合并件的创建及设计方法、装置、终端设备及存储介质与流程
本技术属于计算机应用,特别是涉及一种合并件的创建及设计方法、装置、终端设备及计算机可读存储介质。
背景技术:
1、合并件由多个子零件合并在一起组成,通过创建合并件来生产加工子零件的方式在零件生产过程中已非常普遍。
2、传统的方法中,工艺人员在创建合并件时,合并件的各个信息需要手动输入,并且在创建合并件之后,不仅需要给合并件设计工艺,还需要给每个子零件单独设计工艺,因此,操作过程十分繁琐,导致了工艺人员创建及设计合并件效率低下的问题。
技术实现思路
1、本技术的目的在于提供一种合并件的创建及设计方法、装置、终端设备及计算机可读存储介质,能够解决相关技术中,工艺人员在创建及设计合并件时,需要手动输入各个合并件信息以及单独给子零件排工艺导致的创建及设计效率低下的问题。
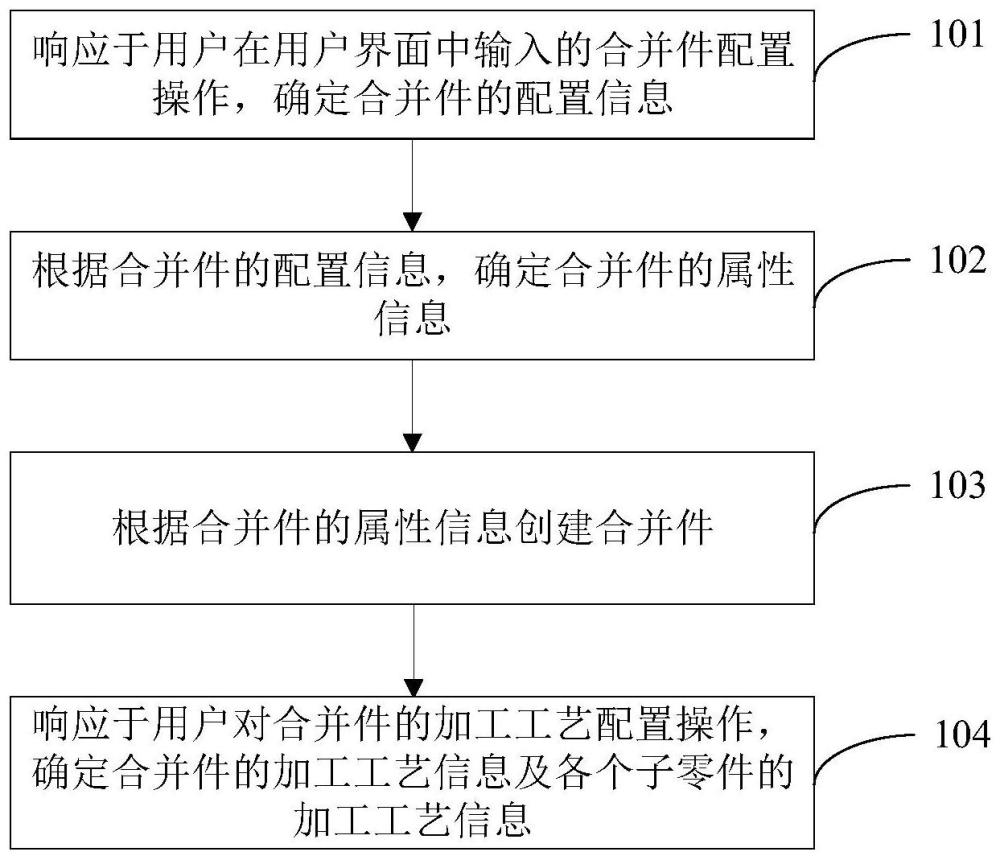
2、第一方面,本技术实施例提供了一种合并件的创建及设计方法,包括:响应于用户在用户界面中输入的合并件配置操作,确定合并件的配置信息,其中,合并件中包含多个子零件;根据合并件的配置信息,确定合并件的属性信息;根据合并件的属性信息创建合并件;响应于用户对合并件的加工工艺配置操作,确定合并件的加工工艺信息及各个子零件的加工工艺信息。
3、在第一方面的一种可能的实现方式中,上述加工工艺配置操作包括对加工工艺的选择操作及对任一加工工艺对应的合并件拆分控件的选择操作,上述响应于用户对合并件的加工工艺配置操作,确定合并件的加工工艺信息及各个子零件的加工工艺信息,包括:
4、响应于用户对至少一个加工工艺的选择操作,确定各个已选择的加工工艺及各个已选择的加工工艺对应的加工次序;
5、响应于用户对任一已选择的加工工艺对应的合并件拆分控件的选择操作,将任一已选择的加工工艺确定为参考加工工艺;
6、根据参考加工工艺及加工次序在参考加工工艺之前的各个已选择的加工工艺,确定合并件的加工工艺信息;
7、根据加工次序在参考加工工艺之后的各个已选择的加工工艺,确定子零件的加工工艺信息。
8、可选的,在第一方面的另一种可能的实现方式中,上述合并件配置操作包括对子零件的配置操作及对合并件整体备料数量的配置操作,上述响应于用户在用户界面中输入的合并件配置操作,确定合并件的配置信息,包括:
9、响应于用户对任一子零件的配置操作,确定子零件种类;
10、响应于用户对合并件整体备料数量的配置操作,确定合并件整体备料数量;
11、根据子零件种类及合并件整体备料数量,确定合并件的配置信息。
12、可选的,在第一方面的再一种可能的实现方式中,上述合并件的属性信息包括以下信息中的至少一种:合并件件号、整体备料数量、合并件实际规格、备料规格、零件类型、优先级、加工对象、批次、材质、版本及合并件数量。
13、可选的,在第一方面的又一种可能的实现方式中,上述合并件的属性信息包括合并件件号,上述合并件的配置信息包括子零件件号及子零件批次,上述根据合并件的配置信息,确定合并件的属性信息,包括:
14、确定合并件标识;
15、根据合并件标识、子零件件号及子零件批次,生成合并件件号。
16、可选的,在第一方面的另一种可能的实现方式中,上述合并件的属性信息包括合并件实际规格及备料规格,上述合并件的配置信息还包括合并件整体备料数量及子零件实际规格,上述根据合并件的配置信息,确定合并件的属性信息,包括:
17、根据子零件实际规格及合并件整体备料数量,生成合并件实际规格,根据合并件实际规格生成备料规格。
18、可选的,在第一方面的再一种可能的实现方式中,上述响应于用户对合并件的加工工艺配置操作,确定合并件的加工工艺信息及各个子零件的加工工艺信息之前,还包括:
19、将合并件对应的工艺配置任务发送给用户。
