电池箱及其制备方法与流程
1.本发明涉及一种电池箱及其制备方法。
背景技术:
2.目前,电动车用的电池箱体的材料为钢或铝。当电池箱体的材料为钢时,电池箱体由钢进行冲压成型;当电池箱体的材料为铝时,电池箱体由铝型材焊接而成或由铝浇注而成。钢或铝的电池箱体,重量较重,对环境温度较敏感,会导致箱体内部凝露的发生,很难对电池箱内部温度进行管理调节;加工工序复杂成本高,制造精度较差,热变形控制较难;电池箱受外界温度影响较大,对电动车用电池箱的发展带来一定的瓶颈。
技术实现要素:
3.本发明要解决的技术问题是为了克服现有技术中电池箱整体重量较重,受外界温度影响较大,温度管理效果差的缺陷,提供一种电池箱及其制备方法。
4.本发明是通过下述技术方案来解决上述技术问题:
5.本发明提供一种电池箱,所述电池箱包括:
6.下箱体,所述下箱体由复合材料制成,所述复合材料为smc复合材料、smc复合材料和气凝胶的混合物、pcm复合材料、pcm复合材料和气凝胶的混合物、碳纤维材料中的一种;
7.至少一个加强筋,所述加强筋设置于所述下箱体上。
8.在本技术方案中,复合材料制成的下箱体,一次成型,加工精度高,保温性好,阻燃性好,成型结构性高;复合材料的绝热性,可降低环境温度对电池箱内部的温度的影响,可有效解决电池箱内凝露的发生,有效杜绝因冷凝水造成的绝缘失效等安全风险;复合材料制成的内胆还可提高电池箱的耐腐蚀性,提高电池箱的使用寿命;将加强筋设置于下箱体上,可以增强下箱体的强度。
9.较佳地,所述加强筋与所述下箱体一体注塑成型。
10.在本技术方案中,一体注塑成型的加强筋与下箱体,使下箱体的内部具有加强结构,保证了下箱体的强度。
11.较佳地,所述电池箱还包括底护板,所述底护板的表面与所述下箱体的外底面相贴合并固定。
12.在本技术方案中,通过设置底护板,保证了下箱体的底面的强度。
13.较佳地,所述电池箱还包括外框,所述外框套在所述下箱体的外周面上,所述外框与所述下箱体的外周面相固定。
14.在本技术方案中,通过设置外框,保证了下箱体的外周面的强度,并可为电池箱的其它部件提供安装基础。
15.较佳地,所述电池箱还包括底护板,所述底护板与所述外框相固定,所述下箱体位于所述底护板与所述外框围成的空间内,所述下箱体的外底面与所述底护板的表面相对设置。
16.在本技术方案中,通过设置底护板与外框,保证了下箱体的底面和外周面的强度。
17.较佳地,所述底护板与所述下箱体的外底面之间填充有发泡材料。
18.在本技术方案中,发泡材料的质量轻,可充实电池箱的底部,解决了复合材料的下箱体强度不够的问题,提高了电池箱整体的刚性,满足了电池箱的使用要求。
19.较佳地,所述下箱体的内底面具有栅格结构,所述栅格结构形成多个电池组件的容纳空间。
20.在本技术方案中,将多个电池组件分别安装在栅格结构内,便于电池组件的安装定位,提高了安装精度。而且,栅格结构通过多个栅格条交叉形成,这些栅格条相当于在下箱体上增设了加强筋,进一步提高了下箱体以及电池箱整体的强度。另外,由于栅格结构具有一定的厚度,使得电池组件之间形成一定的间隙且间隙相同,便于电池组件的热量的散发,避免了电池组件过热而影响电池组件的使用性能和使用寿命。
21.较佳地,所述下箱体内还具有导热胶,所述导热胶形成于所述下箱体与电池组件之间的空间。
22.在本技术方案中,通过在下箱体内设置导热胶,使电池箱的内部空间的温度更加均匀;特别是易产生局部高温的电池组件附近的区域,通过导热胶可以将该区域的温度传递至其他区域,使电池箱内部的温度保持均匀。
