据工时计算的要求,读取结构化物量数据文件,获取各物资的物量、物量单位、规则属性,以及所属号船、作业区域、作业阶段等影响因素并自动查询工时标准数据库,获取工时标准数据及修正系数进行计划工时的自动计算;
34、通过对舾装安装托盘内管子的属性提取、相关工时标准的获取、修正系数的获取后并计算完成单一管子的计划工时制定,累加形成该工作包的计划工时。
35、进一步的,所述实现管舾装安装工作包计划工时自动计算步骤包括:
36、管舾装安装工作包的计划工时t按照计算;
37、其中n为管子根数,ei为第i根管子规格对应的工时标准,管子规格包含材质、管径、长度等参数;ki为第i根管子规格对应的修正系数。
38、进一步的,所述修订工时定额标准数据库步骤包括:依据对应的平均工时效率与100%偏离的程度修订工时定额标准数据库,其中平均工时效率为计划工时与实动工时的比值。
39、另一方面,本申请提供一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现前文所述方法的步骤。
40、再一方面,本申请提供一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现前文所述的方法的步骤。
41、上述基于详细规格的管舾件安装工作包计划工时计算方法、计算机设备和存储介质,本发明解决了船舶管舾件计划工时高精度、高效率计算的技术难题,为船舶总装建造中工程项目管理中的管舾件安装的计划制定、工时效率评价、成本管理提供管理基础,有效促进企业精细化生产管理能力提升。
技术特征:
1.一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,包括步骤:
2.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述选取管子安装工作包计划工时主要影响因素数据步骤中,管子安装工作包计划工时主要影响因素数据包括管子材质或类别、管径大小、管子长度、施工区域、施工阶段以及系列船修正系数。
3.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述建立工时标准数据库框架步骤包括通过所述主要影响因素中的管子材质或类别、管径大小、管子长度建立工时标准数据库框架;
4.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述制定产品区域修正系数表步骤包括通过所述主要影响因素中的施工区域、施工阶段以及系列船修正系数建立修正系数表;
5.根据权利要求4所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述阶段系数表中,施工阶段分为内场、分段预舾装、总组、船坞/船台、码头阶段。
6.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述形成工时定额标准并选取测定方法步骤包括:
7.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述实现计划工时自动计算步骤包括:设计数据抽取与数据质量校验,物量数据及属性自动提取,实现管舾装安装工作包计划工时自动计算。
8.根据权利要求7所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述设计数据抽取与数据质量校验步骤包括:
9.根据权利要求7所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述物量数据及属性自动提取步骤包括物量数据自动提取规则建立和属性自动提取规则建立;
10.根据权利要求7所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述实现管舾装安装工作包计划工时自动计算步骤包括:
11.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述实现管舾装安装工作包计划工时自动计算步骤包括:
12.根据权利要求1所述的一种基于详细规格的管舾件安装工作包计划工时计算方法,其特征在于,所述修订工时定额标准数据库步骤包括:依据对应的平均工时效率与100%偏离的程度修订工时定额标准数据库,其中平均工时效率为计划工时与实动工时的比值。
13.一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现权利要求1至12中任一项所述方法的步骤。
14.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至12中任一项所述的方法的步骤。
技术总结
本发明涉及一种管舾件安装工作包计划工时计算方法、设备和存储介质,包括步骤:选取管子安装工作包计划工时主要影响因素数据;建立工时标准数据库框架,制定产品区域修正系数表;形成工时定额标准并选取测定方法;实现计划工时自动计算;修订工时定额标准数据库。本发明解决了船舶管舾件计划工时高精度、高效率计算的技术难题,为船舶总装建造中工程项目管理中的管舾件安装的计划制定、工时效率评价、成本管理提供管理基础,有效促进企业精细化生产管理能力提升。
技术研发人员:雷明,黄敏健,韩涛,刘慧菊,董亮,饶靖,郄金波,于航
受保护的技术使用者:上海船舶工艺研究所(中国船舶集团有限公司第十一研究所)
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!