基于机器视觉的单向阀表面质量检测系统的制作方法
本发明涉及阀门检测,具体为基于机器视觉的单向阀表面质量检测系统。
背景技术:
1、机器视觉是人工智能正在快速发展的一个分支。简单说来,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分cmos和ccd两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
2、专利公开号为cn111307820a的申请涉及陶瓷阀芯检测技术领域,且公开了一种基于机器视觉的陶瓷阀芯表面缺陷检测方法,包括以下步骤:对不同规格的陶瓷阀芯分别进行称重,利用自动称重分类系统进行称重;将严重小于标准质量的陶瓷阀芯和严重大于标准质量的陶瓷阀芯分类,剔除了严重缺角、小斑点、破损和崩边的陶瓷阀芯,也剔除了严重抛光不全的陶瓷阀芯;利用摄像设备对标准质量的陶瓷阀芯进行拍摄,对获取的图像进行位置对齐,获得位姿一致性的图像。该基于机器视觉的陶瓷阀芯表面缺陷检测方法,能够解决陶瓷阀芯表面不同缺陷的尺度差异给缺陷检测系统灵敏度带来的影响,降低视觉处理过程中常见的图像灰度不均匀现象给缺陷检测增加的难度。
3、基于机器视觉对单向阀的质量进行检测时,需根据单向阀的表面图像展示情况,来确定其单向阀的表面图像是否存在缺陷,以此来确定其单向阀的整体质量,但原始的检测方式,其检测过程并不全面,其一,未对单向阀与对应通道口的贴合区域进行分析,来判定其单向阀是否存在错位情况,其二,寻找确认对应异常区域标准面的方式较为复杂,不利于后续操作人员的检测进度。
技术实现思路
1、针对现有技术的不足,本发明提供了基于机器视觉的单向阀表面质量检测系统,解决了未对单向阀与对应通道口的贴合区域进行分析,来判定其单向阀是否存在错位情况的问题。
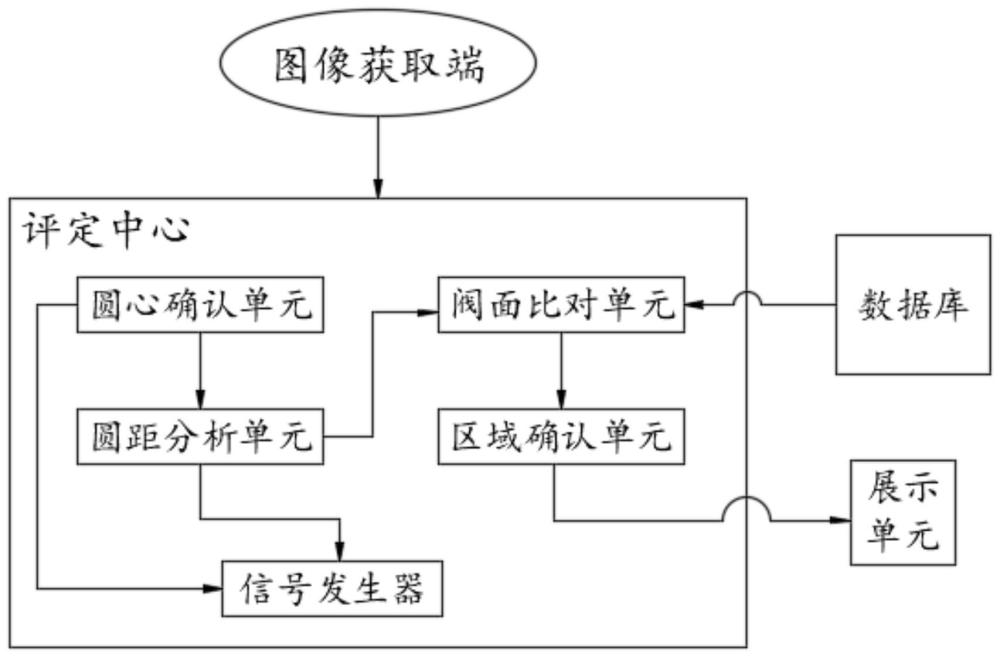
2、为实现以上目的,本发明通过以下技术方案予以实现:基于机器视觉的单向阀表面质量检测系统,包括:
3、图像获取端,基于机器视觉对单向阀的单体开启图像以及单体关闭图像进行确认,并将所确认的单体开启图像以及单体关闭图像传输至评定中心内;
4、圆心确认单元,对单体开启图像以及单体关闭图像进行圆心确认,并将所确认的圆心标定为对应的图像位置处,并将标定处理后的图像传输至圆距分析单元内,具体方式为:
5、从所确定的单体开启图像内,确认其整个图像的中心点,将所确认的中心点标定为单体开启图像的圆心点;
6、从所确认的单体关闭图像内,基于此单体关闭图像的圆周走向,生成此单体关闭图像的边缘轮廓圆圈,再将此边缘轮廓圆周均分为n份得到弧形段,其中n为预设值,确认每个弧形段之间的弧度值,并将其标定为hdi,其中i代表不同的弧形段,将若干组弧度值hdi进行方差处理,确定一组方差值,并确认其方差值是否满足:方差≥y1,其中y1为预设值,若满足,则通过信号发生器生成闭合错误信号,并直接进行展示;
7、若不满足:方差≥y1,从n份弧形段内确定出现次数最多的一组弧度值hdi,并将其对应的弧形段标定为标准段,基于此标准段的对应弧度,生成一组外部圆周,其外部圆周的弧度值与标准段的弧度值一致,通过此外部圆周,确认其内部圆心,将所确认的内部圆心标定于单体关闭图像内;
8、将圆心标定后的两组图像传输至圆距分析单元内;
9、圆距分析单元,将单体开启图像的圆心点水平映射至单体关闭图像内,再基于单体关闭图像内所确认的内部圆心,确认两个点位之间的直线距离是否达标,并基于确认结果,生成确认信号,的具体方式为:
10、单体开启图像的圆心点水平映射后,在单体关闭图像内确认一组映射点;
11、再确认映射点与单体关闭图像内部圆心之间的直线距离,将直线距离标定为jl,判定其直线距离jl是否满足:jl≥y2,其中y2为预设值,若满足,通过信号发生器生成单向阀错位信号;
12、若不满足jl≥y2,则不生成任何处理信号,并将所确认的单体关闭图像传输至阀面比对单元内。
13、优选的,所述阀面比对单元,将单体关闭图像与数据库内预设的标准图像进行比对,基于比对结果,锁定单体关闭图像内部的阴影区,并提取阴影区,并基于阴影区确定标准区,并将标准区进行提取传输至区域确认单元内;具体方式为:
14、将单体关闭图像与标准图像进行比对,其中标准图像为预设图像,由操作人员提前确定标准单向阀的表面图像并存储;
