变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法与流程
1.本发明涉及用于通信终端的充电器的变压器。
背景技术:
2.通常,变压器(transformer)具有初级侧(primary)和次级侧(secondary),通常,初级侧用作输入端,次级侧用作输出端。
3.在变压器中,用于手机充电器等的小型变压器使用缠绕三重绝缘线(triple insulated wire)的线圈部件(尤其,用作次级侧)。
4.但是,缠绕三重绝缘线的线圈部件有以下问题:由于需要人工直接剥离电线的外被,因此难以进行大量生产,并且由于三重绝缘线无法均匀缠绕,因此不合格率较高。并且,如果将缠绕三重绝缘线的线圈部件用作小型变压器的次级侧,则该小型变压器的初级侧与次级侧需要隔开规定间隔以确保足够的绝缘耐压,致使小型变压器的尺寸增大,从而小型变压器的漏电感(leakage inductance)增大。
5.并且,在手机等高速充电需要提高小型变压器的输出的现状下,如果将缠绕三重绝缘线的线圈部件用作小型变压器的次级侧,则需要将小型变压器的初级侧与次级侧比现有技术进一步隔开,以确保初级侧与次级侧之间的足够的绝缘耐压,因此小型变压器的尺寸进一步增大,从而漏电感也进一步增大。并且,随着初级侧与次级侧的间隔增大,小型变压器的效率会降低。
6.因此,最近已尝试在变压器中使用印刷在印刷电路板(pcb:printed circuit board)的线圈(印刷电路板线圈)及平板线圈(plate coil)。
7.然而,印刷电路板线圈虽然容易大量生产,但是由于面积小、电流容量低,而不能充分绝缘,与利用三重绝缘线的线圈相比绝缘耐压差。并且,为了绝缘,平板线圈需要进行镶嵌注塑(insert molding),而在镶嵌注塑时平板线圈很难被固定在模具中,平板线圈的形状因熔融液的压力而变形,或者平板线圈断线导致不合格率增加。
8.并且,现有的平板线圈通过注塑成型制作成一个单独的产品,因此在压力加工时整个平板线圈会摇晃,并且模具中会发生摇晃或流动,从而产生不合格产品。
9.现有文献1:韩国公开专利第2013-0106300号(公开日期:2013年09月27日)
10.现有文献2:韩国公开专利第2016-0041837号(公开日期:2016年04月18日)
技术实现要素:
11.技术问题
12.本发明是为了解决所述现有技术问题而提出的,本发明的变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法的目的在于提供适用于如下的变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法。
13.第一,通过配置上下两排平板线圈,并且通过中心定位器连接这两排平板线圈,当
镶嵌于第一次注塑模具时可以准确定位中心位置,从而能够更加准确地安装在第一次注塑模具中,精确地执行第一次镶嵌注塑作业(提高第一次注塑作业的可靠性);
14.第二,对平板线圈进行轧制或压力加工时,可以防止整个上平板线圈和下平板线圈扭曲;
15.第三,通过采用上平板线圈和下平板线圈一对平板线圈,可以解决现有的单个平板线圈在压力加工时扭曲的问题,并且当镶嵌并安装于模具时,可以解决因摇晃引起的不合格问题;
16.第四,通过配置上架杆、下架杆、连接架杆、侧连接片,可以在上平板线圈和下平板线圈的轧制或压力加工过程中准确成型而不会摇晃或扭曲,并且可以在执行第一次注塑作业时稳定地执行镶嵌注塑作业,而不会在第一次注塑模具中流动;
17.第五,可以将变压器用平板线圈元件制造成同时具有上平板线圈和下平板线圈两排,从而提高生产性,实现精确注塑。
18.用于解决问题的方案
