一种录音笔壳体及录音笔的制作方法
1.本技术涉及录音设备的领域,更具体地说,它涉及一种录音笔壳体及录音笔。
背景技术:
2.数码录音笔是数字录音器的一种,携带方便,同时拥有多种功能,如激光笔功能、mp3播放等。数码录音笔与传统录音机相比,数码录音笔使用寿命更长。数码录音笔由于采用的是数字技术,因此可以非常容易的使用数字加密的各种算法对其进行加密,以达到保密的要求,因此安全性更高。
3.相关技术中,授权公告号为cn213339681u的中国实用新型专利公开了一种录音笔,其包括主体模块,主体模块上设置有麦克风组、触摸屏及若干个实体操控按键,触摸屏设置于主体模块的前表面,用于信息显示以及提供交互的操控界面;若干实体操控按键中的部分实体操控按键设置于所述主体模块的前表面,且位于所述触摸屏的下方,部分实体操控按键用于在外部触发下键入对应的操作指令。
4.针对上述相关技术,发明人认为,当录音笔受踩踏时易损坏,从而导致录音笔无法正常使用。
技术实现要素:
5.为了降低录音笔受踩踏时所受到的损伤,延长录音笔使用寿命,本技术提供一种录音笔壳体及录音笔。
6.本技术提供的一种录音笔壳体及录音笔采用如下的技术方案:第一方面,一种录音笔壳体,包括外防护壳,所述外防护壳内设置有对外防护壳起支撑作用的内支撑壳,所述内支撑壳用于容纳录音笔本体。
7.通过采用上述技术方案,外防护壳和内支撑壳对录音笔本体进行双重防护,且内支撑壳对外防护壳进行支撑,当壳体受踩踏时,外防护壳和内支撑壳有效降低录音笔本体所受损伤,延长录音笔本体使用寿命。
8.优选的,所述外防护壳包括可拆卸连接的上防护盖和下防护盖,所述上防护盖和下防护盖均呈圆筒形设计且二者同轴设置,所述上防护盖远离下防护盖一端未开通,所述上防护盖远离下防护盖一端开设有多个通孔,所述通孔与内支撑壳内连通,所述下防护盖远离上防护盖一端未开通。
9.通过采用上述技术方案,上防护盖和下防护盖呈圆筒形设计,从而有效提高握持舒适度,当壳体掉落于地面上后滚动至一旁,不易被踩踏。
10.优选的,所述内支撑壳包括固定连接于上防护盖内的第一支撑筒,所述下防护盖内固定连接有第二支撑筒,所述第一支撑筒和第二支撑筒形状均为正三棱柱形,所述第一支撑筒两端面中心连线和第二支撑筒两端面中心连线共线设置,所述第一支撑筒两端面中心连线与上防护盖轴线共线设置,录音笔本体放置于第一支撑筒和第二支撑筒内。
11.通过采用上述技术方案,第一支撑筒对上防护盖进行支撑,第二支撑筒对下防护
盖进行支撑,当壳体受踩踏时,第一支撑筒和第二支撑筒能有效降低内支撑壳内的录音笔本体所受损伤。
12.优选的,所述第一支撑筒侧壁沿第一支撑筒长度方向固定连接有第一增强板,所述第一增强板与第一增强板所在的第一支撑筒侧壁垂直,所述第一增强板背离第一支撑筒一侧与上防护盖内壁固定连接。
13.通过采用上述技术方案,第一增强板对上防护盖进行支撑,有效减少上防护盖的形变程度,从而对录音笔本体进行有效保护,减少录音笔本体所受损伤。
14.优选的,所述外防护壳和内防护壳所用材料为abs树脂和聚碳酸酯合金,abs树脂和聚碳酸酯合金由包括以下重量份的原料制成,abs树脂35~50份,聚碳酸酯20~40份,抗冲击改性填料3~6份,润滑分散剂6~10份,硅烷偶联剂2~3份,抗氧化剂1~4份,阻燃剂2~4份,相容剂7~12份。
15.通过采用上述技术方案,相容剂增加abs树脂、聚碳酸酯和抗冲击改性填料之间的相容性,再通过润滑分散剂提高抗冲击改性填料的分散性以及abs树脂和聚碳酸酯的流动性,从而使抗冲击改性填料对abs树脂和聚碳酸酯进行改性,提高abs树脂和聚碳酸酯合金的抗冲击性能。
16.优选的,所述抗冲击改性填料包括纳米碳化钨和纳米改性蒙脱土,所述纳米碳化钨和纳米改性蒙脱土二者重量之比为1:1~3。
17.通过采用上述技术方案,通过纳米碳化钨和纳米改性蒙脱土对abs树脂以及聚碳酸酯缝隙进行填充,从而有效提高abs树脂和聚碳酸酯合金的抗冲击性能。
18.优选的,所述润滑分散剂包括pets和tpee,所述pets和tpee二者重量之比为1:2~4。
19.通过采用上述技术方案,润滑分散剂提高abs树脂的流动性,abs树脂流动带抗冲击改性填料流动,从而抗冲击改性填料的分散均匀性,进而提高抗冲击改性填料对abs树脂以及聚碳酸酯的填充均匀性,提高abs树脂和聚碳酸酯合金的抗冲击性能。
20.优选的,还包括碳纳米纤维粉2~3份。
21.通过采用上述技术方案,碳纳米纤维粉提高abs树脂和聚碳酸酯之间的连接强度,进而使抗冲击改性填料在abs树脂和聚碳酸酯内的连接稳定性,从而提高abs树脂和聚碳酸酯合金的抗冲击性能。
