一种改善低频带宽的天线及移动终端的制作方法
1.本发明涉及天线领域,具体而言,涉及一种改善低频带宽的天线及移动终端。
背景技术:
2.天线常见于大部分现代化无线电装置中,例如移动计算机、移动电话、平板计算机、智能电话等。
3.现有技术中一种改善低频带宽的loop天线,其包括连续的且通过形状走线形成loop天线的导线线圈、分别设置在导线线圈两端的信号馈点和地馈点,导线线圈包括围绕信号馈点周边形成的一方形三边结构、通过斜边部连接方形三边结构的矩形回路结构、自矩形回路结构一侧向靠近信号馈点方向延伸的第一延伸分支,方形三边结构的底边端部有一竖直向上的第二延伸分支,信号馈点设置的第二延伸分支的端部,地馈点设置在第一延伸分支的端部且与信号馈点平齐,第一延伸分支与矩形回路结构之间形成有缝隙。但该技术方案改善低频带宽所采用的结构较为复杂。
技术实现要素:
4.本发明实施例提供了一种改善低频带宽的天线及移动终端,以至少解决现有天线改善低频带宽所采用的结构较为复杂的技术问题。
5.根据本发明的一实施例,提供了一种改善低频带宽的天线,包括:gsm天线、gps天线、wifi天线和至少一天线延长地;gps天线和wifi天线二者至少一个连接一天线延长地。
6.进一步地,天线延长地为蛇形走线。
7.进一步地,天线延长地为弯折走线。
8.进一步地,天线延长地的弯折角度为直角。
9.进一步地,天线延长地的弯折角度为钝角或锐角。
10.进一步地,天线延长地为波形走线。
11.进一步地,gps天线与天线延长地的连接方式为接触式连接或非接触式连接。
12.进一步地,wifi天线与天线延长地的连接方式为接触式连接或非接触式连接。
13.进一步地,gsm天线、gps天线、wifi天线、天线延长地均为cu层。
14.进一步地,天线采用tdp移印工艺或者tdp印刷工艺一次制得。
15.根据本发明的另一实施例,提供了一种移动终端,包括如上任一项的改善低频带宽的天线。
16.本发明实施例中的改善低频带宽的天线及移动终端,增加天线延长地设计后,gsm天线低频性能整体上提升6db,天线延长地能显著改善gsm天线的低频性能。
附图说明
17.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
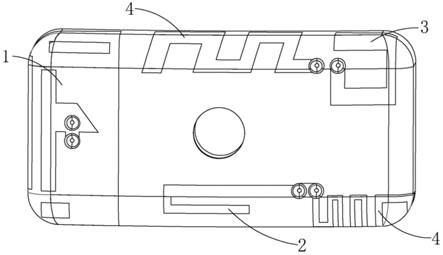
18.图1为本发明改善低频带宽的天线的结构示意图;
19.图2为设置天线延长地与未设置天线延长地两技术方案的频率衰减对照表图;
20.图3为设置天线延长地与未设置天线延长地两技术方案的频率衰减曲线图;
21.图4为设置天线延长地与未设置天线延长地两技术方案的频率衰减仿真图;
22.图5为采用移印工艺生产图1所示天线的流程图;
23.图6为采用喷印工艺生产图1所示天线的流程图;
24.其中附图标记为:1、gsm天线;2、gps天线;3、wifi天线;4、天线延长地。
具体实施方式
25.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
26.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
27.实施例一
28.根据本发明的实施例提供一种改善低频带宽的天线,其包括gsm天线1、gps天线2、wifi天线3和至少一天线延长地4;gps天线2和wifi天线3二者至少一个连接一所述天线延长地4。增加天线延长地4设计后,gsm天线2的低频性能得到显著改善。本实施例中,天线延长地4的数量为两个,gps天线2和wifi天线3均连接一天线延长地4。实际应用中,天线延长地4的数量亦可以为一个,与gps天线2连接或与wifi天线3连接。
29.本发明实施例中的改善低频带宽的天线,增加天线延长地4设计后,gsm天线1低频性能整体上提升6db,天线延长地4能显著改善gsm天线1的低频性能。
30.优选地,天线延长地4为蛇形走线。
31.优选地,天线延长地4为弯折走线。
32.优选地,天线延长地4的弯折角度为直角。
33.优选地,天线延长地4的弯折角度为钝角或锐角。
34.优选地,天线延长地4为波形走线。