19.用于实现所述目的的本发明的变压器用两排平板线圈组件的特征在于,包括:上平板线圈,从一个端子开始形成螺旋状图案后终止于另一个端子;下平板线圈,以与所述上平板线圈相向的方式对称布置,从一个端子开始形成螺旋状图案后终止于另一个端子;以及中心定位器,用于连接与所述上平板线圈的端子相反侧的最外围螺旋状图案部和与所述下平板线圈的端子相反侧的最外围螺旋状图案部,以构成所述上平板线圈和下平板线圈的长度方向的中心。
20.用于实现所述目的的本发明的变压器用平板线圈元件的制造方法的特征在于,包括如下的步骤:准备金属片材;将所述金属片材成型为两排平板线圈组件,所述两排平板线圈组件包括形成有螺旋状图案部的多个上平板线圈、以与所述上平板线圈相向的方式对称布置并形成有螺旋状图案部的下平板线圈、用于连接所述上平板线圈和下平板线圈的各个螺旋状图案部之间的固定片、用于连接与所述上平板线圈的端子相反侧的最外围螺旋状图案部和与所述下平板线圈的端子相反侧的最外围螺旋状图案部的中心定位器以及上平板线圈和下平板线圈的端子;将所述中心定位器与第一次注塑模具的中心线对齐,将所述两排平板线圈组件镶嵌并安装于第一次注塑模具;以使所述中心定位器、固定片以及端子被露出的方式成型第一次镶嵌注塑物;进行第一次冲裁,以从所述第一次镶嵌注塑物中去除所述中心定位器和固定片;将去除所述中心定位器和固定片后的第一次镶嵌注塑物镶嵌并安装于第二次注塑模具;以及在除了端子以外的区域进行第二次注塑成型,形成作为第二次镶嵌注塑物的变压器用平板线圈元件。
21.本发明的变压器用平板线圈元件的制造方法的特征在于,在成型所述两排平板线圈组件的步骤中,同时形成与所述上平板线圈的一个端子相连接的上架杆、与所述下平板线圈的一个端子相连接的下架杆、用于连接所述上架杆和下架杆的连接架杆以及用于将所述上平板线圈及下平板线圈连接至所述连接架杆的侧连接片,在进行第一次冲裁的所述步骤中,将所述侧连接片一起冲裁并去除,在进行所述第一次冲裁后,执行将去除所述中心定位器、固定片以及侧连接片后的第一次镶嵌注塑物镶嵌并安装于第二次注塑模具的步骤,然后执行在除了所述端子以外的区域进行第二次注塑成型,形成变压器用平板线圈元件的步骤。
22.本发明的变压器用平板线圈元件的制造方法的特征在于,在执行形成变压器用平板线圈元件的步骤之后,还包括如下步骤:从上架杆中切割上平板线圈的一个端子,从下架杆中切割下平板线圈的一个端子,从而分离并取出作为第二次镶嵌注塑物的变压器用平板线圈元件。
23.发明的效果
24.具有如上所述配置的本发明的变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法具有如下效果:
25.第一,通过配置上下两排平板线圈,并且通过中心定位器连接这两排平板线圈,当镶嵌于第一次注塑模具时可以准确定位中心位置,从而能够更加准确地安装在第一次注塑模具中,精确地执行第一次镶嵌注塑作业(提高第一次注塑作业的可靠性);
26.第二,对平板线圈进行轧制或压力加工时,可以防止整个上平板线圈和下平板线圈扭曲;
27.第三,通过采用上平板线圈和下平板线圈一对平板线圈,可以解决现有的单个平板线圈在压力加工时扭曲的问题,并且当镶嵌并安装于模具时,可以解决因摇晃引起的不合格问题;
28.第四,通过配置上架杆、下架杆、连接架杆、侧连接片,可以在上平板线圈和下平板线圈的轧制或压力加工过程中准确成型而不会摇晃或扭曲,并且可以在执行第一次注塑作业时稳定地执行镶嵌注塑作业,而不会在第一次注塑模具中流动;
29.第五,可以将变压器用平板线圈元件制造成同时具有上平板线圈和下平板线圈两排,从而提高生产性,实现精确注塑。
附图说明
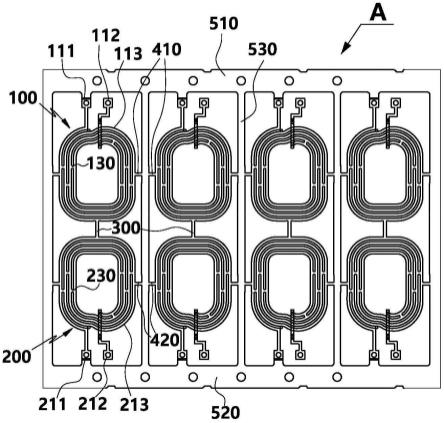
30.图1为根据本发明一实施例的变压器用平板线圈组件的结构图;
31.图2为图1的主要部分放大图;
32.图3为第一次注塑成型物的概念图;