15、基于具体的比对过程,对单体关闭图像内比对结果不一致的区域进行标定,确定阴影区;
16、拟定四个标准方向,确定阴影区边缘轮廓位于标准方向的最远点,并构建穿插对应最远点的水平线段,基于所构建的若干组水平线段,确认一组标准区,其标准区包括阴影区,并确定标准区的中心点,确定其中心点与单体关闭图像内部圆心的向量,提取圆面内所确认的标准区,并将所确认的标准区以及向量传输至区域确认单元内。
17、优选的,所述区域确认单元,确认标准图像的内部圆心,再基于所接收的向量,确定内部圆心延伸的对应点位,再基于对应标准区的整体面积以及对应点位,从标准图像内提取相应面积的待核对区,将所确认的标准区以及待核对区传输至外部展示单元内。
18、本发明提供了基于机器视觉的单向阀表面质量检测系统。与现有技术相比具备以下有益效果:
19、本发明通过确认不同状态下其单体阀的图像,基于原始的单体开启图像确认其图像中心点,再基于对应的单体关闭图像,确认其单向阀与水流通道的结合面,随后在基于结合区域的轮廓,生成对应结合面的中心点,基于两组中心点之间的数值差异,便可确认其单向阀在封闭过程中,是否存在错位的情况,其分析方式较为简便,其分析判定情况更为准确,所产生的分析判定效果更好;
20、随后在进行阀面比对时,首先需要确定其对应阀面的阴影区域,随后基于所确定的阴影区域以及周边的四个方向,生成一个矩形,基于所生成的矩形,便可确定其矩形的中心点,从而便可确定此中心点与对应圆点的向量,采用此种向量确定方式,便可能从对应的标准图像内快速确定相同区域,及时展示,便于外部人员进行画面比对,提升其画面比对的全面性,提升其单向阀的整体质量检测效果。
技术特征:
1.基于机器视觉的单向阀表面质量检测系统,其特征在于,包括:
2.根据权利要求1所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述圆心确认单元,对单体开启图像以及单体关闭图像进行圆心确认的具体方式为:
3.根据权利要求2所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述圆心确认单元,对单体开启图像以及单体关闭图像进行圆心确认的具体方式还包括:
4.根据权利要求3所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述圆距分析单元,分析其直线距离是否达标的具体方式为:
5.根据权利要求4所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述圆距分析单元,分析其直线距离是否达标的具体方式还包括:
6.根据权利要求5所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述阀面比对单元,将单体关闭图像与数据库内预设的标准图像进行比对,基于比对结果,锁定单体关闭图像内部的阴影区,并提取阴影区,并基于阴影区确定标准区,并将标准区进行提取传输至区域确认单元内。
7.根据权利要求6所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述阀面比对单元,确定标准区的具体方式为:
8.根据权利要求7所述的基于机器视觉的单向阀表面质量检测系统,其特征在于,所述区域确认单元,确认标准图像的内部圆心,再基于所接收的向量,确定内部圆心延伸的对应点位,再基于对应标准区的整体面积以及对应点位,从标准图像内提取相应面积的待核对区,将所确认的标准区以及待核对区传输至外部展示单元内。
技术总结
本发明公开了基于机器视觉的单向阀表面质量检测系统,本发明涉及阀门检测技术领域,解决了未对单向阀与对应通道口的贴合区域进行分析,来判定其单向阀是否存在错位情况的问题,本发明通过确认不同状态下其单体阀的图像,基于原始的单体开启图像确认其图像中心点,再基于对应的单体关闭图像,确认其单向阀与水流通道的结合面,随后在基于结合区域的轮廓,生成对应结合面的中心点,基于两组中心点之间的数值差异,便可确认其单向阀在封闭过程中,是否存在错位的情况,其分析方式较为简便,其分析判定情况更为准确,所产生的分析判定效果更好。
技术研发人员:王述益,王谷立
受保护的技术使用者:布劳宁(上海)液压气动有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!