一种基于贝叶斯优化的MMC断裂曲线寻优方法及装置
本技术涉及材料测试,具体而言,涉及一种基于贝叶斯优化的mmc断裂曲线寻优方法及装置。
背景技术:
1、逐渐变严格的汽车碰撞法规和对车辆轻量化的需求使得汽车部件的选择设计优化面临着不同的技术挑战。在应对过程中,计算机技术不断进行升级,其中abaqus和ls_dyna等工具在碰撞仿真中起到了关键作用。但考虑到汽车结构件在实际操作中的复杂受力,常规的预测方法已经不能满足日益增长的需求,因此需要采用更高级的塑性和断裂模型进行深入研究。在此基础上提出了mmc断裂模型,这是基于mohr-coulomb断裂机理而提出的一种先进模型,不仅包括传统的mohr-coulomb参数,还结合了其他关键因素,如等效塑性应变,在经过参数拟合后,mmc模型能够成功表示材料在各种复杂受力状态下的断裂行为。
2、在通过mcc断裂模型进行计算时能够生成在特定仿真条件下的试样力-位移曲线,然而这些仿真生成的曲线可能与实验数据不完全吻合,此事需要对mcc的断裂曲线做出修正,但是如何确定最佳调整幅度,是目前需要解决的难点。
3、在进行力-位移曲线的匹配过程中,若采用手动调整mmc断裂曲线的方法,需要通过不断尝试不同的调整幅度以达到仿真与实验力位移曲线的匹配,这种做法不仅耗时劳力,而且对操作人员的经验水平要求较高。鉴于此,探索一种能够自动执行曲线线性优化的方法,以提高曲线匹配的效率和精确度,成为本领域技术专家研究的重要方向之一。
技术实现思路
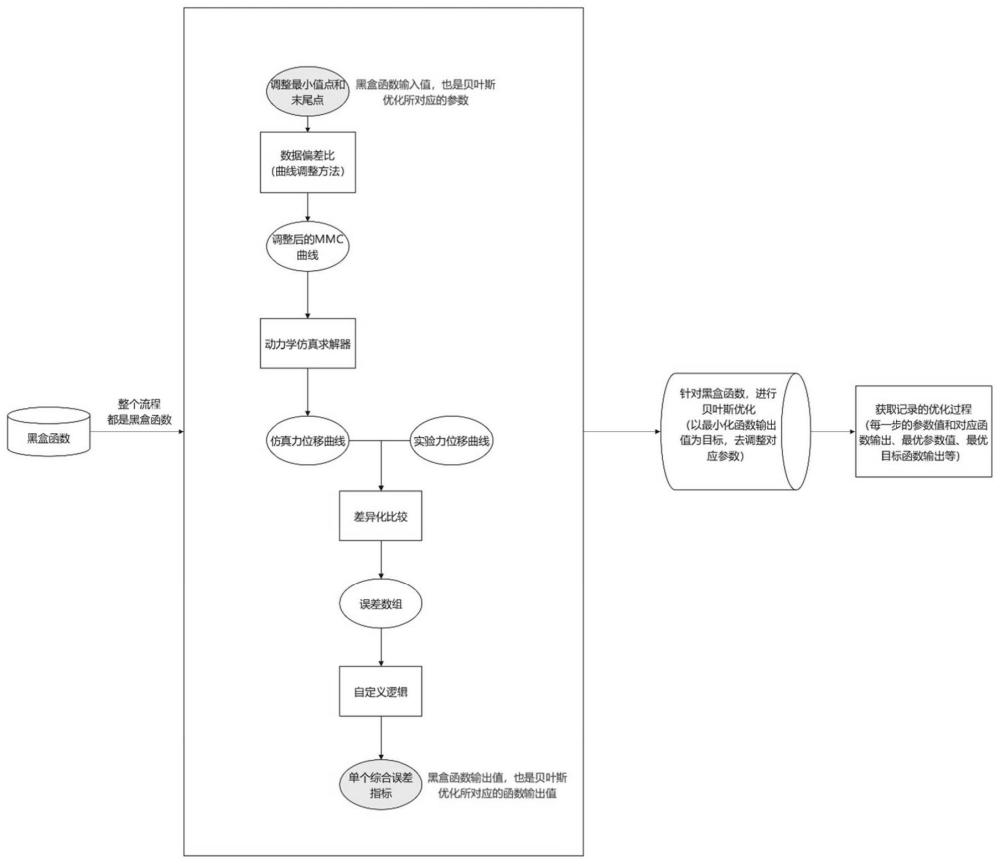
1、本技术的目的在于,提供了一种基于贝叶斯优化的mmc断裂曲线寻优方法及装置,此方法的核心是构建了一款黑盒函数,此函数的输入为调整的mmc断裂曲线最小值点和末端点,输出为单个综合误差指标。将单个综合误差指标设置为贝叶斯优化的目标,通过多次迭代寻优去获取能使得单个综合误差指标最小化的最小值点和末尾点。此方法可以实现对mmc断裂曲线的自动调整优化,不再依靠人工手动调整,大幅度提高mcc的断裂曲线修正的效率及精确度。本技术目的通过下述技术方案来实现:
2、第一方面,本技术提出了一种基于贝叶斯优化的mmc断裂曲线寻优方法,所述方法包括:
3、构建黑盒函数,将调整后的mmc曲线最小值点和末端点作为黑盒函数的输入,将单个综合误差指标作为的黑盒函数输出;
4、对所述黑盒函数进行贝叶斯优化得到优化过程信息;
5、根据优化过程信息找到使得单个综合误差指标最小化的最小值点和末尾点。
6、在一种可能的实施方式中,将调整后的mmc曲线最小值点和末端点作为黑盒函数的输入,将单个综合误差指标作为的黑盒函数输出的步骤,包括:
7、将调整后的最小值点和末端点结合数据偏差率进行调整得到修正后的mmc断裂曲线;
8、将修正后的mmc断裂曲线输入动力学仿真求解器获取多种力位移仿真曲线;
9、计算多种力位移仿真曲线和力位移实验曲线的力位移误差得到误差数组;
10、根据自定义逻辑算法将误差数组转化成单个综合误差指标。
11、在一种可能的实施方式中,修正后的mmc断裂曲线包括调整后的第一曲线和调整后的第二曲线,其中调整后的第一曲线的公式为:其中y0为最小值点之前的转折点,yc1为最小值点,为调整后的最小值点,yi1为调整前y0至yc1的每一个曲线点;
12、调整后的第二曲线其中yc1为最小值点,yc2为末端点,为调整后的最小值点,yi2为调整前yc1至yc2的每一个曲线点,为调整后的末端点。
