一种漆包线产能协助分配方法、系统及存储介质与流程
本发明涉及漆包线加工,特别是涉及一种漆包线产能协助分配方法、系统及存储介质。
背景技术:
1、漆包线是电机、电器和家用电器等产品的主要原材料,特别是近几年电力工业实现了持续快速增长,家用电器的迅速发展,给漆包线的应用带来较广阔的领域,随之而来的是对漆包线提出了更高的要求。现有漆包线的加工过程,一般是拿到生产计划后,直接选择空闲机台,直接按照生产计划对漆包线进行生产。这样的生产加工过程会存在一些问题,例如某些机台加工完之后不能重新利用加工,而某些机台则一直处于加工状态,不但降低了漆包线的产品按期交付率,而且增加的生产成本。因此,需要一种漆包线产能协助分配方法,来对漆包线生产线的产能做出合理分配,提高产品按期交付率,降低生产成本。
2、公开日为2021年12月10日,公开号为cn113780693a的中国专利文献公开了一种产能分配方案的生成方法、设备、系统以及存储介质。该方法用于生产线的控制设备,控制设备用于控制生产线中包括的上游机组和至少一个下游机组,方法包括:获取预设周期内上下游机组的机组产能信息、下游机组的前库库存信息、上下游机组之间的供料关系;设定决策变量,约束条件,以及预设目标权重系数;将决策变量、约束条件、以及预设目标权重系数,上下游机组的机组产能信息、前库库存信息、供料关系,导入预设的线性规划模型,并且求解线性规划模型,以生成符合预设的优化目标的第一产能分配方案,该方案包括决策变量的具体结果。
3、上述产能分配方案的生成方法的缺点是:通过上下游机组直接的产能信息、库存信息和供料关系导入预设的线性规划模型,求解得到第一产能分配方案,首先由于漆包线生产线上下游机组的产能信息和库存信息不能线性规划,所以以上的步骤并不适用于漆包线的生产线,其次该方法未考虑到漆包线的生产线的时间控制,并不能有效的提高产品按期交付率,降低生产成本。
技术实现思路
1、本发明的目的是为解决现有产能分配方法的不能对漆包线产能进行有效分配的问题,提供一种漆包线产能协助分配方法、系统及存储介质,通过建立工厂仿真系统和分析生产计划来生成产能分配计划,具有有效对漆包线产能进行分配、提高产品按期交付率,降低生产成本的优点。
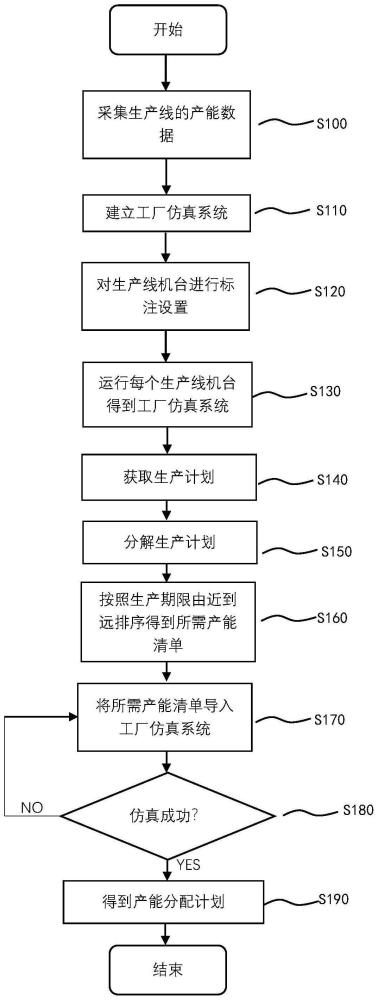
2、本发明为解决上述技术问题所采用的技术方案是,第一方面:一种漆包线产能协助分配方法,包括如下步骤:s1:采集生产线的产能数据;s2:建立工厂仿真系统;s3:获取生产计划并进行分析得到所需产能清单;s4:将所需产能清单导入工厂仿真系统得到产能分配计划;其中,步骤s4中,产能分配计划根据产品生产优先级和生产线产能得到。
3、使用上述第一方面的技术方案,首先采集工厂中的生产线的产能数据,通过生产线的产能数据建立工厂仿真系统,然后对生产计划进行分析得到所需产能清单,将所需产能清单导入建立的工厂仿真系统,得到产能分配计划,即可根据产能分配计划对生产线的产能进行合理分配。
4、在第一方面中,作为优选,步骤s1中采集的产能数据包括:生产线机台可作业状态,即生产线机台是否可运作;生产线机台产量,包括每台生产线机台加工一次的产量;生产线机台加工时间,包括每台生产线机台加工一次所需时间。