33.图4为从图3所示的第一次注塑成型物中去除中心定位器、固定片130、230以及侧连接片410、420之后的第一次注塑成型物的概念图;
34.图5为作为第二次注塑成型物的变压器用平板线圈元件的概念图;
35.图6为利用根据本发明一实施例的两排平板线圈组件制造变压器用平板线圈元件的方法的流程图。
具体实施方式
36.下面结合附图对本发明的变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法的优选实施例进行具体说明。
37.如图所示,根据本发明一实施例的变压器用两排平板线圈组件a的特征在于,包括:导电性的上平板线圈100,从一个端子111开始形成螺旋状图案后终止于另一个端子112;导电性的下平板线圈200,以与所述上平板线圈100相向的方式对称布置,从一个端子211开始形成螺旋状图案后终止于另一个端子212;以及中心定位器300,用于连接与所述上平板线圈100的端子111、112相反侧的最外围螺旋状图案部113和与所述下平板线圈200的
端子211、212相反侧的最外围螺旋状图案部213,以构成所述上平板线圈100和下平板线圈200的长度方向的中心。
38.所述上平板线圈100包括具有以平板状多次螺旋的形状的螺旋状图案部113以及形成在所述螺旋状图案部113的一端和另一端的端子111、112,所述下平板线圈200包括具有以平板状多次螺旋的形状的螺旋状图案部213以及形成在所述螺旋状图案部213的一端和另一端的端子211、212。
39.当镶嵌于镶嵌注塑模具时,如果平板线圈移动,则无法精确地进行平板注塑,因此,为了解决这种问题,通过形成中心定位器300来防止上平板线圈和下平板线圈100、200移动,通过该中心定位器300,上平板线圈和下平板线圈100、200无法在模具中移动,从而实现精确注塑。
40.即,根据中心定位器300的配置,具有如下优点:只需将中心定位器300布置在第一次注塑模具中的中心点,即可当镶嵌于第一次注塑模具时准确定位中心位置,从而能够更加准确地安装在第一次注塑模具中,精确地执行第一次镶嵌注塑作业。
41.并且,还起到轧制或压力加工时防止上平板线圈和下平板线圈100、200扭曲的作用。
42.而且,具有如下优点:通过采用上平板线圈100以及上平板线圈和下平板线圈100、200一对平板线圈,与现有的单个平板线圈相比,在压力加工时不会发生扭曲,并且由于镶嵌于模具,因此安装时不会因摇晃而产生不合格品。
43.根据本发明一实施例的变压器用两排平板线圈组件a的特征在于,在所述上平板线圈和下平板线圈100、200的螺旋状图案部113、213之间形成固定片130、230,以防止在所述上平板线圈和下平板线圈100、200成型过程中螺旋状图案部113、213扭曲,所述固定片130、230横穿连接在螺旋状图案部113、213之间。
44.根据本发明一实施例的变压器用两排平板线圈组件a的特征在于,还包括与所述上平板线圈的一个端子111相连接的上架杆510,以及与所述下平板线圈的一个端子211相连接的下架杆520。
45.根据本发明一实施例的变压器用两排平板线圈组件a的特征在于,还包括连接架杆530,用于连接所述上架杆510和下架杆520。
46.根据本发明一实施例的变压器用两排平板线圈组件a的特征在于,还包括侧连接片410、420,用于将所述上平板线圈100及下平板线圈200连接至所述连接架杆530。
47.根据所述的上架杆510、下架杆520、连接架杆530以及侧连接片410、420的配置,可以在上平板线圈和下平板线圈100、200的轧制或压力加工过程中准确成型而不会摇晃或扭曲,并且可以在执行第一次注塑作业时稳定地执行镶嵌注塑作业,而不会在第一次注塑模具中流动。
