一种金属电子束焊缺陷检测方法及系统与流程
本发明涉及图像处理,具体涉及一种金属电子束焊缺陷检测方法及系统。
背景技术:
1、在工业焊接场景中,电子束焊是一种高能量密度焊接方法,它利用加速和聚焦的电子束轰击置于真空或非真空中的焊接面,使被焊工件熔化实现焊接,具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点,被广泛应用于众多行业,比如常见某些具有高电阻值和长条状形状的合金电阻器,电子束焊可能是一种制造方法。这是因为电子束焊可以提供高度精确的焊接控制,从而在焊接过程中更容易保持合金电阻器的准确尺寸和电阻特性。但由于其方法的特殊性,在焊接过程中它也会产生一些特有的缺陷,例如钉尖缺陷、长空洞缺陷、中部裂纹和磁场干扰造成的焊道偏离焊缝等。其中钉尖缺陷是电子束焊接的固有缺陷,常发生在部分熔透的焊缝顶部或根部,它通常表现为明显的凸起、凹陷或不规则形状,会影响焊接接头的外观质量,并且可能对焊接接头的力学性能产生不利影响。
2、均值漂移聚类作为一种常用的缺陷分割方法,该算法中每个像素上漂移过的窗口数量越多,像素经过计算分析的次数越多,因而像素的聚类精度就越高。钉尖缺陷作为本发明主要分析的缺陷,为了准确的分割出钉尖缺陷区域,需得控制漂移窗口更多的通过钉尖缺陷可能性较大的像素。因而如何控制漂移窗口更多的通过钉尖缺陷可能性较大的像素,进而提高钉尖缺陷区域分割的准确性,成为亟待解决的问题。
技术实现思路
1、本发明提供一种金属电子束焊缺陷检测方法及系统,以解决现有的问题:如何控制漂移窗口更多的通过钉尖缺陷可能性较大的像素,进而提高钉尖缺陷区域分割的准确性。
2、本发明的一种金属电子束焊缺陷检测方法及系统采用如下技术方案:
3、本发明一个实施例提供了一种金属电子束焊缺陷检测方法,该方法包括以下步骤:
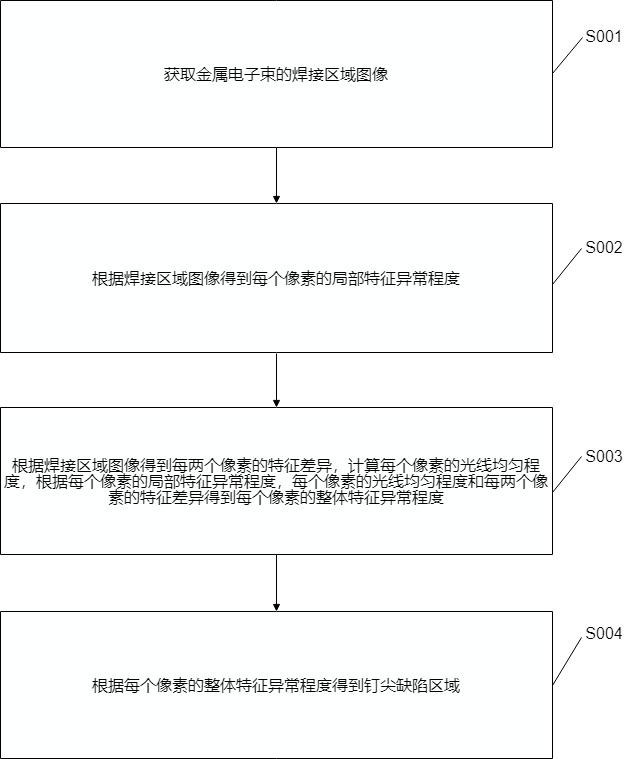
4、获取金属电子束的焊接区域图像;
5、获取焊接区域图像中每个像素的局部窗口,根据每个像素的局部窗口中所有像素的灰度值差异以及灰度值的信息熵得到每个像素的局部特征异常程度;
6、根据每两个像素的局部窗口之间的梯度方向差异以及对比度差异得到每两个像素的特征差异;根据每个像素的梯度方向得到每个像素的光线均匀程度,根据每个像素的光线均匀程度,每个像素的局部特征异常程度以及每两个像素的特征差异得到每个像素的整体特征异常程度;
7、根据每个像素的整体特征异常程度得到修正后偏移向量,根据修正后偏移向量完成所有像素的聚类分析得到若干个分割区域,根据每个分割区域中像素的整体特征异常程度对每个分割区域进行缺陷判定得到若干钉尖缺陷区域。
8、优选的,所述获取焊接区域图像中每个像素的局部窗口,包括的具体方法为:
9、预设窗口的边长为l,以焊接区域图像中每个像素为中心,获取l*l的窗口,记为每个像素的局部窗口。
10、优选的,所述根据每个像素的局部窗口中所有像素的灰度值差异以及灰度值的信息熵得到每个像素的局部特征异常程度,包括的具体方法为:
11、
12、其中,表示第i个像素的局部窗口内的第j个像素的灰度值,表示第i个像素的灰度值,表示每个像素的局部窗口内的像素数量,表示第i个像素的局部窗口内的所有像素的灰度值方差,将取值相同的灰度值作为一种,表示第i个像素的局部窗口内第z种灰度值的像素出现概率,||表示绝对值符号,表示线性归一化处理,表示第i个像素的局部窗口内所有像素的灰度值的信息熵,表示第i个像素的局部特征异常程度。
13、优选的,所述根据每两个像素的局部窗口之间的梯度方向差异以及对比度差异得到每两个像素的特征差异,包括的具体方法为:
14、获取焊接区域图像中每个像素的梯度方向;获取每个像素的对比度;
15、每两个像素的特征差异的计算方法为:
16、
17、其中,k表示每个像素的局部窗口内像素的位置,表示第i个像素的局部窗口中第k个像素与第v个像素的局部窗口中第k个像素的梯度方向的夹角,表示每个像素的局部窗口中像素数量,表示第i个像素的局部窗口中第k个像素的对比度,表示第v像素的局部窗口中第k个像素的对比度,||表示绝对值符号,表示线性归一化处理,表示第i个像素与第v个像素的特征差异。
18、优选的,所述获取每个像素的对比度,包括的具体方法为:
