一种高效的太阳能板制作方法与流程
[0001]
本发明涉及太阳能电池板制造技术领域,尤其涉及一种高效的太阳能板制作方法。
背景技术:
[0002]
太阳能电池板是太阳能发电系统中的核心部分,也是太阳能发电系统中价值最高的部分,其作用是将太阳的辐射能力转换为电能。太阳能电池板的质量和成本将直接决定整个系统的质量和成本。
[0003]
现有的太阳能电池板的制作过程包括:备料,准备多个单独的膜层,每个膜层的尺寸对应单个电池芯片的尺寸,然后将多个膜层与单个电池芯片重叠敷设,再将辐射完成后的层组置于高温板上进行层压。
[0004]
现有的太阳能电池板的背板,仅仅起到对太阳能晶片的保护(紫外防护、耐腐蚀、绝缘等)作用,在太阳能电池片将光辐射能转换成电能的过程中产生的热量堆积在太阳能电池板内部,使太阳能电池板在高温度下作业,缩短了太阳能电池板的使用寿命。
[0005]
因此,为解决上述技术问题,需要提出一种新的技术方案来解决这个问题。尤其是提供一种高效的太阳能板制作方法。
技术实现要素:
[0006]
本发明为解决市场上现有的太阳能电池板需要逐层剪切后层压,将太阳能电池晶片手工贴附在太阳能电池板上且太阳能电池板背板的吸热效果差影响太阳能电池板的使用寿命技术问题,提供了一种高效的太阳能板制作方法。
[0007]
为实现上述目的提供了如下技术方案:一种高效的太阳能板制作方法,包括:提供保护板和背板,所述保护板的长度和宽度大于或等于背板的长度和宽度,所述背板的长度和宽度大于或等于太阳能电池片的长度和宽度;所述背板提供过程中通过离子注入法至少注入有铬离子、镍离子或钴离子中的一种离子;提供太阳能电池片,所述太阳能电池片由多个串联和并联方式连接形成的单太阳能晶片形成;将所述太阳能电池片设置在所述保护板和所述背板间,在保护板、太阳能电池片和背板间进行层压或封胶处理。
[0008]
优选地,提供所述保护板的步骤,包括:按顺序提供保护层材料、防水层材料、绝缘层材料,将各层材料逐次层压喷涂形成复合层材料;在复合层材料上进行涂刷粘贴层材料形成初级材料;对初级材料进行剪裁形成保护板,所述保护板的长度大于或等于背板的长度,所述保护板的宽度大于或等于背板的宽度。
[0009]
优选地,提供所述背板的步骤,包括:提供硅片基板;在所述硅片基板表面通过离子注入法注入有铬离子、镍离子或钴离子中的一种或多种;然后熔融沉淀法使注入的离子混合成形在硅片基板表面形成离子层;在硅片基板的另一表面印刷锡层。
[0010]
优选地,提供所述太阳能电池片的步骤,包括:提供pcb板;在所述pcb板上至少设置两个焊盘;所述两个焊盘间设有太阳能电池片安装位,所述太阳能电池片安装位至少包括两排、两列太阳能电池片焊接位,所述单个太阳能晶片安装在太阳能电池片焊接位上,所述单个太阳能晶片与所述前后列的太阳能晶片电连接,所述单个太阳能晶片与上下排的太阳能晶片电连接;将所述pcb板上两端的所述太阳能电池片分别与所述两个焊盘焊接,分别作为电源的正极输出和电源的负极输出;对所述pcb板根据保护板和背板的尺寸进行剪裁,形成所述太阳能电池片。
[0011]
优选地,在所述保护板、太阳能电池片和背板间进行层压或封胶处理的步骤,包括:依次铺设所述背板、太阳能电池片和保护板,使所述背板设有离子层的面与所述所述太阳能电池片相邻,所述太阳能电池片设有所述太阳能晶片的面与所述保护板相邻。
[0012]
本发明的有益效果:通过将保护板和背板按照预先计划好的尺寸进行制作剪裁后与太阳能电池片的尺寸相对应,组装层压时能够快速组装形成太阳能电池板,而不需要在组装时临时进行按照匹配程度进行剪裁。