5、具体的,生产线机台包括拉丝生产线机台和上漆生产线机台以及卷绕生产线机台,为了建立工厂仿真系统,首先获取生产线机台的数量和分布位置情况,在工厂仿真系统中建立工厂地图,然后获取生产线机台可作业状态,分别对每台生产线机台的可作业状态进行标记,并且对于在运作的机器标记出停止时间,为了工厂仿真系统能够进行仿真,获取每台生产线机台产量和每台生产线机台加工时间,并且在工厂仿真系统中设置数据,从而当所需产能清单导入工厂仿真系统后可以根据产品生产优先级和生产线产能得到产能分配计划。
6、在第一方面中,作为优选,步骤s2包括:
7、s2.1:建立工厂一体化模型,工厂一体化模型根据工厂生产线建立;
8、s2.2:在工厂一体化模型中对生产线机台进行标注设置;
9、s2.3:运行每个生产线机台得到工厂仿真系统。
10、具体的,工厂一体化模型包括工厂的3d地图,在工厂的3d地图中包括生产线机台的数量和分布位置情况,并且对每台生产线机台的生产线机台可作业状态和生产线机台产量以及生产线机台加工时间进行了标记的数据设置,然后运行工厂仿真系统,即工厂仿真系统中每台生产线机台按照实际运作情况仿真运作。这样,在得到所需产能清单后,可以第一时间导入工厂仿真系统对所需产能清单进行分析,不需要对工厂的生产线再次进行评估,对产能的分配准确且迅速。
11、在第一方面中,作为优选,步骤s3包括:
12、s3.1:获取生产计划中不同类型的漆包线生产数量和生产期限;
13、s3.2:获取生产计划中不同类型的漆包线的生产工序;
14、s3.3:根据生产数量和生产工序分解每种漆包线生产数量为m1、m2和m3,其中m1为拉丝数量,m2为上漆数量,m3为卷绕数量;
15、s3.4:按照生产期限由近到远排序得到所需产能清单。
16、具体的,漆包线包括若干种类型,每种漆包线的生产工序和生产数量均不相同,按照漆包线的生产数量和生产工序分解每种漆包线生产数量,漆包线生产数量即漆包线需要使用每种生产机台的数量,然后按照生产期限排序得到所需产能清单,这样可以根据产品生产优先级列出所需产能清单,工厂仿真系统在分配时按照所需产能清单的顺序分配,能够提高产品按期交付率。
17、在第一方面中,作为优选,步骤s4包括:
18、s4.1:将所需产能清单导入工厂仿真系统;
19、s4.2:按照所需产能清单顺序分配生产线机台;
20、s4.3:工厂仿真系统进行生产线仿真;
21、s4.4:仿真完成得到产能分配计划。
22、具体的,所需产能清单按照生产期限排序,按照所需产能清单顺序分配生产线机台,即可根据产品生产优先级分配生产线机台,分配生产线机台通过工时分配,按照工时最小来分配生产线机台,然后将分配计划进行仿真,仿真的目的是为了检查生产过程是否有错误,并且可以得出生产总时长,从而当有多个所需产能清单时,可以进行连续分配,这样,可以有效对漆包线产能进行分配,并且降低生产了成本。
23、在第一方面中,作为优选,步骤s4.3中,产能分配计划按照生产优先级优先分配可运作机器;可运作机器通过工时分配,工时由生产工序和生产数量以及生产线机台产量和生产线机台加工时间得到。