22.第二方面,本技术提供一种录音笔,包括上述录音笔壳体,所述录音笔壳体内安装有录音笔本体。
23.通过采用上述技术方案,当壳体受踩踏时,外防护壳和内支撑壳有效降低录音笔本体所受损伤,延长录音笔本体使用寿命。
24.综上所述,本技术具有以下有益效果:1、由于本技术采用内支撑壳对外防护壳进行支撑,将录音笔放置于内支撑壳内,从而对录音笔进行有效防护,减少录音笔受踩踏损伤的情况,降低录音笔因踩踏造成的损伤,延长录音笔使用寿命。
25.2、本技术中内支撑壳整体呈三棱柱形设计,从而对外防护壳进行支撑,且当外防护壳受踩踏时,第一增强板能有效减少外防护壳形变,从而对录音笔进行保护。
26.3、本技术中通过abs树脂和聚碳酸酯复配,以及抗冲击改性填料对abs树脂和聚碳
酸酯进行填充,有效提高abs树脂和聚碳酸酯合金的抗冲击性能,进而提高外防护壳和内支撑壳的抗冲击性能。
附图说明
27.图1是本技术实施例1整体结构示意图;图2是本技术实施例1爆炸视图,主要用于展示外防护壳;图3是本技术实施例1部分结构示意图,主要用于展示第一支撑筒与上防护盖连接关系;图4是本技术实施例1部分结构示意图,主要用于展示第二支撑筒与下防护盖连接关系。
28.附图标记说明:1、外防护壳;11、上防护盖;111、第一定位槽;112、通孔;12、下防护盖;121、第二定位槽;13、连接组件;131、第一连接筒;132、第二连接筒;2、内支撑壳;21、第一支撑筒;22、第二支撑筒;23、第一增强板;24、第二增强板;25、第一定位杆;26、第二定位杆。
具体实施方式
29.本技术实施例中abs树脂,聚碳酸酯,pets,tpee,纳米碳化钨,纳米改性蒙脱土,硅烷偶联剂,抗氧化剂,阻燃剂,相容剂均采购自市售。其中抗氧化剂为巴斯夫抗氧剂1076,采购自东莞市长河化工有限公司;阻燃剂为磷酸三乙酯,采购自盼得(上海)国际贸易有限公司;相容剂采购自铨盛国际供应链管理(广东)有限公司型号为x
‑
cm714。
30.以下结合附图和实施例对本技术作进一步详细说明。实施例
31.实施例1本技术实施例1公开一种录音笔壳体,参照图1,包括外防护壳1,外防护壳1内设置有内支撑壳2,录音笔本体放置于内支撑壳2内。将录音笔本体放置于内支撑壳2内,通过外防护壳1和内支撑壳2对录音笔本体进行保护,从而有效减少录音笔本体受踩踏损坏的情况。
32.参照图2和图3,外防护壳1包括圆筒形上防护盖11,上防护盖11一端封闭且开设有多个通孔112,上防护盖11未封闭一端通过连接组件13可拆卸连接有下防护盖12,下防护盖12为圆筒形且与上防护盖11同轴设置,下防护盖12远离上防护盖11一端封闭设置。
33.参照图2,连接组件13包括同轴固定连接于上防护盖11朝向上防护盖11一端的第一连接筒131,下防护盖12朝向上防护盖11一端同轴固定连接有第二连接筒132,第二连接筒132外壁与第一连接筒131内壁螺纹连接。
34.参照图2和图4,内支撑壳2包括通过第一定位组件固定连接于上防护盖11内的第一支撑筒21,下防护盖12内通过第二定位组件固定连接有第二支撑筒22,第一支撑筒21与第二支撑筒22端面为正三角形,第一支撑筒21两端面中心连线和第二支撑筒22两端面中心连线共线设置,第一支撑筒21两端面中心连线与上防护盖11轴线共线设置,第二支撑筒22两端面中心连线与下防护盖12轴线共线设置。第一支撑筒21外侧壁沿第一支撑筒21长度方向均固定连接有第一增强板23,第一增强板23与第一增强板23所在第一支撑筒21侧壁垂直
设置,第一增强板23与上防护盖11内壁固定连接。第二支撑筒22外侧壁沿第二支撑筒22长度方向均固定连接有第二增强板24,第二增强板24与第二增强板24所在第二支撑筒22侧壁垂直设置,第二增强板24与下防护盖12内壁固定连接。
35.参照图2和图3,第一定位组件包括固定连接于第一支撑筒21棱边上的第一定位杆25,第一定位杆25长度方向与第一支撑筒21长度方向平行,上防护盖11内壁沿上防护盖11轴向开设有三条第一定位槽111,三条第一定位槽111以上防护盖11轴线为圆心周向设置,第一定位杆25滑入第一定位槽111内,第一定位杆25粘接于第一定位槽111内。
36.参照图2和图4,第二定位组件包括固定连接于第二支撑筒22棱边上的第二定位杆26,第二定位杆26长度方向与第二支撑筒22长度方向平行,下防护盖12内壁沿上防护盖11轴向开设有三条第二定位槽121,第二定位槽121穿过第二连接筒132,三条第二定位槽121以下防护盖12轴线为圆心周向设置,第二定位杆26滑入第二定位槽121内,第二定位杆26粘接于第二定位槽121内。