[0013]
同时将太阳能晶片通过串联和并联的方式组装在pcb板上形成了多条供电电路,为太阳能光伏发电系统提供了多种可选择的大小不同的电流电量。
[0014]
在太阳能电池板的背板上通过离子注入法注入铬离子、镍离子或钴离子层,用于对太阳能电池片发电过程中产生的热量进行吸热,降低太阳能电池皮的工作温度。
附图说明
[0015]
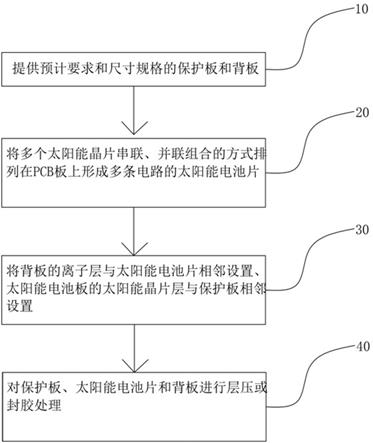
图1是本发明制作方法流程的结构示意图。
具体实施方式
[0016]
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0017]
如图1所示,一种高效的太阳能板制作方法,包括:s10、提供保护板和背板,所述保护板的长度和宽度大于或等于背板的长度和宽度,所述背板的长度和宽度大于或等于太阳能电池片的长度和宽度;s11、所述背板提供过程中通过离子注入法至少注入有铬离子、镍离子或钴离子中的一种离子;s20、提供太阳能电池片,所述太阳能电池片由多个串联和并联方式连接形成的单太阳
能晶片形成;s30、将所述太阳能电池片设置在所述保护板和所述背板间,依次铺设所述背板、太阳能电池片和保护板,使所述背板设有离子层的面与所述所述太阳能电池片相邻,所述太阳能电池片设有所述太阳能晶片的面与所述保护板相邻;s40、在保护板、太阳能电池片和背板间进行层压或封胶处理。
[0018]
本发明的太阳能电池板包括中间的太阳能电池片和太阳能电池片两侧的保护板和背板,其中保护板的材料包括了保护层材料、防水层材料、绝缘层材料和粘贴层材料。太阳能电池片包括了pcb板基板和贴合在pcb基板上的太阳能晶片,以及pcb板上的正负极焊盘,正负极焊盘通过导线与接线盒电连接。背板采用硅片材料作为基板,在硅片材料上通过离子注入法注入了铬离子、镍离子或钴离子中的一种或多种离子后形成的离子层,离子层设置在背板与太阳能电池片的接触面上,对太阳能电池板发电过程中太阳能电池片产生的热量进行吸收,降低太阳能电池片的工作温度。
[0019]
具体讲:s1o、提供所述保护板的步骤,包括:s101、按顺序提供保护层材料、防水层材料、绝缘层材料,将各层材料逐次层压喷涂形成复合层材料。保护层材料可以采用现有的钢化玻璃材料制成,防水层和绝缘层依次喷涂在钢化玻璃层上,防水层和绝缘层均采用透明材质,以减少太阳光的折射损失率。
[0020]
s102、在复合层材料上进行涂刷粘贴层材料形成初级材料,粘贴层同样采用干燥后透明的粘贴胶制成。
[0021]
s103、对初级材料进行剪裁形成保护板,所述保护板的长度大于或等于背板的长度,所述保护板的宽度大于或等于背板的宽度。将保护板、背板和太阳能电池片的尺寸设计为保护板的表面积大于或等于背板的表面积,背板的表面积大于太阳能电池片的表面积,其中保护板的长度大于或等于背板的长度,保护板的宽度大于或等于背板的宽度,背板与太阳能电池片采用同样的尺寸对应关系。采用这样的设计结构能够预先按照计算好的保护板、太阳能电池片和背板三者间的尺寸对应关系进行制作,制作后进行层压或封胶处理,改变传统制作过程中根据贴装的太阳能电池片的尺寸进行剪裁保护板和背板的工艺方式,使太阳能电池板能够工业化流水生产,提高了生产效率。同时三者间的尺寸关系能够保证保护板和背板对中间的太阳能电池片的保护和支撑作用。
[0022]
s11、提供所述背板的步骤,包括:s111、提供硅片基板。
[0023]
s112、在所述硅片基板表面通过离子注入法注入有铬离子、镍离子或钴离子中的一种或多种。可以选择性地注入其中的一种,也可以同时注入混合离子,本实施例中优选为注入上述离子中的一种,作为对太阳能电池片光电转换过程中产生热量的吸热层。