24、具体的,工时即每种漆包线生产所需的总时间,漆包线每步工序乘以生产线机台加工时间之和为工序所需时间,工序所需时间即生产一定数量的漆包线所需时间,生产数量除以生产线机台产量并且向上取整数得到需加工次数,工时通过工序所需时间乘以需加工次数得到,通过工时将可运作机器进行合理分配,优先分配可运作机器,在无可运作机器时优先分配需等待时间短的正在运作机器,这样可以有效对漆包线产能进行分配,并且降低生产了成本。
25、在第一方面中,作为优选,产能分配计划按照生产期限由近到远将向生产计划中的漆包线分配生产线机台以及生产线机台工作时间。具体的,按照由近到远顺序分配可以有效的提高产品按期交付率。
26、第二方面:一种漆包线产能协助分配系统,应用根据第一方面中的一种漆包线产能协助分配方法,包括:数据采集模块,采集工厂仿真系统模块和产能分配计划分析模块所需的数据;工厂仿真系统模块,利用数据采集模块采集的数据建立工厂一体化模型并且建立工厂仿真系统;产能分配计划分析模块,获取生产计划得到所需产能清单,通过工厂仿真系统模块得到产能分配计划。
27、使用上述第二方面的技术方案,漆包线产能协助分配系统中包括了工厂仿真系统模块,工厂仿真系统模块中有工厂一体化模型并且建立工厂仿真系统,在工厂一体化模型中可以查看每台机台的工作状态以及生产线机台产量和生产线机台加工时间数据,在有新的生产计划后,将生产计划导入产能分配计划分析模块中获得所需产能清单,将所需产能清单导入工厂仿真系统可以得到产能分配计划。
28、在第二方面中,作为优选,工厂仿真系统模块中包括工厂一体化模型,工厂一体化模型中包括每个工厂生产线机台;工厂一体化模型中的工厂生产线机台中标识了可作业状态和产量以及加工时间。具体的,工厂一体化模型在建立工厂的3d地图并且对个工厂生产线机台进行标注设置,标识了可作业状态和产量以及加工时间,使用更加方便,有效对漆包线产能进行分配、提高产品按期交付率,降低生产成本。
29、第三方面:一种存储介质,存储介质中存储有计算机程序,其中,计算机程序被设置为运行时执行第一方面中的一种漆包线产能协助分配方法。
30、本发明一种漆包线产能协助分配方法、系统及存储介质,建立了漆包线产能协助分配系统,系统中包括工厂一体化模型和建立工厂仿真系统,在工厂一体化模型中可以查看每台机台的工作状态以及生产线机台产量和生产线机台加工时间数据,在有新的生产计划后,将生产计划导入产能分配计划分析模块中,通过对每种漆包线的生产工序和生产数量分解获得所需产能清单,将所需产能清单导入工厂仿真系统,通过所需产能清单顺序分配生产线机台得到产能分配计划。
31、本发明的有益效果是,将每种漆包线的生产工序和生产数量分解,有效对漆包线产能进行分配;分配时按照所需产能清单的顺序分配,提高产品按期交付率;机器通过工时分配,有效降低生产成本。
32、针对一种实施方式描述和/或示出的特征可以以相同或类似的方式在一个或更多个其它实施方式中使用,与其它实施方式中的特征相组合,或替代其它实施方式中的特征。应该强调,术语“包括/包含”在本文使用时指特征、整件、步骤或组件的存在,但并不排除一个或更多个其它特征、整件、步骤或组件的存在或附加。
- 还没有人留言评论。精彩留言会获得点赞!