20、第二方面,本技术还提供了一种合并件的创建及设计装置,包括:第一确定模块,用于响应于用户在用户界面中输入的合并件配置操作,确定合并件的配置信息,其中,合并件中包含多个子零件;第二确定模块,用于根据合并件的配置信息,确定合并件的属性信息;创建模块,用于根据合并件的属性信息创建合并件;第三确定模块,用于响应于用户对合并件的加工工艺配置操作,确定合并件的加工工艺信息及各个子零件的加工工艺信息。
21、在第二方面的一种可能的实现方式中,上述加工工艺配置操作包括对加工工艺的选择操作及对任一加工工艺对应的合并件拆分控件的选择操作;相应的,上述第三确定模块,包括:
22、第一确定单元,用于响应于用户对至少一个加工工艺的选择操作,确定各个已选择的加工工艺及各个已选择的加工工艺对应的加工次序;
23、第二确定单元,用于响应于用户对任一已选择的加工工艺对应的合并件拆分控件的选择操作,将任一已选择的加工工艺确定为参考加工工艺;
24、第三确定单元,用于根据参考加工工艺及加工次序在参考加工工艺之前的各个已选择的加工工艺,确定合并件的加工工艺信息;
25、第四确定单元,用于根据加工次序在参考加工工艺之后的各个已选择的加工工艺,确定子零件的加工工艺信息。
26、可选的,在第二方面的另一种可能的实现方式中,上述合并件配置操作包括对子零件的配置操作及对合并件整体备料数量的配置操作;相应的,上述第一确定模块,包括:
27、第五确定单元,用于响应于用户对任一子零件的配置操作,确定子零件种类;
28、第六确定单元,用于响应于用户对子零件数量的配置操作,确定子零件数量;
29、第七确定单元,用于响应于用户对合并件整体备料数量的配置操作,确定合并件整体备料数量;
30、第八确定单元,用于根据子零件种类及合并件整体备料数量,确定合并件的配置信息。
31、可选的,在第二方面的再一种可能的实现方式中,上述合并件的属性信息包括以下信息中的至少一种:合并件件号、整体备料数量、合并件实际规格、备料规格、零件类型、优先级、加工对象、批次、材质、版本及合并件数量。
32、可选的,在第二方面的又一种可能的实现方式中,上述合并件的属性信息包括合并件件号,上述合并件的配置信息包括子零件件号及子零件批次;相应的,上述第二确定模块,包括:
33、第九确定单元,用于确定合并件标识;
34、第一生成单元,用于根据合并件标识、子零件件号及子零件批次,生成合并件件号。
35、可选的,在第二方面的另一种可能的实现方式中,上述合并件的属性信息包括合并件实际规格及备料规格,上述合并件的配置信息还包括合并件整体备料数量及子零件实际规格;相应的,上述第二确定模块,包括:
36、第二生成单元,用于根据子零件实际规格及合并件整体备料数量,生成合并件实际规格,根据合并件实际规格生成备料规格。
37、可选的,在第二方面的再一种可能的实现方式中,上述合并件的创建及设计装置,还包括:
38、发送模块,用于将合并件对应的工艺配置任务发送给用户。
39、第三方面,本技术还提供了一种终端设备。该终端设备包括存储器、处理器以及存储在存储器中并可在处理器上运行的计算机程序。处理器执行计算机程序时实现上述第一方面任意一种实现方式的方法。
40、第四方面,本技术还提供了一种计算机可读存储介质。计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现上述第一方面任意一种实现方式的方法。
41、第五方面,本技术还提供了一种计算机程序产品,当计算机程序产品在电子设备上运行时,使得电子设备执行上述第一方面任意一种实现方式的方法。
42、本技术实施例与现有技术相比存在的有益效果是:通过根据用户对合并件的配置操作,得到合并件的属性信息,从而创建合并件,并通过用户对合并件的加工工艺的配置操作,得到合并件的加工工艺及子零件的加工工艺,从而对合并件进行设计。由此,在创建及设计合并件的过程中,只需对合并件进行一次加工工艺配置操作,而无需对合并件中的每个子零件单独进行加工工艺配置,从而简化了合并件创建及设计过程中的操作,提高了合并件创建及设计的效率。
- 还没有人留言评论。精彩留言会获得点赞!