23.较佳地,所述电池箱还包括调温件,所述调温件放置于所述下箱体内,所述调温件用于对下箱体内的温度变化进行调整。
24.在本技术方案中,调温件能够根据下箱体内的内部温度进行吸热或放热,以此对电池箱内的温度变化进行调整,从而能够将电池箱的内部的温度控制在适宜的范围之内,使电池箱的效率最大化。
25.较佳地,所述smc复合材料和气凝胶的混合物中的所述气凝胶和所述smc复合材料的质量比为(0.5:99.5)~(1.5:98.5);所述pcm复合材料和气凝胶的混合物中的所述气凝胶和所述pcm复合材料的质量比为(0.5:99.5)~(1.5:98.5)。
26.在本技术方案中,在smc复合材料、pcm复合材料中加入上述比例的气凝胶,可以在保证下箱体的强度的同时,提高下箱体的保温隔热防火效果,避免电池组件因温度过高而起火燃烧。
27.较佳地,所述电池箱还包括至少一个安装条,所述安装条环绕所述下箱体的外周面设置,所述安装条用于安装至少一个功能件;所述功能件为导向机构、锁轴和电连接器中的一种,所述导向机构用于对所述电池箱更换过程中的导向,所述锁轴用于与固定在电动车上的锁机构相配合以锁止所述电池箱,所述电连接器用于与车端电连接器或站端电连接器实现电连接。
28.在本技术方案中,通过设置安装条及安装在安装条上的功能件,以满足该电池箱锁止、移动、电连接等功能。
29.较佳地,所述电池箱还包括热交换管路,所述热交换管路安装在所述下箱体形成的内部空间内并且与固定在所述下箱体内部的复数个电池组件相对应设置,所述热交换管路用于供流体循环流通以实现与所述复数个电池组件之间进行热量交换。
30.在本技术方案中,热交换管路用于供流体循环流通以实现与复数个电池组件之间进行热量交换,使电池组件之间的温度保持均衡。
31.本发明还提供一种电池箱的制备方法,所述电池箱如上述技术方案所述,所述制备方法包括以下步骤:
32.将加强筋放入注塑模具中,所述注塑模具的内腔与所述加强筋形成的型腔的形状与所述下箱体的形状相对应;
33.在所述注塑模具的内腔中加入复合材料的原材料,并进行注塑成型形成下箱体。
34.在本技术方案中,通过上述制备方法,可使加强筋与下箱体一体注塑成型,使下箱体的内部具有加强结构,保证了下箱体的强度。
35.较佳地,在所述注塑模具的内腔中加入复合材料的原材料,并进行注塑成型形成下箱体,之后,还包括以下步骤:
36.将外框套在所述下箱体的外周面上,所述外框与所述下箱体的外周面通过胶水相粘结;
37.将底护板的表面与下箱体的外底面相对设置,所述底护板与所述外框通过螺栓相固定,所述下箱体位于所述底护板与所述外框围成的空间内。
38.在本技术方案中,通过上述制备方法,可将底护板、外框与下箱体固定在一起,保证了下箱体的底面和外周面的强度;外框还为电池箱的其它部件提供一安装基础。
39.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
40.本发明的积极进步效果在于:
41.上述电池箱及其制备方法,使用复合材料制成的下箱体,一次成型,加工精度高,保温性好,阻燃性好,成型结构性高;复合材料的绝热性,可降低环境温度对电池箱内部的温度的影响,可有效解决电池箱内凝露的发生,有效杜绝因冷凝水造成的绝缘失效等安全风险;复合材料制成的内胆还可提高电池箱的耐腐蚀性,提高电池箱的使用寿命;将加强筋设置于下箱体上,可以增强下箱体的强度。
附图说明
42.图1为本发明实施例1的电池箱的结构示意图。
43.图2为图1所示的电池箱的上盖的结构示意图。
