多波长光路耦合系统及3D打印设备的制作方法
多波长光路耦合系统及3d打印设备
技术领域
1.本实用新型涉及到3d打印技术领域,具体为多波长光路耦合系统及拥有该耦合系统的3d打印设备。
背景技术:
2.3d打印技术是依据cad三维建模、通过材料的逐层叠加堆积直接获得实体部件的技术,也称增材制造技术。与传统制造技术相比,增材制造技术的制造速度更快,并可直接制造出任意复杂形状的部件,是非常有应用前景并符合未来技术发展趋势的制造技术。自增材制造被纳入“十三五”规划上升到国家战略层面以来,增材制造产业发展迅猛。
3.作为增材制造技术的研究方向之一,陶瓷3d打印技术由于结合了陶瓷材料的高硬度、耐高温、耐磨、良好的电化学性能和3d打印技术的高精度、高柔性、短生产周期等特点,近年来备受市场青睐,广泛应用于航空航天、生物医疗、化工催化和机械电子领域。陶瓷3d打印使用的陶瓷浆料为陶瓷颗粒和光敏树脂混合物,二者物理化学性质差异较大,陶瓷浆料中陶瓷颗粒的折射率与光敏树脂体系的折射率不同,不同种类陶瓷颗粒间折射率也存在差异,相比于纯光敏树脂体系,陶瓷浆料的光固化原理较为复杂。
4.目前陶瓷3d打印使用单一波长的紫外激光光可以实现氧化铝、氧化锆、二氧化硅等与光敏树脂折射率差异较小的陶瓷浆料的打印,但折射率高的陶瓷材料或其组合无法固化成型,严重限制了陶瓷3d打印技术的发展。
技术实现要素:
5.针对上述问题,本实用新型提出了一种新的技术方案,通过对不同波长的激光进行耦合,来满足对不同折射率的陶瓷浆料的打印需求。
6.本实用新型提出的技术方案如下:
7.多波长光路耦合系统,包括底板,所述底板上设有脉冲紫外激光器、半导体激光器、第一耦合器、第二耦合器、扩束镜和振镜;
8.所述第一耦合器与所述脉冲紫外激光器连接,所述第一耦合器与所述第二耦合器通过多模光纤a连接;所述脉冲紫外激光器发出的紫外激光束由所述第一耦合器耦合至多模光纤a并传导至所述第二耦合器中;
9.所述半导体激光器与所述第二耦合器通过多模光纤b连接,所述半导体激光器发射的半导体激光束由多模光纤b传导至第二光束耦合器中;
10.所述扩束镜设在所述第二耦合器与所述振镜之间,所述第二耦合器通过多模光纤c与所述扩束镜连接;
11.所述紫外激光束和所述半导体激光束经第二耦合器耦合成一束激光经多模光纤c输出至扩束镜后传输至振镜。
12.进一步的,所述脉冲紫外激光器为355nm波长的脉冲紫外激光器。
13.进一步的,所述半导体激光器有多个且每个所述半导体激光器的波长不同;每个
所述半导体激光器通过与其一一对应的多模光纤b与第二耦合器连接。
14.进一步的,所述半导体激光器包括365nm、375nm、385nm、395nm、405nm半导体激光器中的至少两种。
15.采用本技术方案所得到的有益效果为:
16.通过对不同波长的激光进行耦合,从而满足不同种折射率下陶瓷浆料的固化,能够有效的降低折射率对陶瓷浆料固化率的影响,满足不同种类陶瓷浆料的3d打印需求。
17.同时本实用新型还提出了一种3d打印设备,所述3d打印设备包括架体,所述架体的顶部设置有如上所述的多波长光路耦合系统;所述架体上且位于所述多波长光路耦合系统的下方还设置有打印平台,所述打印平台上设置有刮刀组件。
18.进一步的,所述打印平台位于所述振镜的正下方,且所述振镜与所述打印平台之间设置有场镜。
19.进一步的,所述刮刀组件包括刀架和设在所述刀架上的刮刀块,所述刀架可移动的设在所述打印平台上,所述刀架的移动使得所述刮刀块同步移动以对打印平台上的浆料进行平铺。
20.进一步的,所述打印平台上还平行间隔设置有两个阻流条,所述刮刀块位于两个所述阻流条之间且沿着所述阻流条的长度方向来回移动。
