一种五金配件生产加工智能管理系统的制作方法
本发明涉及数据处理领域,具体涉及一种五金配件生产加工智能管理系统。
背景技术:
1、五金配件指用五金制作成的机器零件或部件,以及一些小五金制品。它可以单独用途,也可以做协助用具。例如五金工具、五金零部件、日用五金、建筑五金以及安防用品等。小五金产品大都不是最终消费品,而是作为工业制造的配套产品、半成品以及生产过程所用工具等,只有一小部分日用五金配件是人们生活必须的工具类消费品。目前,五金配件生产过程中存在着生产计划管理不精确、生产过程监控不全面,易于导致五金配件生产加工出现误差,导致生产效率低下、质量控制困难以及提高生产成本。因此,需要一种五金配件生产加工智能管理系统来解决以上问题。
技术实现思路
1、为了克服上述的技术问题,本发明的目的在于提供一种五金配件生产加工智能管理系统:通过进度监控模块获取五金配件的进度影响参数,进度影响参数包括产速值、合总值,通过数据分析模块根据进度影响参数获得进度系数,通过生产管理平台根据进度系数生成配件预警指令和设备监控指令,通过设备监控模块获得五金配件生产设备中的监测件的监测异常参数,监测异常参数包括差温值、振动值以及振音值,通过数据分析模块根据监测异常参数获得监异系数,通过生产管理平台根据监异系数生成设备预警指令、设备报警指令以及形成异常零件名录,通过生产预警模块接收到警报指令后响起警报以及接收到异常零件名录后对其进行展示,解决了现有的五金配件生产过程中存在着生产计划管理不精确、生产过程监控不全面,易于导致五金配件生产加工出现误差,导致生产效率低下、质量控制困难以及提高生产成本的问题。
2、本发明的目的可以通过以下技术方案实现:
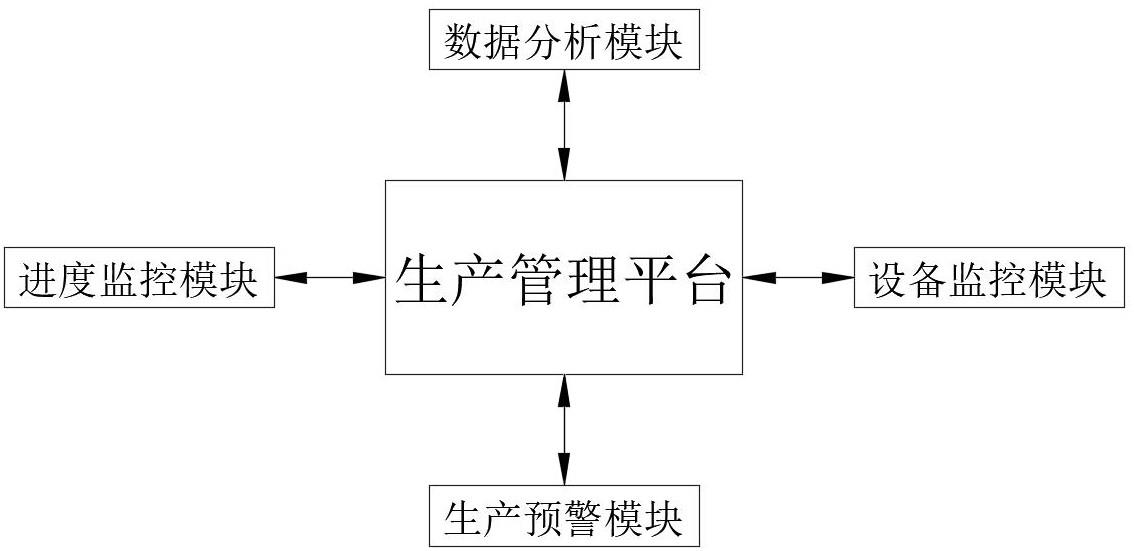
3、一种五金配件生产加工智能管理系统,包括:
4、进度监控模块,用于获取五金配件的进度影响参数,并将进度影响参数发送至数据分析模块;其中,进度影响参数包括产速值cs、合总值hz;
5、数据分析模块,用于根据进度影响参数获得进度系数jd,并将进度系数jd发送至生产管理平台;还用于根据监测异常参数获得监异系数jyi,并将监异系数jyi发送至生产管理平台;
6、生产管理平台,用于根据进度系数jd生成配件预警指令和设备监控指令,并将配件预警指令发送至生产预警模块,并将设备监控指令发送至设备监控模块;还用于根据监异系数jyi生成设备预警指令、设备报警指令以及形成异常零件名录,并将设备预警指令、设备报警指令以及形成异常零件名录发送至生产预警模块;
7、设备监控模块,用于接收到设备监控指令后获得五金配件生产设备中的监测件i的监测异常参数,并将监测异常参数发送至数据分析模块;其中,监测异常参数包括差温值cw、振动值zd以及振音值zy;
8、生产预警模块,用于接收到警报指令后响起警报以及接收到异常零件名录后对其进行展示;其中,警报指令包括配件预警指令、设备预警指令以及设备报警指令;警报类型包括配件预警警报、设备预警警报以及设备报警警报。
9、作为本发明进一步的方案:所述进度监控模块获取进度影响参数的具体过程如下:
10、获取五金配件的生产速率,并将其标记为产速值cs;
11、获取单位时间内生产五金配件的总件数和合格产品总件数,并将其分别标记为总数值和合数值,获取合数值与总数值之间的比值,并将其标记为合总值hz;
12、将产速值cs、合总值hz发送至数据分析模块。