[0024]
s113、然后熔融沉淀法使注入的离子混合成形在硅片基板表面形成离子层。
[0025]
s114、在硅片基板的另一表面印刷锡层。锡层作为背板与外界环境的接触层,为硅片基板提供耐腐蚀、耐老化的保护。
[0026]
s20、提供所述太阳能电池片的步骤,包括:s201、提供pcb板。pcb板按照太阳能晶片的串联和并联连接方式进行绘制电路结构。
[0027]
s202、在所述pcb板上至少设置两个焊盘,将所述pcb板上两端的所述太阳能电池
片分别与所述两个焊盘焊接,分别作为电源的正极输出和电源的负极输出,太阳能电池片的正负极分别与外界的接线盒电连接。
[0028]
s203、所述两个焊盘间设有太阳能电池片安装位,所述太阳能电池片安装位至少包括两排、两列太阳能电池片焊接位,所述单个太阳能晶片安装在太阳能电池片焊接位上,所述单个太阳能晶片与所述前后列的太阳能晶片电连接,所述单个太阳能晶片与上下排的太阳能晶片电连接。每个太阳能晶片的连接方式有三种:(1)太阳能晶片依次串联后与焊盘连接。(2)太阳能晶片依次并联后与焊盘连接。(3)每个太阳能晶片与左右的太阳能晶片电连接同时还和上下的太阳能晶片电连接。每个太阳能晶片分别作为一个太阳能转换电池单元。采用上述连接方式使太阳能电池板提供多种大小不同的发电量。
[0029]
s204、对所述pcb板根据保护板和背板的尺寸进行剪裁,形成所述太阳能电池片。
[0030]
将太阳能晶片贴装在pcb板的一侧同时预先在焊盘间设有太阳能电池片安装位,可以通过机械实现将太阳能晶片安装在pcb板上的太阳能电池片安装位上,提高了生产效率。
[0031]
s30、将背板、太阳能电池片和保护板按照规定进行排列。排列方式具体为:依次铺设所述背板、太阳能电池片和保护板,使所述背板设有离子层的面与所述所述太阳能电池片相邻,所述太阳能电池片设有所述太阳能晶片的面与所述保护板相邻。
[0032]
s40、在所述保护板、太阳能电池片和背板间进行层压或封胶处理的步骤,层压和封胶的技术采用现有技术。
[0033]
本发明中将太阳能电池板的保护板和背板按照规定性能和规定尺寸进行预制,将太阳能电电池片按要求进行预制后再按照顺序进行组装,保护板、背板和太阳能电池片的预制过程均可以采用机械生产,可以同步进行也可以先后进行,在第一批保护板、背板和太阳能电池片生产完成后通过生产线进行机械组装包括层压、封胶处理,保证了生产时的效率和生产的机械化。
[0034]
本领域内的技术人员应明白,上述各实施例可提供为方法、装置、或计算机程序产品。这些实施例可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。上述各实施例涉及的方法中的全部或部分步骤可以通过程序来指令相关的硬件来完成,所述的程序可以存储于计算机设备可读取的存储介质中,用于执行上述各实施例方法所述的全部或部分步骤。所述计算机设备,包括但不限于:个人计算机、服务器、通用计算机、专用计算机、网络设备、嵌入式设备、可编程设备、智能移动终端、智能家居设备、穿戴式智能设备、车载智能设备等;所述的存储介质,包括但不限于:ram、rom、磁碟、磁带、光盘、闪存、u盘、移动硬盘、存储卡、记忆棒、网络服务器存储、网络云存储等。计算机设备也可以采用其他智能设备替代,如智能手机智能平板等。
[0035]
以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1