一种多种光源制作的LED灯带及其制作方法与流程
一种多种光源制作的led灯带及其制作方法
技术领域
1.本发明涉及led灯带及其应用领域,具体涉及一种多种光源制作的led灯带及其制作方法。
背景技术:
2.现有技术制作的rgb光源和白光光源及控制元件制作的灯带,采用的是焊脚都分布在两个侧面的led光源制作而成,rgb光源用的6脚光源,6个脚分别在光源的两个边,一个边三个脚,存在的问题如下:
3.①
、led光源的三个脚分别在同一侧,在使用时光源焊在线路板上,尤其焊在柔性线路板上时,容易导致其中一个焊脚虚焊,而且焊脚密度大容易连锡短路,而且焊脚虚焊后焊脚密度大维修时也容易连锡短路。
4.②
、led光源每边三个需导通的脚,要保证焊接时虚焊少,又便于维修,必须折弯成立体的多面焊脚,所以,当做成平面的单面焊的焊脚时,焊接时良率很低,尤其中间焊脚虚焊很严重,业界很多企业都做过六个的在两边的平焊脚,两边各三个平焊脚,都因以上问题失败了,所以,业界现在做的六脚的,都是两个边一边各三个脚的立体的多面焊脚,为什么要追求做平焊脚呢?主要原因是做平焊脚时,由于没有金属折弯需要更多的金属,制作光源支架的材料的利用率提高了25%以上,而且平焊脚支架也比折弯支架薄40%以上,总成本可省到30%,而且支架薄了,用此支架封装光源时,封装胶水可节省50%。
5.③
、led光源的6个脚分布在两个边,当rgb光源尺寸做更小时,焊脚密度更高,更易连锡短路,导致用小尺寸光源更困难,导致制作灯带用大尺寸光源成本又降不下来。
6.④
、rgb光源尺寸不能做小,配套的柔性线路板也不能做小,导致制作灯带的成本也降不下来。
7.为了解决业界一直未解决的问题,既能把led光源做小,又能把线路板做窄,使灯带成本降低,还能达到好的使用效果,本发明采取如下方法制作一种多种光源制作的led灯带,攻克了这个技术:
8.具体方法是,用多个边都有焊脚的支架制作光源,把含有多个焊脚的光源支架的焊脚设计制作在支架底部的三个或三个以上的边上,焊脚在支架的侧面露出金属,支架杯底有多个用于封装芯片的金属电极,分别和支架外的多个焊脚形成连接导通,分别将发红光、绿光、蓝光的三种芯片固晶在支架杯里的金属电极上,通过焊线机焊线后,多个芯片的每一种芯片分别和支架上的电极形成导通,将封装胶水施加在支架上,密封住芯片及电极,加热使胶水固化,然后在分光机上点亮检测分选,检测时,检测机从底部检测露出的焊脚,使rgb光源点亮进行检测分选,使led点亮进行检测分选,分选后制成一种多个边都有焊脚的rgb光源,白光光源是用led芯片封装在支架里制作的白光光源或者csp白光光源,将所述的rgb光源、白光光源及控制元件焊接在柔性线路板上制成更低成本的两种光源的led灯带。
技术实现要素:
9.本发明涉及一种多种光源制作的led灯带及其制作方法,具体而言,灯带是用rgb光源及白光光源焊接在柔性线路板上制作的灯带,rgb光源是用分别发红光、绿光、蓝光的三种芯片封装在支架里制成的rgb光源,rgb光源的支架是金属镶嵌在树脂中形成的led支架,rgb光源的支架底部至少三个边设置有至少6个焊脚,支架上的焊脚总数b:6≤b≤16,焊脚从支架的侧面露出,用所述的led支架可制作低成本的rgb光源,白光光源是led芯片封装在支架里制作的白光光源或者csp白光光源,用所述rgb光源及白光光源制作的灯带是低成本的灯带。
10.根据本发明提供了一种多种光源制作的led灯带的制作方法,具体而言,灯带是rgb光源、白光光源或者rgb光源、白光光源及控制元件焊接在柔性线路板上制作而成,rgb光源是用分别发红光、绿光、蓝光的三种芯片封装在led支架里制作而成,rgb光源的支架是金属镶嵌在树脂中形成的led支架,led支架底部设置有a个边,4≤a≤8,支架上设有b个金属焊脚,6≤b≤16,支架上有c个侧面,4≤c≤8,金属焊脚都在底面露出,部分或全部金属焊脚从支架的侧面露出,从支架侧面露出的焊脚分布在底部的d个边上,3≤d≤a,支架是杯状支架,杯内有e个金属电极,6≤e≤16,其中一部分金属电极和金属焊脚相连形成导通,或所有金属电极和金属焊脚相连形成导通,并且金属电极至少和设置在3个侧面的焊脚导通,将以上所述的支架设计制作成多个支架的连片支架,分别将发红光、绿光、蓝光的三种芯片固晶在支架杯里的金属电极上,通过焊线机焊线后,多种芯片的每一种芯片分别和支架上的电极形成导通,将封装胶水施加在支架杯里,密封住芯片及电极,加热使封装胶水固化,用拆分机拆分成多个rgb光源,然后在分光机上点亮检测分选,检测时,检测机从底部检测露出的焊脚,使rgb光源点亮进行检测分选,分选后制成一种多个边都有焊脚的rgb光源,制成的rgb光源的三种芯片至少和三个侧面露出的焊脚形成导通,白光光源是led芯片封装在支架上制作的白光光源或者csp白光光源,将rgb光源、白光光源或者rgb光源、白光光源及控制元件用smt机焊接到柔性线路板上制成灯带。