13、作为本发明进一步的方案:所述数据分析模块获得进度系数jd的具体过程如下:
14、将产速值cs、合总值hz代入公式中得到进度系数jd,其中,d1、d2分别为产速值cs、合总值hz的预设比例系数,且d1+d2=1,0<d1<d2<1,取d1=0.37,d2=0.63;
15、将进度系数jd发送至生产管理平台。
16、作为本发明进一步的方案:所述数据分析模块获得监异系数jyi的具体过程如下:
17、将差温值cw、振动值zd以及振音值zy代入公式得到监异系数jyi,其中,β为误差调节因子,取β=0.988,j1、j2、j3分别为差温值cw、振动值zd以及振音值zy的预设权重系数,且j2>j1>j3>1.052,取j1=1.43,j2=1.81,j3=1.15;
18、将监异系数jyi发送至生产管理平台。
19、作为本发明进一步的方案:所述设备监控模块获得监测异常参数的具体过程如下:
20、接收到设备监控指令后将五金配件生产设备中进行监测的零部件依次标记为监测件i,i=1、……、n,n为自然数;
21、获取五金配件生产设备未启动之前监测件i的温度与当前时刻的温度,获得两者之间的温度差,并将其标记为差温值cw;
22、获取监测件i单位时间内振动的总次数,并将其标记为振次值zc,获取监测件i单位时间内振动产生的实际运动轨迹,并获取实际运动轨迹的长度,并将其标记为路程值lc,将振次值zc、路程值lc代入公式得到振动值zd,其中,c1、c2分别为振次值zc、路程值lc的预设比例系数,且c1+c2=1,0<c1<c2<1,取c1=0.45,c2=0.55;
23、获取监测件i振动产生的声音强度,并将其标记为振音值zy;
24、将差温值cw、振动值zd以及振音值zy发送至数据分析模块。
25、作为本发明进一步的方案:所述五金配件生产加工智能管理系统的使用方法,包括以下步骤:
26、步骤a1:进度监控模块获取五金配件的生产速率,并将其标记为产速值cs;
27、步骤a2:进度监控模块获取单位时间内生产五金配件的总件数和合格产品总件数,并将其分别标记为总数值和合数值,获取合数值与总数值之间的比值,并将其标记为合总值hz;
28、步骤a3:进度监控模块将产速值cs、合总值hz发送至数据分析模块;
29、步骤a4:数据分析模块将产速值cs、合总值hz代入公式中得到进度系数jd,其中,d1、d2分别为产速值cs、合总值hz的预设比例系数,且d1+d2=1,0<d1<d2<1,取d1=0.37,d2=0.63;
30、步骤a5:数据分析模块将进度系数jd发送至生产管理平台;
31、步骤a6:生产管理平台将进度系数jd与预设的进度阈值jdy进行比对:若进度系数jd>进度阈值jdy,则生成配件预警指令和设备监控指令,并将配件预警指令发送至生产预警模块,并将设备监控指令发送至设备监控模块;
32、步骤a7:设备监控模块接收到设备监控指令后将五金配件生产设备中进行监测的零部件依次标记为监测件i,i=1、……、n,n为自然数;
33、步骤a8:设备监控模块获取五金配件生产设备未启动之前监测件i的温度与当前时刻的温度,获得两者之间的温度差,并将其标记为差温值cw;
34、步骤a9:设备监控模块获取监测件i单位时间内振动的总次数,并将其标记为振次值zc,获取监测件i单位时间内振动产生的实际运动轨迹,并获取实际运动轨迹的长度,并将其标记为路程值lc,将振次值zc、路程值lc代入公式得到振动值zd,其中,c1、c2分别为振次值zc、路程值lc的预设比例系数,且c1+c2=1,0<c1<c2<1,取c1=0.45,c2=0.55;