48.下面描述具有如上所述配置的根据本发明一实施例的变压器用平板线圈元件的制造方法。
49.在步骤s610中,首先,准备导电金属片材(未图示)。
50.在步骤s620中,例如,通过轧制或压力冲裁对所述金属片材进行加工来成型两排平板线圈组件a。
51.如上所述,所述两排平板线圈组件a包括:形成有螺旋状图案部113的多个上平板
线圈100;以与所述上平板线圈100相向的方式对称布置并形成有螺旋状图案部213的下平板线圈200;用于连接所述上平板线圈100和下平板线圈200的各个螺旋状图案部113、213之间的固定片130、230;用于连接与所述上平板线圈100的端子111、112相反侧的最外围螺旋状图案部113和与所述下平板线圈200的端子211、212相反侧的最外围螺旋状图案部213,以构成所述上平板线圈100和下平板线圈200的长度方向的中心的中心定位器300;以及上平板线圈和下平板线圈的端子111、112、211、212。
52.优选地,所述两排平板线圈组件a同时形成与所述上平板线圈的一个端子111相连接的上架杆510、与所述下平板线圈的一个端子211相连接的下架杆520、用于连接所述上架杆510和下架杆520的连接架杆530以及用于将所述上平板线圈100及下平板线圈200连接至所述连接架杆530的侧连接片410、420。
53.然后,执行步骤s630,将所述中心定位器300与第一次注塑模具的中心线(未图示)对齐,将所述两排平板线圈组件a镶嵌并安装于第一次注塑模具(未图示)。
54.然后,在步骤s640中,以使所述中心定位器300、固定片130、230以及端子111、112、211、212被露出的方式成型第一次镶嵌注塑物b1,即,通过注入注塑树脂,使除了中心定位器300、固定片130、230以及端子111、112、211、212以外的部分被绝缘树脂涂敷。
55.之后,在步骤s650中,在取出第一次镶嵌注塑物b1后,进行第一次冲裁,以从所述第一次镶嵌注塑物b1中去除所述中心定位器300、固定片130、230以及侧连接片410、420。
56.第一次冲裁后的第一次镶嵌注塑物b2如图4所示。
57.在步骤s660中,将去除所述中心定位器300、固定片130、230以及侧连接片410、420后的第一次镶嵌注塑物b2镶嵌并安装于第二次注塑模具(未图示)。
58.然后,在步骤s670中,在除了端子111、112、211、212以外的区域注入树脂进行第二次注塑成型,从而形成作为第二次镶嵌注塑物的变压器用平板线圈元件b。
59.最后,在步骤s680中,从上架杆510中切割上平板线圈的一个端子111、112、211、212,从下架杆520中切割下平板线圈的一个端子211,从而分离并取出作为第二次镶嵌注塑物的变压器用平板线圈元件b,从而完成产品。
60.如上所述,描述了根据本发明的优选实施例,对本领域普通技术人员而言,除了前述的实施例之外,本发明在不脱离本发明的主旨或范围的情况下能够以其他特定形式实施是显而易见的。
61.在根据本发明一实施例的变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法中,以由上下两排构成的平板线圈为例进行了说明,但不限于此,当然,例如,由三排以上构成的情况也落入本发明的技术范围。
62.而且,在根据本发明一实施例的变压器用两排平板线圈组件及变压器用平板线圈元件的制造方法中,以分别由4个上平板线圈和下平板线圈的构成的情况为例进行了说明,但不限于此,当然,由两个或多个复数构成的情况也落入本发明的技术范围。
63.因此,前述的实施例应理解为说明性的而不是限制性的,因此,本发明不限于以上描述,而是可以在所附发明要求保护范围及其等同范围内进行修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1