电池电芯成型机的挤粉状态切换装置的制作方法
1.本实用新型涉及锌锰干电池生产中电池正极电芯成型的过程控制领域,尤其是一种电池电芯成型机的挤粉状态切换装置。
背景技术:
2.在锌锰电池生产过程中,正极电芯由二氧化锰、石墨、乙炔黑、电解液等混合粉料通过模具挤压成型,现有的电池成芯设备一般是通过挤粉杆和电芯成型模具之间的活塞式挤压运动来实现混合粉料到圆柱状电芯的成型;现有的电池电池芯成型设备中,一般在挤粉杆位于电芯成型模具的上方,在挤粉杆与电芯成型模具之间有围蔽的电芯粉料储存腔,所以当该储存腔有电芯粉料时,只要设备运行,电芯粉料就会受到挤粉杆向电芯成型模具的挤压,继而从模具的出口(粉嘴)成型挤出。这种只要储存腔有电芯粉料时,设备运行电芯粉料马上被成型挤出的情况在实际生产应用中存在明显的不足:一是在设备检修、维护、保养等情况下必须把储存腔内的粉料清理干净才能运转设备,在清理过程必不可避免地造成电芯粉料的浪费;二是锌锰电池的电芯粉料对金属材料具有较强的腐蚀性,但在运行过程如出现紧急故障需要检修时,如果选择不清理储存腔内的粉料继续向电池壳体进行电芯注入的操作,不但造成电池壳体浪费,还将可能造成电池生产的质量事故;如果选择不将电芯向电池壳体注入,而进行直接的对外排放的操作,则必须对设备的部件采取严格的保护措施,否则将可能导致设备金属部件被电芯粉料腐蚀,造成设备使用寿命下降的不良影响。
3.因此,还有待于对现有技术进行改进。
技术实现要素:
4.本实用新型的目的是提供一种电池电芯成型机的挤粉状态切换装置,旨在解决现有电池成芯设备挤粉状态不可控的技术问题,实现设备检修、维护、保养时,无需进行把粉料储存腔内的粉料清理干净的繁琐操作,减少生产过程电芯粉料和电池壳体的不必要浪费和防止电芯粉料对设备的金属部件的腐蚀,达到提高生产效率、降低生产能耗、提高设备使用寿命的目的。
5.为实现上述的目的,本实用新型的技术方案为:一种电池电芯成型机的挤粉状态切换装置,其包括安装板、用于解除挤粉杆限定状态的复位驱动块、用于锁定挤粉杆的锁止驱动机构、设置有卡位凹槽的挤粉杆、限位摇臂、局部双通道复合槽轮和挤粉杆安装盘;所述挤粉杆圆周分布安装在挤粉杆安装盘所设的安装孔上,挤粉杆的上端安装有轴承滚轮,轴承滚轮嵌入局部双通道复合槽轮的轨迹通道内,并能在局部双通道复合槽轮的作用下令挤粉杆作上下往复运动;所述局部双通道复合槽轮固定安装在安装板的底面,设有轨迹上通道和轨迹下通道,该轨迹上通道的首尾分别和轨迹下通道连通,形成一个局部双通道的复合轨迹曲线槽轮;所述限位摇臂固定在挤粉杆安装盘的上端面,每一个挤粉杆对应一个限位摇臂;所述复位驱动块固定安装在安装板的底面;所述锁止驱动机构安装在安装板上,锁止驱动机构通过挡杆能够将限位摇臂卡入挤粉杆的卡位凹槽。
6.所述的电池电芯成型机的挤粉状态切换装置,其中,所述锁止驱动机构包括挡杆、引导挡杆的导架和用于驱动的动力装置;所述导架安装在安装板的底部;所述动力装置固定在安装板的上面,且与挡杆连接;所述动力装置为气缸、电磁铁、电磁阀或动力螺杆。
7.所述的电池电芯成型机的挤粉状态切换装置,其中,所述限位摇臂的一端与挤粉杆安装盘铰接,能够相对挤粉杆安装盘相对转动。
8.所述的电池电芯成型机的挤粉状态切换装置,其中,所述限位摇臂的另一端安装有导轮。