11.根据本发明还提供了一种多种光源制作的led灯带,包括:rgb光源、白光光源或者rgb光源、白光光源及控制元件;柔性线路板;其特征在于,灯带是rgb光源、白光光源或者rgb光源、白光光源及控制元件和柔性线路板组成,rgb光源是用led支架封装分别发红光、绿光、蓝光的三种芯片制作的rgb光源,led支架的特征是由金属镶嵌在树脂中形成的led支架,led支架底部设置有a个边,4≤a≤8,支架上设有b个金属焊脚,6≤b≤16,支架上有c个侧面,4≤c≤8,金属焊脚都在底面露出,部分或全部金属焊脚从支架的侧面露出,从支架侧面露出的焊脚分布在底部的d个边上,3≤d≤a,支架是杯状支架,杯内有e个金属电极,6≤e≤16,其中一部分金属电极和金属焊脚相连形成导通,或所有金属电极和金属焊脚相连形成导通,分别发红光、绿光、蓝光的三种芯片已固晶在支架杯里的金属电极上,分别发红光、绿光、蓝光的三种芯片的每一种芯片分别和支架上的金属电极形成导通,封装胶已粘接在支架杯里,并已密封住芯片及金属电极,rgb光源的三种芯片至少和设置在3个侧面露出的焊脚形成导通,白光光源是led芯片封装在支架上制作的白光光源或者csp白光光源,所述rgb光源、白光光源或rgb光源、白光光源及控制元件已焊接在柔性线路板上。
12.根据本发明的一优选实施例,所述的一种多种光源制作的led灯带,其特征在于,所述的rgb光源的焊脚是立体卷脚焊脚,焊脚在rgb光源侧面伸出被卷贴到侧面及底面的外
表面上。
13.根据本发明的一优选实施例,所述的一种多种光源制作的led灯带,其特征在于,所述的rgb光源的焊脚是露出在底部的平面焊脚。
14.根据本发明的一优选实施例,所述的一种多种光源制作的led灯带,其特征在于,所述的rgb光源中红光的芯片是用导电银浆固定在金属电极上,蓝光和绿光两种芯片是用绝缘胶固定在金属电极上。
15.根据本发明的一优选实施例,所述的一种多种光源制作的led灯带,其特征在于,所述的柔性线路板是软硬结合线路板,软硬结合线路板是在线路板上局部位置设置粘接有硬树脂形成的软硬结合线路板。
16.根据本发明的一优选实施例,所述的一种多种光源制作的led灯带,其特征在于,所述的rgb光源的数量与白光光源的数量比为1∶1。
17.根据本发明的一优选实施例,所述的一种多种光源制作的led灯带,其特征在于,所述的rgb光源的数量与白光光源的数量比为1∶2,其中白光光源是两种色温的白光光源。
18.在以下对附图和具体实施方式的描述中,将阐述本发明的一个或多个实施例的细节。
附图说明
19.通过结合以下附图阅读本说明书,本发明的特征、目的和优点将变得更加显而易见,对附图的简要说明如下。
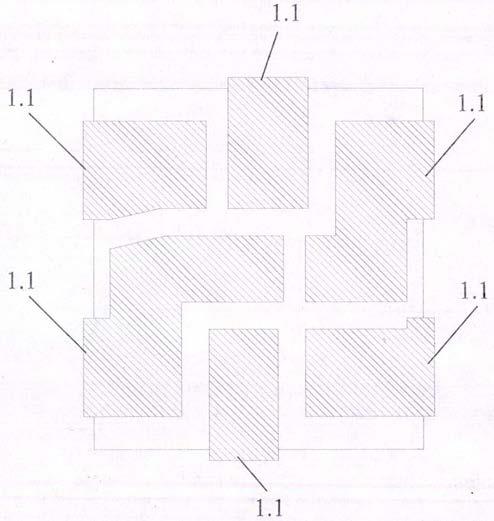
20.图1为四边都有焊脚的一种杯状支架的电路平面示意图。
21.图2为四边都有焊脚的一种杯状支架的俯视平面示意图。
22.图3为四边都有焊脚的一种杯状支架的底部平面示意图。
23.图4为四边都有焊脚的一种杯状支架的截面示意图。
24.图5为四边都有焊脚的一种杯状支架的上下二等角轴测示意图。
25.图6为四边都有焊脚的一种杯状支架的多个支架杯的平面示意图。
26.图7为四边都有焊脚的一种杯状支架的多个支架杯固晶焊线后的俯视示意图。
27.图8为一种多个边都有焊脚的rgb光源的截面示意图。
28.图9为一种多个边都有焊脚的rgb光源的俯视示意图。
29.图10为rgb光源和2835白光光源数量1∶1配比的柔性灯带半成品的平面示意图。
30.图11为rgb光源和2835白光光源数量1∶2配比的柔性灯带半成品的平面示意图。
31.图12为带rgb光源和csp白光光源数量1∶1配比的柔性灯带半成品的平面示意图。