21.进一步的,所述刮刀块可上下移动的设在所述刀架上。
22.进一步的,所述刮刀块通过微调平台与所述刀架连接,所述微调平台可上下移动的设在所述刀架上。
23.采用本技术方案所达到的有益效果为:
24.本实用新型提及的3d打印设备中,多种不同波长的激光束共用一套光路系统,完全省去因材料更换需进行光路系统更换和调试的时间,并且可将多种光束耦合扫描,可依需求进行单独打印成型和混合打印成型,有利于光固化陶瓷零件的大规模生产和力学性能的提升。
附图说明
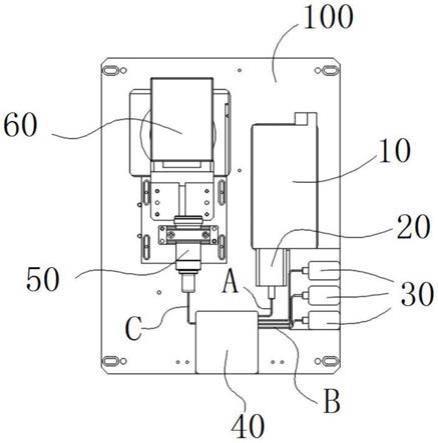
25.图1为本方案中的多波长光路耦合系统中各部件的平面布置结构图。
26.图2为3d打印设备的立体结构图。
27.图3为刮刀组件的立体图结构图。
28.图4为图3中的局部放大图。
29.其中:10脉冲紫外激光器、20第一耦合器、30半导体激光器、40第二耦合器、50扩束镜、60振镜、100底板、200架体、300打印平台、310刮刀组件、311刀架、312刮刀块、313驱动件、314滑轨、315阻流条、316微调平台、400供料系统。
具体实施方式
30.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
31.本实施例提供了一种多波长光路耦合系统,参见图1,该系统的组成包括底板100,所述底板100为整个耦合系统土工适应的支撑力;所述底板100上设有脉冲紫外激光器10、
半导体激光器30、第一耦合器20、第二耦合器40、扩束镜50和振镜60,利用对电子元件的结构布置以实现对不同波长激光的耦合。
32.具体的,所述第一耦合器20与所述脉冲紫外激光器10连接,所述第一耦合器20与所述第二耦合器40通过多模光纤a连接;所述脉冲紫外激光器10发出的紫外激光束由所述第一耦合器20耦合至多模光纤a并传导至所述第二耦合器40中;利用第一耦合器20对脉冲紫外激光器10发出的紫外激光束做出初步的耦合,使其满足在多模光纤a中传输的条件,以便于能在第二耦合器40顺利的与其他的激光束进行耦合。
33.所述半导体激光器30与所述第二耦合器40通过多模光纤b连接,所述半导体激光器30发射的半导体激光束由多模光纤b传导至第二耦合器40中;利用第二耦合器40对所述紫外激光束和所述半导体激光束进行耦合,使两个不同波长的激光束经过第二耦合器40形成耦合光束后再发出。
34.在所述第二耦合器40之后设置有扩束镜50,所述扩束镜50通过多模光纤c与所述第二耦合器40连接;利用扩束镜50来扩大耦合光束半径并减小发散角,从而得到最佳的光束质量和更小的聚焦光斑。
35.为了实现对光束扫描路径的控制,在所述扩束镜50之后设置有振镜60,所述紫外激光束和所述半导体激光束经第二耦合器40耦合成一束耦合光束经多模光纤c输出至扩束镜50后传输至振镜60。
36.利用耦合器通过对不同波长的激光进行耦合形成耦合光束,从而满足不同种折射率下陶瓷浆料的固化,能够有效的降低折射率对陶瓷浆料固化率的影响,满足不同种类陶瓷浆料的3d打印需求。
37.可选的,所述脉冲紫外激光器10为355nm波长的脉冲紫外激光器。
38.可选的,所述半导体激光器30有多个且每个所述半导体激光器30的波长不同;每个所述半导体激光器30通过与其一一对应的多模光纤b与第二耦合器40连接,通过这样的设置可实现不同的打印需要。
39.本实施例中,所述半导体激光器30包括365nm、375nm、385nm、395nm、405nm半导体激光器中的至少两种。