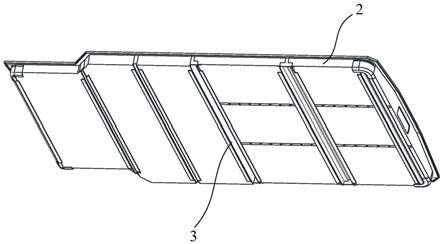
44.图3为图1所示的电池箱的隐去上盖的结构示意图。
45.图4为图3所示的电池箱的局部放大图。
46.图5为图3所示的电池箱的底部示意图。
47.图6为图1所示的电池箱的下箱体的结构示意图。
48.图7为图1所示的电池箱的下箱体、加强筋的结构示意图。
49.图8为图1所示的电池箱的下箱体、加强筋、外框的结构示意图。
50.图9为图1所示的电池箱的下箱体、加强筋、外框和底护板的结构示意图。
51.图10为图1所示的电池箱的剖视图。
52.图11为图10所示的电池箱的局部放大图。
53.图12为图1所示的电池箱的安装条、导向机构和锁轴的结构示意图。
54.图13为图12所示的导向机构的结构示意图。
55.图14为图13所示的导向机构的剖面示意图。
56.图15为图12所示的锁轴的结构示意图。
57.图16为图15所示的锁轴的剖面示意图。
58.图17为本发明实施例2的电池箱的内部结构示意图。
59.图18为图17所示的电池箱的隐去电芯的内部结构示意图。
60.图19为本发明实施例3的电池箱的内部结构示意图。
61.附图标记说明
62.上盖1
63.凸起11
64.下箱体2
65.栅格结构21
66.加强筋3
67.外框4
68.底护板5
69.密封条6
70.连接螺栓7
71.安装条8
72.导向机构9
73.导向块91
74.弹性件92
75.凸块93
76.安装空间94
77.锁轴10
78.轴固定部101
79.轴本体102
80.感应元件103
81.轴套104
82.电连接器20
83.电芯30
84.调温件40
具体实施方式
85.下面通过实施例的方式进一步说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
86.实施例1
87.电池箱安装在电动汽车中,用于为电动汽车提供电力。电池箱包括外部的箱体和位于箱体内部的用于存储电力的电芯,电池箱还包括设置于箱体的周面的用于电池箱安装、移动的部件,以及电池箱与电动汽车或充电站电连接的电连接器。
88.本发明所提供的实施例1如图1至图16所示。该实施例的电池箱,包括上盖1、下箱体2、加强筋3、外框4和底护板5,上盖1盖在下箱体2上形成内部空间,电池组件放置于该内
部空间内,加强筋3设置于下箱体2上,外框4套在下箱体2的外周面上,外框4与下箱体2的外周面相固定,底护板5与外框4相固定,下箱体2位于底护板5与外框4围成的空间内,下箱体2的外底面与底护板5的表面相对设置。
89.其中,下箱体2由复合材料制成,复合材料为smc复合材料、smc复合材料和气凝胶的混合物、pcm复合材料、pcm复合材料和气凝胶的混合物、碳纤维材料中的一种。
90.smc(sheet molding compound)复合材料可为本领域常规,是玻璃钢的一种,主要原料由gf(专用纱)、md(填料)及各种助剂组成。使用smc复合材料制成的下箱体2,具有优异的电绝缘性能、机械性能、热稳定性和耐化学防腐性。
91.pcm(phase change material)复合材料可为本领域常规,其为相变材料,是指温度不变的情况下而改变物质状态并能提供潜热的物质。使用pcm复合材料制成的下箱体2,熔化潜热高,使其在相变中能贮藏或放出较多的热量;相变过程可逆性好、膨胀收缩性小、过冷或过热现象少;导热系数大,密度大,比热容大。