32.图13为带rgb光源和csp白光光源数量1∶2配比的柔性灯带半成品的平面示意图。
33.图14为一种带rgb光源和2835白光光源数量为1∶1配比的柔性灯带的平面示意图。
34.图15为一种带rgb光源和2835白光光源数量为1∶2配比的柔性灯带的平面示意图。
35.图16为一种带rgb光源和csp白光光源数量为1∶1的柔性灯带的平面示意图。
36.图17为一种带rgb光源和csp白光光源数量为1∶2的柔性灯带的平面示意图。
具体实施方式
37.下面将以优选实施例为例来对本发明进行详细的描述。
38.但是本领域技术人员应当理解,以下所述仅仅是举例说明和描述一些优选实施方式,对本发明的权利要求并不具有任何限制。
39.实施例一
40.一、冲切模模具的制作
41.设计制作含6个脚的2835led支架,2.8mmx3.5mm的长方体支架,分别在宽2.8mm的两个边的设计一个焊脚1.1,另外两个边各设计两个焊脚1.1,总共6个焊脚1.1。
42.二、冲切支架电路雏形
43.将0.20mm的铜带准备好,用冲切模具在冲床上将0.20mm的铜带1.1冲切成支架电路雏形,然后在支架电路雏形上电镀银,使铜带表面镀一层银。
44.三、ppa树脂的制作
45.在注塑机上用注塑模具在铜带上注塑ppa树脂2.1,形成多个支架杯,并使铜雏形电路镶嵌在ppa树脂里。
46.四、冲切支架制成6个焊脚
47.用模具冲切制成含多个led支架的连片支架,每个支架有6个焊脚1.1,2.8mm的两个边各有一个焊脚1.1,3.5mm的两个边各有两个焊脚1.1。支架杯中有六个金属电极,分别和支架外底部的六个焊脚连接导通,制成四边都有焊脚的一种杯状支架(图1、图2、图3、图4、图5、图6所示)。
48.五、封装rgb光源
49.①
、固晶
50.用固晶机将红绿蓝三种芯片3.1固在支架杯里的三个电极上,先用银胶将红光芯片固在支架杯底的一个电极上,再将蓝光及绿光芯片用固晶胶固定在另外两个电极上,烘烤使胶固化。
51.②
、焊线
52.用焊线机将三个芯片的正负极分别用合金线4.1焊接连通到杯底的金属电极上(图7所示)。
53.③
、点胶
54.用点胶机点封装胶水5.1在杯里,烘烤使封装胶水固化。
55.④
、剥料
56.在拆分机上用模具分拆成单颗rgb光源制成一种多个边都有焊脚的rgb光源(图8、图9所示)。
57.⑤
、分光检测
58.把rgb光源放在分光机上,通过检测rgb光源的底部露出的焊盘,使光源点亮,分选出多个类别的rgb光源分到多个盒子里,同时把不良品清除掉制成rgb光源7.1。
59.⑥
、包装
60.用编带机将rgb光源7.1编到包装卷带上。
61.六、灯带的制作
62.①
、印锡膏
63.把准备好的软性线路板6.1上放置在印刷机上,然后用专用的钢网把锡膏印刷在柔性线路板焊锡位置上。
64.②
、贴片
65.方法一
66.用易通贴片机将以上包装在包装带上的rgb光源7.1、2835白光光源7.2及电阻8.1贴到印好锡膏的柔性线路板上,制成带rgb光源和2835白光光源的柔性灯带半成品(如图10、图11所示)。
67.方法二
68.把印好锡膏的柔性线路板放在固晶机上,把csp白光光源7.3通过锡膏初步固定在柔性线路板上,然后用易通贴片机将以上包装在包装带上的rgb光源7.1及电阻8.1贴到柔性线路板的锡膏上,制成带rgb光源和csp白光光源的柔性灯带半成品(如图12、图13所示)。
69.③
、回流焊
70.把带光源的柔性线路板半成品放在调试好的回流焊机中,过回流焊后,光源及电阻通过锡焊接到柔性线路板上,分切成单条,即制作成了一种带rgb光源和2835白光光源数量为1∶1配比的柔性灯带(如图14所示),或者一种带rgb光源和2835白光光源数量为1∶2配比的柔性灯带(如图15所示),或者一种带rgb光源和csp白光光源数量为1∶1的柔性灯带(如图16所示),或者一种带rgb光源和csp白光光源数量为1∶2的柔性灯带(如图17所示)。
71.以上结合附图将一种多种光源制作的led灯带及其制作方法的具体实施例对本发明进行了详细的描述。但是,本领域技术人员应当理解,以上所述仅仅是举例说明和描述一些具体实施方式,对本发明的范围,尤其是权利要求的范围,并不具有任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1