40.需要说明的是,本方案提及的多波长耦合系统的使用方式不仅仅限于以耦合出光的方式出光,还可以是单独出光、单层依次出光、依陶瓷浆料种类出光、依扫描层数交替出光、扫描区域交替出光、扫描层厚出光等等。
41.具体的:
42.单层出光具体是指:只使用一种波长的激光扫描,其他的不使用;
43.单层依次出光具体是指:多种波长的激光单独的、并且按顺序的依次出光扫描;
44.依陶瓷浆料种类出光具体是指:选定不同波长的激光,可设置哪个波长的激光对应扫描哪种陶瓷浆料,来进行出光扫描。
45.当然,上文描述的耦合出光、单独出光、单层依次出光、依陶瓷浆料种类出光、依扫描层数交替出光、扫描区域交替出光和扫描层厚出光均统称为出光参数,出光参数设置在本系统的控制端(未画出)内,在控制端内选择不同的出光顺序,满足不同的打印需求。
46.在控制端内还可以设置三维模型切片和打印参数等设置,其中打印参数中至少应该包括激光功率、扫描速度、激光频率、脉冲宽度、延时等参数。
47.通过以上设置,将多种不同波长的激光束共用一套光路系统,完全省去因材料更换需进行光路系统更换和调试的时间,并且可将多种光束耦合扫描,可依需求进行单独打印成型和混合打印成型,有利于光固化陶瓷零件的大规模生产和力学性能的提升。
48.同时本方案还提出了一种3d打印设备,参见图2,所述3d打印设备包括架体200,所述架体200为整个打印设备的基础,为整个3d打印设备提供稳定的支撑力,也便于各个零部件在架体200上进行固定分布。
49.上文所述多波长耦合系统设置在架体200的顶部位置,在多波长光路耦合系统的下方还设置有打印平台300,在打印平台300的下方设置有供料系统400,供料系统400用于实现浆料的供料,多波长光路耦合系统提供的光束使得浆料固化在打印平台300上逐渐成型。
50.这里描述的多波长耦合系统、打印平台300和供料系统400都固定在架体200上,并且从上到下依次设置。
51.可选的,为了保证在扫描过程中激光光束的焦点保持在同一平面上,在所述振镜60与打印平台300之间还设置了场镜。
52.为了保证3d打印的顺利,供料系统提供的浆料需要在打印平台上进行平铺,因此,本实施例中在所述打印平台300上设置有刮刀组件310,利用刮刀组件310实现对浆料的平铺使其变得更加的均匀。
53.具体的,参见图3,所述刮刀组件310包括刀架311和设在所述刀架311上的刮刀块312,所述刀架311可移动的设在所述打印平台300上,所述刀架311的移动使得所述刮刀块312同步移动以对打印平台300上的浆料进行平铺。
54.可以理解为:刀架311是用于方便刮刀块312的固定的,在浆料提供到打印平台300上后,刀架311的移动使得刮刀块312一起移动,刮刀块312刮平位于打印平台300上的浆料,使其以平铺的方式均匀的铺在打印平台300上。
55.刀架311的移动是通过驱动件313实现的,即刀架311固定在一驱动件313上,驱动件313驱动刀架311使其移动;这里的驱动件313可以是气缸,也可以是电机。
56.本实施例中采用电机驱动的方式,因为电机驱动具有较强的稳定性,并且本实施是通过电机与传送带相配合的方式,即刀架311通过固定块固定在传送带上,传送带套在主动轮与从动轮上,电机驱动主动轮使得传送带转动以实现对刀架311的驱动。
57.同时,进一步的为了保证刀架311移动的稳定性,在打印平台300上还设置有滑轨314,刀架311上设置有滑座,滑座与滑轨314相配合实现在滑轨314上滑动。
58.本实施例中,所述打印平台300上还平行间隔设置有两个阻流条315,所述刮刀块312位于两个所述阻流条315之间且沿着所述阻流条315的长度方向来回移动。