19、将每个像素的8邻域内所有像素的灰度值均值记为每个像素的邻域灰度值,将每个像素的灰度值与邻域灰度值的差值作为每个像素的对比度。
20、优选的,所述根据每个像素的梯度方向得到每个像素的光线均匀程度,包括的具体方法为:
21、在焊接区域图像的所有像素的梯度方向中选择出现次数最多的梯度方向作为光线方向,以每个像素为中心,在光线方向上获取连续的n个像素,作为每个像素的光线参考像素;
22、每个像素的光线均匀程度的计算方法为:
23、
24、其中,表示第i个像素的梯度方向与第n个光线参考像素的梯度方向的夹角,n表示每个像素的光线参考像素的数量,表示第i个像素的第n个光线参考像素的局部特征异常程度,表示第i个像素的光线均匀程度。
25、优选的,所述根据每个像素的光线均匀程度,每个像素的局部特征异常程度以及每两个像素的特征差异得到每个像素的整体特征异常程度,包括的具体方法为:
26、
27、其中,表示第i个像素的光线均匀程度,表示第i个像素与第v个像素的特征差异,表示第v个像素的局部特征异常程度,表示第v个像素的光线均匀程度,表示焊接区域图像中像素的数量,线性归一化处理,表示第i个像素的整体特征异常程度。
28、优选的,所述根据每个像素的整体特征异常程度得到修正后偏移向量,根据修正后偏移向量完成所有像素的聚类分析得到若干个分割区域,包括的具体方法为:
29、利用均值漂移算法对焊接区域图像中像素坐标进行聚类处理,对于每次聚类迭代过程,获取聚类中心像素,以及以聚类中心为中心的带宽内的像素,记为待分析像素;
30、修正后偏移向量的计算方法为:
31、
32、其中,表示第y个待分析像素与聚类中心像素构成的向量,表示待分析像素的数量,表示第y个待分析像素的异常程度,表示修正后偏移向量;
33、在每次聚类迭代过程中,将修正后偏移向量替换偏移向量;基于修正后偏移向量完成焊接区域图像中所有像素的聚类分析,得到若干类簇,将每个类簇中所有像素构成的区域记为每个分割区域。
34、优选的,所述根据每个分割区域中像素的整体特征异常程度对每个分割区域进行缺陷判定得到若干钉尖缺陷区域,包括的具体方法为:
35、将分割区域中所有像素的整体特征异常程度的均值作为每个分割区域的整体特征异常程度,将整体特征异常程度大于预设异常程度阈值的分割区域判定为钉尖缺陷区域。
36、一种金属电子束焊缺陷检测系统,该系统包括以下模块:
37、图像采集模块,用于获取金属电子束的焊接区域图像;
38、局部特征异常程度获取模块,用于获取焊接区域图像中每个像素的局部窗口,根据每个像素的局部窗口中所有像素的灰度值差异以及灰度值的信息熵得到每个像素的局部特征异常程度;
39、整体特征异常程度获取模块,用于根据每两个像素的局部窗口之间的梯度方向差异以及对比度差异得到每两个像素的特征差异;根据每个像素的梯度方向得到每个像素的光线均匀程度,根据每个像素的光线均匀程度,每个像素的局部特征异常程度以及每两个像素的特征差异得到每个像素的整体特征异常程度;
40、钉尖缺陷检测模块,用于根据每个像素的整体特征异常程度得到修正后偏移向量,根据修正后偏移向量完成所有像素的聚类分析得到若干个分割区域,根据每个分割区域中像素的整体特征异常程度对每个分割区域进行缺陷判定得到若干钉尖缺陷区域。
41、本发明的技术方案的有益效果是:获取每个像素的局部窗口。由于从局部来看,钉尖缺陷处像素之间的灰度值差异较大,并且钉尖缺陷处灰度值分布较为混乱,因而根据每个像素的局部窗口中像素之间的灰度值差异以及灰度值信息熵得到每个像素的局部特征异常程度;由于非钉尖缺陷较为平滑,同时不同区域的非钉尖缺陷之间的纹理相似度较高,因而根据每两个像素的局部窗口之间的纹理信息差异得到每两个像素的特征差异,由于非钉尖缺陷处较为平滑,因而其光线方向较为一致,因而根据每个像素的梯度方向得到每个像素的光线均匀程度,结合每个像素的光线均匀程度,每个像素的局部特征混乱程度以及每两个像素的特征差异得到每个像素的整体特征异常程度。通过整体特征异常程度能够从宏观上反映每个像素为钉尖缺陷的可能性。根据每个像素的整体特征异常程度调整均值漂移向量得到修正后漂移向量,通过修正后漂移向量可以使漂移窗口更多的通过整体特征异常程度高的像素,进而实现更准确的分割出钉尖缺陷区域。
- 还没有人留言评论。精彩留言会获得点赞!