37.本技术实施例1一种录音笔壳体的实施原理为:将录音笔本体放入第二支撑筒22内,将第一支撑筒21扣合于录音笔本体上,转动上防护盖11使第一连接筒131与第二连接筒132螺纹连接,从而将录音笔本体放置于壳体内。
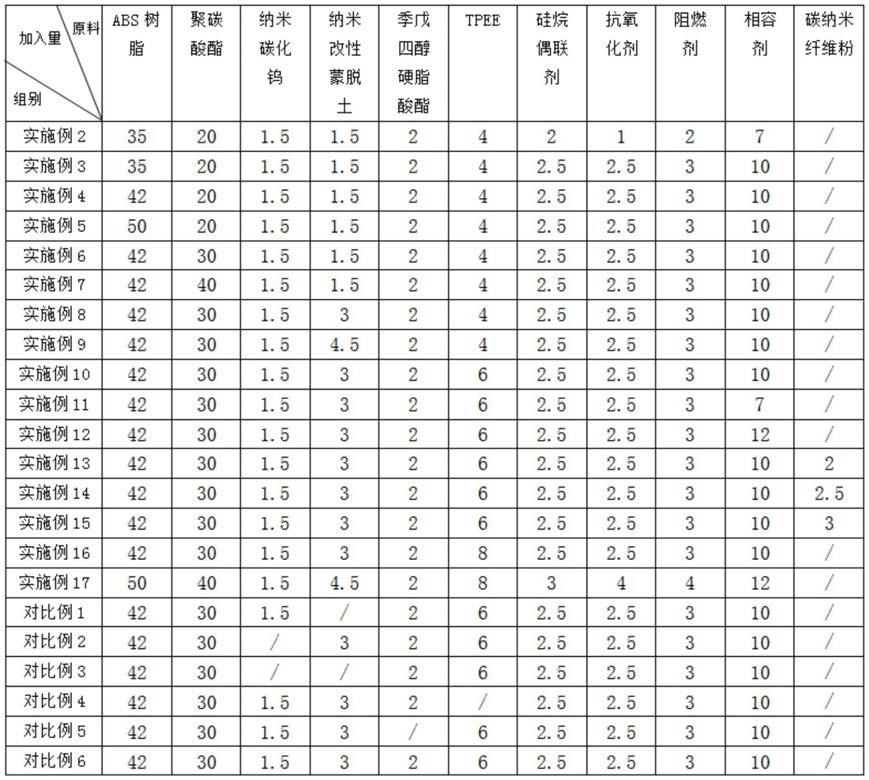
38.实施例2取35kgabs树脂、20kg聚碳酸酯、1.5kg纳米碳化钨、1.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2kg硅烷偶联剂、1kg抗氧化剂、2kg阻燃剂和7kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
39.实施例3取35kgabs树脂、20kg聚碳酸酯、1.5kg纳米碳化钨、1.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
40.实施例4取42kgabs树脂、20kg聚碳酸酯、1.5kg纳米碳化钨、1.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
41.实施例5取50kgabs树脂、20kg聚碳酸酯、1.5kg纳米碳化钨、1.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
42.实施例6取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、1.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风
干燥3h后注塑为外防护壳和内支撑壳并进行组装。
43.实施例7取42kgabs树脂、40kg聚碳酸酯、1.5kg纳米碳化钨、1.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
44.实施例8取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
45.实施例9取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、4.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、4kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
46.实施例10取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
47.实施例11取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和7kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
48.实施例12取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和12kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
49.实施例13取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂、10kg相容剂和2kg碳纳米纤维粉在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
50.实施例14取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂、10kg相容剂和
2.5kg碳纳米纤维粉在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
51.实施例15取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂、10kg相容剂和3kg碳纳米纤维粉在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
52.实施例16取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、8kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