35.优选地,gps天线2与天线延长地4的连接方式为接触式连接或非接触式连接。
36.优选地,wifi天线3与天线延长地4的连接方式为接触式连接或非接触式连接。
37.优选地,gsm天线1、gps天线2、wifi天线3、天线延长地4均为cu层。
38.下面以具体的实施例,对本发明改善低频带宽的天线进行详细说明。
39.参见图2-4,本发明的技术方案总共有3只天线,为gsm天线1、wifi天线3和gps天线2。在没有天线延长地4的情况下,wifi天线3和gps天线2也是有正常功能的,增加天线延长地4并不会影响gps天线2/wifi天线3性能。在gps天线2和wifi天线3本体上增加天线延长地4的目的是提升gsm天线1的低频性能。
40.本发明的技术方案用来改善有些类型的终端因为产品的外形尺寸小所导致的主天线低频性能差的技术问题。一般来说:终端产品的pcb板长小于90mm时,天线延长地4对低频性能就有明显的效果。在天线设计时,增加天线延长地4设计,能显著改善gsm天线1的低频性能。增加天线延长地4设计后,gsm天线1低频性能整体上提升6db,天线延长地4能显著改善gsm天线1的低频性能。
41.其中天线延长地4利用蛇行走线,目的是在有限的空间尺寸下增加天线有效线长,让天线延长地4产生的共振能到达gsm天线1低频频段,长度并没有具体的要求,在不影响其他天线性能的基础上,增加gsm天线1低频带宽。
42.本发明的技术方案采用2只天线延长地4,wifi天线3和gps天线2的天线延长地4分别提升不同的低频频段,并不是所有的天线延长地4设计都需要两个,视情况而定。
43.优选地,上述天线可以通过tdp移印工艺或者tdp印刷工艺制得,tdp移印工艺或tdp印刷工艺的具体方法请参照实施例二。采用tdp移印工艺或者tdp印刷工艺可以一次制得上述天线,介质基板可以是移动终端的陶瓷、塑胶或玻璃基板。
44.实施例二
45.根据本发明的实施例,提供了一种改善低频带宽的天线的制备方法以制得实施例一所述天线,该制备方法包括移印工艺和喷印工艺。
46.图5所示为一种采用tdp(three dimensional printing,3d印刷)移印工艺制备天线的方法,包括如下步骤:
47.s10、将载体进行等离子处理,得到天线载体。
48.s20、提供制作天线图案的中间模具,在中间模具上喷印导电银浆以填满中间模具的天线图案。
49.s30、利用移用胶头将天线图案中填充的导电银浆转印至等离子处理后的天线载体表面以形成移印层,得到中间体。
50.s40、将中间体进行烘烤固化,得到粗产品。
51.s50、将粗产品的移印层进行激光镭雕处理进行尺寸修理,得到天线。
52.上述采用tdp移印工艺制备天线的方法通过将载体进行等离子处理可以有效的对载体表面进行清洗和活化,再通过在中间模具上喷印的方法将导电银浆喷印至中间模具的天线图案上,利用移用胶头将天线图案中填充的导电银浆转印至等离子处理后的天线载体表面以形成移印层,相对于传统lds工艺制造天线,tdp移印工艺天线载体的选择范围更广,无特殊限制,可在玻璃、陶瓷、塑胶等背板上直接做天线,节省20%的空间,移印层的粘附力强,智能化程度高,工艺简单,因此,成本降低且样本周期更短;进一步地,由于替代了传统化学镀不会产生污水,因此,对环境友好;同时;导电银浆电阻率稳定可以满足5g移动通信射频功耗的需求;以及,通过激光镭雕可以达到高精密尺寸的生产,精度
±
0.03mm,可以满足新型天线对性能的要求。此外,在5g移动通信应用中,由于sub-6g(5g工作频段)采用mimo(multi input multi output,多进多出)技术,手机等移动终端设有多支sub-6g天线,相对传统的单次只能组装一支的fpc天线,采用tdp移印工艺时可以一次成型全部天线,确保组装的一致性,以及降低组装时间,节约成本。
53.在一实施例中,s10中,将载体进行等离子处理的步骤中,等离子处理即等离子电离载体表面,即采用一组电极施以内射频电压,使电极之间形成高频交变电场,在这个交变