92.碳纤维材料,即cfrp(carbon fiber reinforced polymer/plastic)复合材料可为本领域常规,是由有机纤维经过一系列热处理转化而成,含碳量高的无机高性能纤维,是一种力学性能优异的新材料,具有碳材料的固有本性特征,又兼备纺织纤维的柔软可加工性,是新一代增强纤维。使用碳纤维材料制成的下箱体2,强度高,具有出色的耐热性和抗热冲击性,热膨胀系数低,热容量小,比重小,抗腐蚀性强。
93.通过复合材料制成的下箱体2,一次成型,加工精度高,保温性好,阻燃性好,成型结构性高;复合材料的绝热性,可降低环境温度对电池箱内部的温度的影响,可有效解决电池箱内凝露的发生,有效杜绝因冷凝水造成的绝缘失效等安全风险;复合材料制成的内胆还可提高电池箱的耐腐蚀性,提高电池箱的使用寿命。
94.为了提高下箱体2的保温隔热的效果,可以在smc复合材料、pcm复合材料中加入气凝胶。其中,下箱体2的复合材料为smc复合材料和气凝胶的混合物时,气凝胶和smc复合材料的质量比最好为(0.5:99.5)~(1.5:98.5);下箱体2的复合材料为pcm复合材料和气凝胶的混合物时,气凝胶和pcm复合材料的质量比为(0.5:99.5)~(1.5:98.5)。上述比例的气凝胶,可以在保证下箱体2的强度的同时,提高下箱体2的保温隔热防火效果,避免电池组件因温度过高而起火燃烧。
95.其中,底护板5与下箱体2的外底面之间填充有发泡材料,发泡材料的质量轻,可充实电池箱的底部,解决了复合材料的下箱体2强度不够的问题,提高了电池箱整体的刚性,满足了电池箱的使用要求。
96.加强筋3与下箱体2一体注塑成型,包括以下步骤:
97.s11、将加强筋3放入注塑模具中,注塑模具的内腔与加强筋3形成的型腔的形状与下箱体2的形状相对应;
98.s12、在注塑模具的内腔中加入复合材料的原材料,并进行注塑成型形成下箱体2。
99.加强筋3与下箱体2一体注塑成型之后,电池箱的制备方法还包括以下步骤:
100.s21、将外框4套在下箱体2的外周面上,外框4与下箱体2的外周面通过胶水相粘结;
101.s22、将底护板5的表面与下箱体2的外底面相对设置,底护板5与外框4通过螺栓相固定,下箱体2位于底护板5与外框4围成的空间内,底护板5与下箱体2的外底面之间的间隙
填充有发泡材料。
102.除上述制备方法以外,还可以使用以下制备方法,包括以下步骤:
103.s31、将加强筋3、外框4、底护板5放入注塑模具中,注塑模具的内腔、加强筋3、外框4、底护板5形成的型腔的形状与下箱体2的形状相对应;
104.s32、在注塑模具的内腔中加入复合材料的原材料,并进行注塑成型形成下箱体2,加强筋3位于下箱体2内,外框4、底护板5与下箱体2成一体。
105.通过上述制备方法,可以使下箱体2、加强筋3、外框4和底护板5直接形成一体,不再需要进行进一步的组装。
106.外框4和底护板5可以为金属材质,比如铝、钢等。当外框4、底护板5为钢时,外框4、底护板5可通过冲压的方式成型;当外框4、底护板5为铝时,外框4、底护板5可通过铝型材焊接或铝浇注的方式成型。
107.在其他的实施例中,只需要满足电池箱的强度需求,也可以不设置外框4和底护板5,单独使用复合材料制成的下箱体2。另外,也可以不设置外框4,只设置底护板5,底护板5的表面与下箱体2的外底面相贴合并固定。外框4和底护板5,是为了弥补复合材料的下箱体2的强度不高的问题,因此可根据电池箱的强度需求灵活选择是否需要设置外框4和底护板5。
108.如图2所示,上盖1设有向外凸出的凸起11,凸起11所在的位置所形成的内部空间较大,可以安装体积较大的电芯或其他部件。