53.实施例17取50kgabs树脂、40kg聚碳酸酯、1.5kg纳米碳化钨、4.5kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、8kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
54.对比例对比例1取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
55.对比例2取42kgabs树脂、30kg聚碳酸酯、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
56.对比例3取42kgabs树脂、30kg聚碳酸酯、2kg季戊四醇硬脂酸酯、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
57.对比例4取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2kg季戊四醇硬脂酸酯、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
58.对比例5
取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、6kgtpee、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
59.对比例6取42kgabs树脂、30kg聚碳酸酯、1.5kg纳米碳化钨、3kg纳米改性蒙脱土、2.5kg硅烷偶联剂、2.5kg抗氧化剂、3kg阻燃剂和10kg相容剂在高速混合机中混合5min,然后在200~260℃下经双螺杆机挤出造粒,所得粒料经100℃热风干燥3h后注塑为外防护壳和内支撑壳并进行组装。
60.表1实施例2~17和对比例1~6原料表/kg性能检测试验依据gb/t 20417.2
‑
2006《塑料丙烯腈
‑
丁二烯
‑
苯乙烯(abs)模塑和挤出材料第2部分:试样制备的性能检测》,对实施例2~17和对比例1~6制备试样并检测性能。
61.试样制备参照标准中3试样制备3.2注塑。
62.性能检测参照标准中5性能测定,检测项目为缺口试样简支梁冲击强度、拉伸强度和弯曲强度。
63.表2实施例2~17和对比例1~6性能测定表
结合实施例10、对比例1、对比例2和对比例3并结合表2可以看出,同时添加纳米碳化钨与纳米改性蒙脱土相较于单独添加纳米碳化钨或者单独添加纳米改性蒙脱土,abs和聚碳酸酯合金的抗冲击性能、抗拉强度和弯曲强度得到明显提升,从而有效提高注塑后的外防护壳和内支撑壳的抗冲击性能。原因应该为纳米碳化钨与纳米改性蒙脱土对abs和聚碳酸酯合金的缝隙进行填补,纳米改性蒙脱土吸水粘附纳米碳化钨随abs树脂流动,生产过程中纳米改性蒙脱土被烘干,纳米碳化钨与纳米改性蒙脱土分离,从而散落于abs和聚碳酸酯合金各部分,提高纳米碳化钨的分散均匀性,提高填充效果。
64.结合实施例10、对比例4、对比例5和对比例6并结合表2可以看出,相对于单独添加季戊四醇硬脂酸酯或者单独添加tpee,同时添加季戊四醇硬脂酸酯和tpee后,abs和聚碳酸酯合金的抗冲击性能、抗拉强度和弯曲强度得到明显提升,从而有效提高注塑后的外防护壳和内支撑壳的抗冲击性能,降低外防护壳和内支撑壳的变形程度,从而对录音笔进行有效保护。通过季戊四醇硬脂酸酯和tpee提高abs树脂和聚碳酸酯的流动性,同时提高纳米碳化钨与纳米改性蒙脱土的分散均匀度,从而提高对abs树脂和聚碳酸酯缝隙的填充,提高abs和聚碳酸酯合金的抗冲击性能。
65.结合实施例10、实施例13、实施例14和实施例15并结合表2可以看出,通过添加碳纳米纤维粉从而对abs树脂和聚碳酸酯缝隙进行连接,同时提高纳米碳化钨与纳米改性蒙脱土在缝隙内的连接强度,从而提高abs和聚碳酸酯合金的抗冲击性能。
66.结合实施例10、实施例11和实施例12并结合表2可以看出,通过对相容剂加入量进
行选择,从而有效提高abs树脂和聚碳酸酯的相容性,提高abs树脂和聚碳酸酯的结合强度,从而使纳米碳化钨与纳米改性蒙脱土在缝隙内连接更稳定,进一步提高abs和聚碳酸酯合金的抗冲击性能。
67.本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1