电场内的气体由于电场激荡形成等离子,活性的等离子对清洗产品做物理轰击和化学反应双重作用,然后对载体表面形成的粒子和气态物质通过抽真空排除以达到清洗的目的。等离子处理过程中将载体放入真空箱中,处理温度为200℃,氩气流量为60cm3/min。
54.通过对载体进行等离子处理,可以对载体的表面进行清洗和活化,使得喷涂层能够牢固地粘结至载体的表面上。
55.在一实施例中,导电银浆包括银粉和热塑性树脂。其中,银粉为超细银粉,粒径通常小于100nm,热塑性树脂可以为双酚a型环氧树脂等有机粘合剂,超细银粉和热塑性树脂均匀调和形成的导电银浆具有低温(90~130
°
)下可固化的特点。导电银浆移印于载体上可起到导线和电阻的作用。移印膜厚为6~12μm,大大降低了耗材成本,固化后还具有良好的导电性(导电率小于1ω)、印刷直线性,且附着力强(附着力大于4b)、抗刮伤性能好(采用1cm*1cm钢丝球施加150g压力,循环擦拭100次不露底)。
56.在一实施例中,s20中,中间模具可以采用钢板制成,在中间模具上制作天线图案即依照天线的形状雕刻处具有内凹结构的天线图案。
57.在中间模具上喷印导电银浆的步骤中,按照预设路径,将雾化的导电银浆喷印至中间模具上。导电银浆雾化是通过流体空气雾化喷嘴内部结构设计使流体银浆和气体均匀混合产生微细液滴
----
喷雾,通常可以通过增加气体压力或降低液体压力得到更加微细的液体雾滴,雾化喷嘴将喷雾喷到需要涂敷的产品表面形成一层银浆覆膜。
58.用多轴机械手带动雾化喷嘴把雾化的银浆喷到中间模具上。喷印可以在异形,拐角,过孔位置、有高低起伏的表面上喷涂银浆。相较于传统lds工艺制得的天线过孔厚度在0.5mm~1mm之间、形状为锥孔的限制,采用tdp转印工艺制得的天线过孔不局限与锥孔的形状,且厚度的厚度范围扩大至0.5mm~5mm之间,降低了制造难度,提升了产品过孔设计能力,提升了产品的良率和生产效率。
59.步骤s10和步骤s20可以同时进行,或者步骤s10在先,步骤s20在后。
60.在一实施例中,s40中,将天线中间体进行烘烤固化的步骤中,采用远红外线进行烘烤固化,采用远红外线进行烘烤固化可以有效的缩短固化时间,提高效率。
61.进一步的,远红外线进行烘烤固化的操作中,升温至100℃-120℃,然后在功率为20kw-25kw,温度为100℃-120℃的条件下,烘烤4min-5min。
62.更进一步的,升温速率为3℃/min-5℃/min。
63.在一实施例中,s50中,将粗产品的移印层进行激光镭雕处理进行尺寸修理的步骤中,包括以下步骤:
64.对移印层的外形尺寸进行检测;
65.采用激光镭雕处理,将移印层的外形尺寸修整至预设厚度。
66.激光镭雕处理是利用3d数控技术为基础,激光为加工媒介,在需要精修尺寸的产品上把多出来的部分在激光照射下瞬间的熔化和气化从而实现修正尺寸的目的,激光精修加工精度高,可以提高产品尺寸精至0.05mm-0.03mm;采用其他工艺制造的天线尺寸精度大于0.1mm。在一实施例中,激光的波长为1064nm。
67.在一实施例中,载体的材质为陶瓷、玻璃或塑胶。可见,在载体表面通过移印的方式形成移印层的方式,对载体无特殊要求,成本较低。
68.进一步的,塑胶包括聚碳酸酯、丙烯腈-丁二烯-苯乙烯和聚酰亚胺中的至少一种。
69.优选地,以上全部步骤均在真空腔室中进行。
70.除图5所示移印工艺外,图6还示出了一种采用tdp(three dimensional printing,3d印刷)印刷工艺制备天线的方法,包括如下步骤:
71.s10
′
、将载体进行等离子处理,得到天线载体。
72.s20
′
、在天线载体表面喷印导电银浆,在天线载体表面形成喷印层,得到中间体。
73.s30
′
、将中间体进行烘烤固化,得到粗产品。
74.s40
′
、将粗产品的喷印层进行激光镭雕处理进行尺寸修理,得到天线。
75.上述采用tdp印刷工艺制备天线的方法通过将载体进行等离子处理可以有效的对载体表面进行清洗和活化,再通过喷印的方法将导电银浆喷印至天线载体的表面形成喷印层,相对于传统lds工艺制造天线,tdp印刷工艺天线载体的选择范围更广,无特殊限制,可在玻璃、陶瓷、塑胶等背板上直接做天线,节省20%的空间,喷印层的粘附力强,智能化程度高,工艺简单,因此,成本降低且样本周期更短;进一步地,由于替代了传统化学镀不会产生污水,因此,对环境友好;同时;导电银浆电阻率稳定可以满足5g移动通信射频功耗的需求;以及,通过激光镭雕可以达到高精密尺寸的生产,精度