109.如图10至图11所示,上盖1和下箱体2之间设置有密封条6,密封条6将上盖1和下箱体2之间的间隙进行密封,即上盖1盖在下箱体2上并且通过密封条6与下箱体2密封连接。其中,下箱体2的边缘向外延伸至贴合在外框4的边缘上,而密封条6设置于下箱体2的边缘和上盖1的边缘之间。电池箱还具有若干连接螺栓7,若干连接螺栓7环绕密封条6的周向设置,连接螺栓7依次贯穿上盖1的边缘、密封条6、下箱体2的边缘和外框4。通过上述连接结构,仅使用连接螺栓7即可将上盖1、密封条6、下箱体2和外框4固定在一起,而不需要其他连接部件,连接方式简单有效。
110.电池箱组装时,当下箱体2内的电池组件及其他部件安装好后,可以在下箱体2内灌入导热胶,导热胶形成于下箱体2与电池组件之间的空间。待导热胶固化后,再盖上上盖1。通过在下箱体2内设置导热胶,使电池箱的内部空间的温度更加均匀;特别是易产生局部高温的电池组件附近的区域,通过导热胶可以将该区域的温度传递至其他区域,使电池箱内部的温度保持均匀。
111.填充导热胶时需要借助灌胶工装,灌胶工装的下端与下箱体2的上端连接,灌胶工装的内表面和下箱体2的内表面能够形成密封的灌胶空间,导热胶从灌胶工装的灌胶孔灌入灌胶空间,电池组件的周围都被导热胶填充。填充的导热胶的用量优选是至少使导热胶的填充高度等于或略大于电池组件的高度,以使电池组件的上端也能通过导热胶扩散热量。等导热胶固化之后,可以将灌胶工装拆卸,之后再将上盖1与下箱体2连接固定,实现箱体的密封。
112.如图6所示,下箱体2的内底面具有栅格结构21,栅格结构21形成多个电池组件的容纳空间。将多个电池组件分别安装在栅格结构21内,便于电池组件的安装定位,提高安装精度。而且,栅格结构21的栅格条相当于下箱体2上增设的加强筋,进一步增强了下箱体2的
强度。由于栅格结构21具有一定的厚度,使得电池组件之间形成一定的间隙,便于电池组件的热量的散发,避免了电池组件过热而影响电池组件的使用性能和使用寿命。电池组件可以为多个电芯组成的电池模组,在电池箱安装过程中,先将多个电芯组成电池模组,再将电池模组放入栅格结构21中。需安装的电池模组的数量较少,可以简化电池箱的安装过程,安装方式简单快速。
113.另外,电池箱还包括热交换管路,热交换管路安装在下箱体2形成的内部空间内并且与固定在下箱体2内部的复数个电池组件相对应设置,热交换管路用于供流体循环流通以实现与复数个电池组件之间进行热量交换,使电池组件之间的温度保持均衡。
114.如图1和图12所示,电池箱还包括若干安装条8,安装条8可固定在外框4上。安装条8用于安装功能件,比如导向机构9、锁轴10和电连接器20等。导向机构9用于对电池箱更换过程中的导向,锁轴10用于与固定在电动汽车上的锁机构相配合以锁止电池箱,电连接器20用于与车端电连接器或站端电连接器实现电连接。
115.在其他的实施例中,若下箱体2的外周面不设置外框4,安装条8也可以直接固定在下箱体2的外周面上。
116.如图4所示,电连接器20设置于下箱体2的端面,电连接器20用于与车端电连接器或站端电连接器实现电连接。
117.如图13至图14所示,导向机构9包括导向块91,导向块91固定在安装条8上,导向块91用于与换电设备上的导向叉相配合从而对电池箱的位置进行导向,并用于导向叉的移动带动电池箱移动。另外,导向机构9还包括弹性件92和凸块93,导向块91内形成用于放置弹性件92、凸块93的安装空间94,弹性件92向凸块93施加一作用力,该作用力使凸块93在不受外力的情况下始终凸出至导向块91的外部。
