高强度金属化薄膜电容器的制作方法
1.发明属于金属化薄膜电容器加工技术领域,特别涉及高强度金属化薄膜电容器。
背景技术:
2.金属化薄膜电容是以有机塑料薄膜做介质,以金属化薄膜做电极,通过卷绕方式制成(叠片结构除外)制成的电容,金属化薄膜电容器所使用的薄膜有聚乙酯、聚丙烯、聚碳酸酯等,除了卷绕型之外,也有叠层型;其中以聚酯膜介质和聚丙烯膜介质应用最广;
3.金属化薄膜电容器在生产时,需要将金属化薄膜的端部与引脚固定在一起,而目前的主流固定方式为焊接,焊接处只是分布在连接区域的外周,导致内部的连接强度不高,粘合效果不够好;并且由于粘合强度不高,引脚与金属化薄膜的连接面也会跟随减少,导致连接处的接触电阻增大,影响电容器的稳定使用。
技术实现要素:
4.本发明针对现有技术存在的不足,提供了高强度金属化薄膜电容器,具体技术方案如下:
5.高强度金属化薄膜电容器,包括基膜和涂覆在基膜表面的金属镀层;所述基膜的端部表面连接有安装机构,所述安装机构包括盒体、接触件;所述盒体的侧面电性装配连接有引脚,所述盒体的底部设有矩形阵列分布的接触件,所述接触件包括金属挡片和填料腔,所述金属挡片为中空环状结构,所述金属挡片的底面与所述金属镀层贴合电性接触;
6.所述金属挡片的内部中空区域为填料腔,所述填料腔的内部填充有导电料,所述导电料用以将安装机构与金属化薄膜固定为一体;所述引脚、所述导电料、所述金属挡片以及所述金属镀层之间电性连接。
7.进一步的,所述盒体的内部开设有输送腔,所述输送腔的入口处连通有送料机构,所述输送腔的出口处连通至所述填料腔,所述送料机构用以输送熔融状态的所述导电料。
8.进一步的,所述引脚插接于所述输送腔的内部,所述引脚与所述输送腔内的所述导电料电性接触。
9.发明的有益效果是:
10.1、熔融状态导电料可填充各个填料腔和输送腔,待其凝固后可将盒体、引脚、金属挡片以及金属化薄膜连接为一体,固定过程更为简便,并且由于接触件为矩形阵列分布,固定面能够覆盖在各个位置,连接强度更高;
11.2、导电料在凝固后可作为导电导体,将金属化薄膜与引脚串联,无需再单独设置导电结构;并且导电料的设置也增加了接触件与金属化薄膜的接触面,从而降低接触电阻;
12.3、压紧、抽真空的制备方法,能够提高导电料的填充密实度,消除气孔、杂质,提高连接面强度。
附图说明
13.图1示出了发明的高强度金属化薄膜电容器结构示意图;
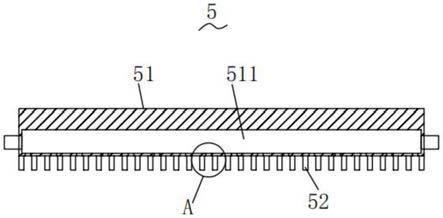
14.图2示出了发明的安装机构结构示意图;
15.图3示出了发明的a处放大结构示意图;
16.图4示出了发明的接触件分布结构示意图;
17.图5示出了发明的金属化薄膜加工初始状态结构示意图;
18.图6示出了发明的夹持机构结构示意图;
19.图7示出了发明的金属化薄膜与安装机构装配结构示意图;
20.图中所示:1、箱体,2、第一驱动机构,3、夹持机构,31、置物板, 32、压板,33、调节螺钉,4、第二驱动机构,41、气动杆,42、夹持座, 5、安装机构,51、盒体,511、输送腔,52、接触件,521、金属挡片,522、填料腔,523、导电料,6、送料机构,61、储料盒,62、下料阀,7、真空泵,8、气压表,9、基膜,91、金属镀层,9a、引脚。
具体实施方式
21.为了使发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释发明,并不用于限定发明。
22.高强度金属化薄膜电容器,包括基膜9和涂覆在基膜表面的金属镀层 91;所述基膜9的端部表面连接有安装机构5,所述安装机构5包括盒体 51、接触件52;所述盒体51的侧面电性装配连接有引脚9a,所述盒体51 的底部设有矩形阵列分布的接触件52;盒体51用以作为引脚9a的安装、导电基础,接触件52用以与金属镀层91接触导电;接触件52呈矩形阵列分布可实现各个接触件之间能够留有空隙,使得热量能够散出,避免连接处热量聚集过多而烧坏;并矩形阵列分布还有使得接触区域覆盖到接触面的各个位置,提高连接强度;
23.所述接触件52包括金属挡片521和填料腔522,所述金属挡片521为中空环状结构,所述金属挡片521的底面与所述金属镀层91贴合电性接触;金属挡片521示例性的为铜制成;
24.所述金属挡片521的内部中空区域为填料腔522,所述填料腔522的内部填充有导电料523,所述导电料523用以将安装机构5与金属化薄膜固定为一体;所述引脚9a、所述导电料523、所述金属挡片521以及所述金属镀层91之间电性连接;导电料523示例性的为熔融焊锡凝固而成,熔融状态导电料523可填充填料腔522,待其凝固后可将盒体51、金属挡片521 以及金属化薄膜连接为一体,实现固定连接,连接面更为平整,固定过程更为简便;并且导电料523在凝固后可作为导电导体,使得导电面更广,从而降低电阻。