35、步骤a10:设备监控模块获取监测件i振动产生的声音强度,并将其标记为振音值zy;
36、步骤a11:设备监控模块将差温值cw、振动值zd以及振音值zy发送至数据分析模块;
37、步骤a12:数据分析模块将差温值cw、振动值zd以及振音值zy代入公式得到监异系数jyi,其中,β为误差调节因子,取β=0.988,j1、j2、j3分别为差温值cw、振动值zd以及振音值zy的预设权重系数,且j2>j1>j3>1.052,取j1=1.43,j2=1.81,j3=1.15;
38、步骤a13:数据分析模块将监异系数jyi发送至生产管理平台;
39、步骤a14:生产管理平台将监异系数jyi与预设的监异阈值jyy进行比较:若监异系数jyi>监异阈值jyy,则将监异系数jyi所对应的监测件i标记为异常零部件,并生成设备预警指令,并按照监异系数jyi从大到小的顺序将异常零部件进行排序,形成异常零件名录,并将设备预警指令、异常零件名录发送至生产预警模块;若监异系数jyi≤监异阈值jyy,则将监异系数jyi所对应的监测件i标记为正常零部件;
40、步骤a15:生产管理平台获取异常零部件的数量和正常零部件的数量,获得两者之间的比值,并将其标记为异常比yc,若异常比yc超过预设的异常比阈值ycy,则生成设备报警指令,并将设备报警指令发送至生产预警模块;
41、步骤a16:生产预警模块接收到配件预警指令后响起配件预警警报,接收到设备预警指令、异常零件名录后响起设备预警警报,并对异常零件名录进行展示,接收到设备报警指令后关停五金配件生产设备并同时响起设备报警警报。
42、本发明的有益效果:
43、本发明的一种五金配件生产加工智能管理系统,通过进度监控模块获取五金配件的进度影响参数,进度影响参数包括产速值、合总值,通过数据分析模块根据进度影响参数获得进度系数,通过生产管理平台根据进度系数生成配件预警指令和设备监控指令,通过设备监控模块获得五金配件生产设备中的监测件的监测异常参数,监测异常参数包括差温值、振动值以及振音值,通过数据分析模块根据监测异常参数获得监异系数,通过生产管理平台根据监异系数生成设备预警指令、设备报警指令以及形成异常零件名录,通过生产预警模块接收到警报指令后响起警报以及接收到异常零件名录后对其进行展示;该五金配件生产加工智能管理系统首先获得进度影响参数,根据进度影响参数获得的进度系数能够综合衡量五金配件生产过程稳定情况,五金配件越大表示五金配件生产过程良好,能够正常生产且生产的五金配件成品率高,当进度系数过小表示五金配件生产过程出现误差,需要对五金配件生产设备进行监测,并获得监测件的监测异常参数,根据监测异常参数获得的监异系数能够综合衡量监测件的状态异常情况,且监测异常参数越大表示监测件的状态异常程度越高,亟需对监测件进行检修甚至更换,当异常比过大时表示整个五金配件生产设备的状态异常程度过高,亟需关停并及时检修;该五金配件生产加工智能管理系统通过进度系数、监测异常参数实现了对五金配件的生产过程以及生产设备进行监控,生产过程监控全面,提高了监控准确性,管理人员可以及时了解生产状况,提高生产效率和质量控制水平,对出现生产误差的情况及时作出应急反应,避免造成严重的经济损失。
- 还没有人留言评论。精彩留言会获得点赞!