118.当电池箱安装到电动汽车的电池固定座中时,凸块93会受到电池固定座施加的外界的压力。在弹性件92的作用下,凸块93会抵接到电池固定座上,从而使电池箱在电池固定座中的位置能相对固定。
119.如图15至图16所示,锁轴10包括轴固定部101和轴本体102,轴固定部101固定在安装条8上,轴本体102固定在轴固定部101上且伸出至电池箱的侧面并且用于与锁机构相配合。轴本体102可以在电池箱的移动过程中与电动汽车的锁机构相配合,实现电池箱与电池汽车的锁止。
120.锁轴10还包括感应元件103,感应元件103设置在轴本体102上,感应元件103用于在轴本体102进入锁机构的锁凹槽过程中感应轴本体102的位置。在将电池箱安装于电池固定座上时,电池固定座上的传感器通过检测感应元件103的信号来判断轴本体102是否已到位,从而确保电池箱安装已到位。
121.轴本体102的外部还设有轴套104,轴套104套在轴本体102的外部,轴套104可绕轴本体102旋转。轴套104在与其它部件相接触时可滚动,从而抵消部分摩擦力,延长了锁轴10的寿命。
122.实施例2
123.实施例2的大部分结构与实施例1相同,不同之处在于:
124.如图17至图18所示,电池箱的电池组件可以为若干个单独设置的电芯30,下箱体2的内底面的栅格结构21形成的容纳空间与单个电芯30的形状相配合。对应的,栅格结构21
的复数个容纳空间由多个栅格条交叉形成,这些栅格条相当于下箱体2上的加强筋,进一步加强了下箱体2的强度。通过将电芯30单独放置,便于每个电芯30的安装定位,提高安装精度;而且,这种方式无需将电芯形成模组的中间过程,装配过程简化;而且,去除了形成模组所必须的组件,相对减轻了电池箱的重量。栅格结构21使相邻的电芯30之间都具有相同的间隙,保证导热胶灌封的一致性,令每个电芯30都具有散热空间,可改善电池箱内的多个电芯30的散热效果,保证散热性。在本实施例中,由于采用的单个电芯30的尺寸为70mm*108mm*150mm,因此,栅格结构21的高度设计为10mm,栅格结构21的厚度为3mm。
125.实施例3
126.实施例3的大部分结构与实施例1相同,不同之处在于:
127.如图19所示,电池箱还包括调温件40,调温件40放置于下箱体2内,调温件40用于对下箱体2内的温度变化进行调整。调温件40能够根据下箱体2内的内部温度进行吸热或放热,以此对电池箱内的温度变化进行调整,从而能够将电池箱的内部的温度控制在适宜的范围之内,使电池箱的效率最大化。
128.其中,调温件40最好均匀设置在下箱体2的内部,使电池箱内的各个部分都能够通过调温件40来吸热放热,以此来保证电池箱内部的热量平均。
129.调温件40为相变材料或相变材料与气凝胶的混合物。相变材料可用于吸收和释放热量的物质,容易获取,制造成本低。
130.根据电芯和电池箱的规格,可以计算出大致需要的相变材料的质量,从而合理分配调温件40的数量和布局,提高制造效率。具体而言,相变材料的质量的计算公式为c
平
mδt=ki2rt+m
相
h
相
,其中,c
平
为系统平均比热容[kj/(kg
·
k)],m为系统总质量(kg),δt为系统变化温度(k),k为修正参数,i为系统工作电流(a),r为电池组件总电阻(mω),t为系统工作时间(h),m
相
为相变材料的质量(kg),h
相
为相变潜热(kj/kg)。
[0131]
虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1