59.该阻流条315的作用主要用于避免浆料的外溢,考虑到浆料的黏度低且具有一定的流动性,因此利用平行间隔设置的两个阻流条315来限制浆料向四周的流动,确保多余的浆料在刮刀块312的作用下只能在固定的位置被刮出,这样便于对浆料的回收再利用。
60.本实施例中,参见图4,所述刮刀块312可上下移动的设在所述刀架311上,这里的上下移动是通过气缸实现的,刮刀块312在对浆料平铺完成后,气缸回缩使得刮刀块312上升,然后驱动件313驱使刀架311带动着刮刀块312复位回到起点,以便于下一次的工作。,
61.可选的,所述刮刀块312通过微调平台316与所述刀架311连接,微调平台316固定
在上文描述的气缸上,刮刀块312固定在微调平台316上,这样气缸的伸缩将使得微调平台316和刮刀块312同步升降移动;这里设置微调平台316的作用在于实现对刮刀块312的微调,来保证平铺的浆料的厚度的一致性。
62.下面结合具体的实施例对3d打印设备的操作步骤做进一步的说明:
63.实施例1
64.进行钛酸钡陶瓷浆料打印(钛酸钡陶瓷浆料在常规355nm陶瓷3d打印设备上无法完全固化成型):
65.将三维模型导入3d打印设备的控制端中进行切片,设置打印参数和出光参数;其中多波长组合光源选择355nm脉冲紫外激光器、375nm半导体激光器和405nm半导体激光器;
66.出光顺序选择耦合出光,355nm、375nm和405nm三种激光束经第二耦合器40耦合成耦合光束后通过扩束镜50、振镜60和场镜进行扫描。供料系统将钛酸钡陶瓷浆料供至打印平台300后,驱动件313启动带动刮刀块312铺料;控制端根据预设参数控制振镜60和驱动件313进行逐层扫描固化,依次往复,直至打印完成;打印完成后,取出钛酸钡三维陶瓷模型。
67.实施例2
68.使用3d打印设备进行氧化铝陶瓷浆料和氧化锆陶瓷浆料同时打印:
69.将三维模型导入3d打印设备的控制端中进行切片,设置打印参数和出光参数:其中多波长组合光源选择355nm脉冲紫外激光器和405nm半导体激光器;
70.出光顺序选择依陶瓷浆料种类逐层出光,待打印平台300铺氧化铝陶瓷浆料时使用355nm脉冲紫外激光进行扫描,待打印平台300铺氧化锆陶瓷浆料时使用405nm半导体激光进行扫描;供料系统将氧化铝陶瓷浆料和氧化锆陶瓷浆料供至打印平台300后,驱动件313启动带动刮刀块312铺料;控制端根据预设参数控制振镜60和驱动件313进行逐层扫描固化,依次往复,直至打印完成。打印完成后,取出氧化铝和氧化锆复合三维陶瓷模型。
71.实施例3
72.使用3d打印设备进行二氧化硅
‑
铝酸锌
‑
氧化钛混合陶瓷浆料打印(铝酸锌
‑
氧化钛陶瓷浆料在常规355nm陶瓷3d打印设备上无法完全固化成型):
73.将三维模型导入3d打印设备的控制端进行切片,设置打印参数和出光参数:其中多波长组合光源选择355nm脉冲紫外激光器和405nm半导体激光器;
74.出光顺序选择耦合出光,355nm和405nm两种激光束经第二耦合器40合束后通过扩束镜50、振镜60和场镜进行扫描;供料系统将二氧化硅
‑
铝酸锌
‑
氧化钛混合陶瓷浆料供至打印平台300后,驱动件313启动带动刮刀块312铺料;控制端根据预设参数控制振镜60和驱动件313进行逐层扫描固化,依次往复,直至打印完成。打印完成后,取出二氧化硅
‑
铝酸锌
‑
氧化钛复合三维陶瓷模型。
75.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1