25.作为上述技术方案的改进,所述盒体51的内部开设有输送腔511,所述输送腔511的入口处连通有送料机构6,所述输送腔511的出口处连通至所述填料腔522,所述送料机构6用以输送熔融状态的所述导电料523;输送腔511的设置用以使得熔融导电料523的输送、分配更为稳定、快速,填充效果更好。
26.作为上述技术方案的改进,所述引脚9a插接于所述输送腔511的内部,所述引脚9a与所述输送腔511内的所述导电料523电性接触;熔融的导电料523能够对引脚9a进行粘接进行初步定位,待导电料523凝固后,引脚 9a的输入端便固定在导电料523内,实现引脚9a
的固定装配,并且导电料523也用来传输电流至引脚9a。
27.高强度金属化薄膜电容器的制备方法,包括以下步骤:
28.s1、制备金属化薄膜;
29.s2、上料:
30.利用夹持机构3夹持住所述金属化薄膜的端部;夹持机构3的设置用以实现金属化薄膜的端部能够平整、稳定的被夹持定位,并且方便牵引金属化薄膜运动至指定位置;
31.第一驱动机构2牵引所述夹持机构3向箱体1内运动,所述夹持机构3 带动所述金属化薄膜的端部运动至所述箱体1内的加工区域;
32.上述步骤具体过程为:初始状态时,夹持机构3整体均置于箱体1的外部,将金属化薄膜的端部平整的放在置物板31上,然后向下拧动调节螺钉33,使得调节螺钉33的底部旋入到置物板31内,在旋入的过程中,调节螺钉33的顶部区域在压板32内自转,调节螺钉33在向下旋动时,其外壁的挡环会下压压板32,当调节螺钉旋入至最低位置后,压板32便会压紧金属化薄膜的端部;
33.待压紧后,第一驱动机构2带动夹持机构3、金属化薄膜同步收入到箱体1内,使得金属化薄膜运动至指定加工区域,示例性的第一驱动机构2 为气动杆;
34.s3、固定安装机构5:
35.将盒体51预先装配在第二驱动机构4的底端;
36.上述步骤具体过程为:第二驱动机构4示例性的为气动杆和夹持座42 组成,夹持座42设有气动杆的底端,在固定安装机构5前,工人可将盒体 51塞入到夹持座42底部的凹槽中,然后通过螺钉对盒体51进行定位;
37.气动杆推动夹持座、安装机构5下移,直至接触件52与所述金属镀层 91的表面紧密贴合时停止,所述金属化薄膜被夹持固定在置物板31、接触件52之间;此步骤主要将盒体51、接触件52紧密固定在金属化薄膜的表面,增加固定压力,进而提高接触面,降低接触电阻;
38.启动真空泵7抽出各个填料腔522以及输送腔511内部的空气,当抽至真空状态时停止,随后打开送料机构6,在负压作用下,所述送料机构6 内熔融的导电料排出并填充满所述输送腔522和各个所述填料腔511;
39.上述步骤具体过程为:启动真空泵7抽出各个填料腔522以及输送腔 511内部的空气,气体压力可通过管道上的气压表8观测,真空泵7主要用以抽出空气和各个腔室中的灰尘、杂质,使得后续填充导电料时,腔室内无气泡、无杂质,密实性更好;当抽至真空时,打开送料机构6中的下料阀62,储料盒61内的熔融料在重力作用下下落,并且由于储料盒61内的气压大于各个腔室的气压,所以在负压作用下,熔融的导电料进入排出至输送腔511内,先填充满足整个输送腔511,然后再通过各个出料口排出至矩形阵列分布的填料腔522内,将各个填料腔522填满;
40.s4、引脚装配:
41.将引脚9a插接到所述输送腔511内,所述引脚9a的输入端浸入到熔融的导电料内;待熔融的导电料冷却凝固后,引脚、安装机构以及金属化薄膜端部固定连接为一体;当熔融的导电料凝固后,便可将盒体51与金属化薄膜粘接在一起,实现盒体51与金属化薄膜的固定,并且导电料凝固后也可将引脚9a固定在输送腔511内,实现盒体51与引脚9a的固定,并
且整个导电电路也可确定,金属镀层、金属挡片、导电料、引脚依次电性连接;
42.s5:将金属化薄膜卷绕、灌封,制得金属化薄膜电容器。
43.作为上述技术方案的改进,所述导电料为熔融焊锡凝固而成;采用焊锡一方面熔点低、不会影响金属镀层,并且导电性能好、流动性高、成本低。
44.作为上述技术方案的改进,所述夹持机构3包括置物板31、压板32以及调节螺钉33,所述置物板31的表面贴合放置有所述金属化薄膜的端部,所述调节螺钉31滑动穿过所述压板32,所述调节螺钉31的底部为螺纹段、顶部为光滑段,所述光滑段的外壁垂直设有两个挡环,所述压板32置于两个挡环之间,所述螺纹段伸入于所述置物板31的一端顶面;挡环的设置用以实现调节螺钉33在上下旋动时,能够带动压板竖直上下运动。
45.以上所述仅为发明的较佳实施例而已,并不用以限制发明,凡在发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1