±
0.03mm,可以满足新型天线对性能的要求。此外,在5g移动通信应用中,由于sub-6g(5g工作频段)采用mimo(multi input multi output,多进多出)技术,手机等移动终端设有多支sub-6g天线,相对传统的单次只能组装一支的fpc天线,采用tdp印刷工艺时可以一次成型全部天线,确保组装的一致性,以及降低组装时间,节约成本。
76.在一实施例中,s10
′
中,将载体进行等离子处理的步骤中,等离子处理即等离子电离载体表面,即采用一组电极施以内射频电压,使电极之间形成高频交变电场,在这个交变电场内的气体由于电场激荡形成等离子,活性的等离子对清洗产品做物理轰击和化学反应双重作用,然后对载体表面形成的粒子和气态物质通过抽真空排除以达到清洗的目的。等离子处理过程中将载体放入真空箱中,处理温度为200℃,氩气流量为60cm3/min。
77.通过对载体进行等离子处理,可以对载体的表面进行清洗和活化,使得喷涂层能够牢固地粘结至载体的表面上。
78.在一实施例中,导电银浆包括银粉和热塑性树脂。其中,银粉为超细银粉,粒径通常小于100nm,热塑性树脂可以为双酚a型环氧树脂等有机粘合剂,超细银粉和热塑性树脂均匀调和形成的导电银浆具有低温(90~130
°
)下可固化的特点。导电银浆印刷于载体上可起到导线和电阻的作用。印刷膜厚为6~12μm,大大降低了耗材成本,固化后还具有良好的导电性(导电率小于1ω)、印刷直线性,且附着力强(附着力大于4b)、抗刮伤性能好(采用1cm*1cm钢丝球施加150g压力,循环擦拭100次不露底)。
79.在一实施例中,s20
′
中,在天线载体表面喷印导电银浆的步骤中,按照预设路径,将雾化的导电银浆喷印至天线载体上。导电银浆雾化是通过流体空气雾化喷嘴内部结构设计使流体银浆和气体均匀混合产生微细液滴
----
喷雾,通常可以通过增加气体压力或降低液体压力得到更加微细的液体雾滴,雾化喷嘴将喷雾喷到需要涂敷的产品表面形成一层银浆覆膜。
80.用多轴机械手带动雾化喷嘴把雾化的银浆喷到天线载体上。喷印可以在异形,拐角,过孔位置、有高低起伏的表面上喷涂银浆。相较于传统lds工艺制得的天线过孔厚度在0.5mm~1mm之间、形状为锥孔的限制,采用tdp印刷工艺制得的天线过孔不局限与锥孔的形
状,且厚度的厚度范围扩大至0.5mm~5mm之间,降低了制造难度,提升了产品过孔设计能力,提升了产品的良率和生产效率。
81.在一实施例中,s30
′
中,将天线中间体进行烘烤固化的步骤中,采用远红外线进行烘烤固化,采用远红外线进行烘烤固化可以有效的缩短固化时间,提高效率。
82.进一步的,远红外线进行烘烤固化的操作中,升温至100℃-120℃,然后在功率为20kw-25kw,温度为100℃-120℃的条件下,烘烤4min-5min。
83.更进一步的,升温速率为3℃/min-5℃/min。
84.在一实施例中,s40
′
中,将粗产品的喷印层进行激光镭雕处理进行尺寸修理的步骤中,包括以下步骤:
85.对喷印层的外形尺寸进行检测;
86.采用激光镭雕处理,将喷印层的外形尺寸修整至预设厚度。
87.激光镭雕处理是利用3d数控技术为基础,激光为加工媒介,在需要精修尺寸的产品上把多出来的部分在激光照射下瞬间的熔化和气化从而实现修正尺寸的目的,激光精修加工精度高,可以提高产品尺寸精至0.05mm-0.03mm;采用其他工艺制造的天线尺寸精度大于0.1mm。在一实施例中,激光的波长为1064nm。
88.在一实施例中,载体的材质为陶瓷、玻璃或塑胶。可见,在载体表面通过喷印的方式形成喷印层的方式,对载体无特殊要求,成本较低。
89.进一步的,塑胶包括聚碳酸酯、丙烯腈-丁二烯-苯乙烯和聚酰亚胺中的至少一种。
90.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1