13、在一种可能的实施方式中,单个综合误差指标result为:result=5×max(fra_err_list)+mean(fra_err_list),其中max(fra_err_list)为误差数组中的最大值,mean(fra_err_list)为误差数组的平均值,获取单个综合误差指标result的计算公式是自定义逻辑算法。
14、在一种可能的实施方式中,多种力位移仿真曲线分别对应纯剪切、r5缺口拉伸、r10缺口拉伸、中心孔拉伸和杯突的力位移仿真曲线。
15、第二方面,本身提出了一种基于贝叶斯优化的mmc断裂曲线寻优装置,所述装置包括:
16、函数构建模块,用于构建黑盒函数,将调整后的mmc曲线最小值点和末端点作为黑盒函数的输入,将单个综合误差指标作为的黑盒函数输出;
17、优化模块,用于对所述黑盒函数进行贝叶斯优化得到优化过程信息;
18、最小化模块,用于根据优化过程信息找到使得单个综合误差指标最小化的最小值点和末尾点。
19、在一种可能的实施方式中,所述函数构建模块包括:
20、优化子模块,用于将调整后的最小值点和末端点结合数据偏差率进行调整得到修正后的mmc断裂曲线;
21、仿真子模块,用于将修正后的mmc断裂曲线输入动力学仿真求解器获取多种力位移仿真曲线;
22、计算子模块,用于计算多种力位移仿真曲线和力位移实验曲线的力位移误差得到误差数组;
23、转化子模块,根据自定义逻辑算法将误差数组转化成单个综合误差指标。
24、在一种可能的实施方式中,修正后的mmc断裂曲线包括调整后的第一曲线和调整后的第二曲线,其中调整后的第一曲线的公式为:其中y0为最小值点之前的转折点,yc1为最小值点,为调整后的最小值点,yi1为调整前y0至yc1的每一个曲线点;
25、调整后的第二曲线其中yc1为最小值点,yc2为末端点,为调整后的最小值点,yi2为调整前yc1至yc2的每一个曲线点,为调整后的末端点。
26、在一种可能的实施方式中,单个综合误差指标result为:result=5×max(fra_err_list)+mean(fra_err_list),其中max(fra_err_list)为误差数组中的最大值,mean(fra_err_list)为误差数组的平均值,获取单个综合误差指标result的计算公式是自定义逻辑算法。
27、在一种可能的实施方式中,多种力位移仿真曲线分别对应纯剪切、r5缺口拉伸、r10缺口拉伸、中心孔拉伸和杯突的力位移仿真曲线。
28、上述本技术主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本技术可采用并要求保护的方案;且本技术,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本技术方案后根据现有技术和公知常识可明了有多种组合,均为本技术所要保护的技术方案,在此不做穷举。
29、本技术公开了一种基于贝叶斯优化的mmc断裂曲线寻优方法及装置,首先构建黑盒函数,将调整后的mmc曲线最小值点和末端点作为黑盒函数的输入,将单个综合误差指标作为黑盒函数的输出,然后对黑盒函数进行贝叶斯优化得到优化过程信息,最后根据优化过程信息找到能使得单个综合误差指标最小化的最小值点和末尾点。此方法中,贝叶斯优化将单个综合误差指标作为算法优化目标,调整后的mmc曲线最小值点和末端点作为需要优化的参数,开展自动迭代寻优,最终得到最优参数,即调整后的mmc断裂曲线最小值点和末端点的最优值。此方法可以实现对mmc断裂曲线的自动调整优化,不再依靠人工手动调整,能够大幅度提高mcc的断裂曲线修正的效率及精确度。
- 还没有人留言评论。精彩留言会获得点赞!