9.所述的电池电芯成型机的挤粉状态切换装置,其中,所述复位驱动块设置有导向斜面,且导向斜面沿着挤粉杆安装盘转动方向高度增大。
10.所述的电池电芯成型机的挤粉状态切换装置,其中,所述复位驱动块通过驱动块安装座安装在安装板的底部。
11.有益效果:本实用新型本可以通过外部电气控制对锁止驱动机构上的动力装置(气缸、电磁铁、电磁阀或动力螺杆)发出电气控制指令,驱动锁止机构的挡杆实现往复运动,当该挡杆与限位摇臂一端的导轮触碰时,可驱使限位摇臂以铰接点为中心向挤粉杆方向转动,并卡入挤粉杆的卡位凹槽中,完成对挤粉杆进行限位锁定,实现对挤粉杆的上下往复运动状态锁止;在复位驱动块的作用下,能解除限位摇臂对挤粉杆进行的限位锁定,恢复挤粉杆的上下往复运动状态。通过外部电气指令,利用限位摇臂对挤粉杆进行锁止和复位两种功能状态的控制,从而实现在电芯成型设备连续运行时对其挤粉状态的切换控制,减少生产过程电芯粉料的不必要浪费、防止电芯粉料对设备的金属部件的腐蚀、方便设备检修和清洁保养。
附图说明
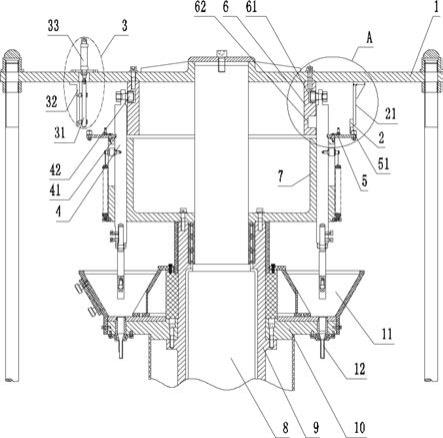
12.图1是本实用新型安装在立式筒内成芯机的部分示意图
13.图2是本实用新型的安装在立式筒内成芯机后的示意图。
14.图3是本实用新型的中图2局部a的放大图。
15.图4是本实用新型工作状态切换示意图。
16.图5是本实用新型的挤粉杆的示意图。
17.图6是本实用新型的局部双通道复合槽轮外表面展开示意图。
具体实施方式
18.为使本实用新型的目的、技术方案及优点更加清楚、明确,以下参照附图对本实用新型进一步详细说明。
19.如图1
‑
6所示,本实用新型公开了一种电池电芯成型机的挤粉状态切换装置,其包括安装板1、用于解除挤粉杆限定状态的复位驱动块2、用于锁定挤粉杆的锁止驱动机构3、设置有卡位凹槽41的挤粉杆4、限位摇臂5、局部双通道复合槽轮6和挤粉杆安装盘7。
20.所述复位驱动块2固定安装在安装板1的底面,复位驱动块2上设置有导向斜面,且导向斜面沿着挤粉杆安装盘(7)转动方向高度增大;所以通过导向斜面能够逐渐将限位摇臂5推出挤粉杆4的卡位凹槽41,实现对挤粉杆4的解锁。
21.所述锁止驱动机构3包括挡杆31、引导挡杆的导架32和用于驱动的动力装置33,导
架32安装在安装板的底部;所述动力装置33固定在安装板的上面,且与挡杆连接;所以通过导架32可以引导挡杆31上下伸缩。
22.优选的是,所述动力装置33为气缸、电磁铁、电磁阀或动力螺杆。本实用新型通过该动力装置33能驱动挡杆31实现往复运动;锁止驱动机构3通过挡杆31能够将限位摇臂5卡入挤粉杆4的卡位凹槽41,从而实现对挤粉杆4的锁定。
23.所述挤粉杆4圆周分布安装在挤粉杆安装盘7所设的安装孔上,挤粉杆4的上端安装有轴承滚轮42,轴承滚轮42嵌入局部双通道复合槽轮6的轨迹通道内,所以轴承滚轮42能够在轨迹通道内行走,并能在局部双通道复合槽轮6的作用下令挤粉杆4作上下往复运动。
24.所述限位摇臂5固定在挤粉杆安装盘7的上端面,所述限位摇臂5的一端与挤粉杆安装盘7铰接,能够相对挤粉杆安装盘7相对转动;限位摇臂5的另一端安装有导轮51;每一个挤粉杆4对应一个限位摇臂5。
25.本实用新型通过导轮51配合复位驱动块2可以将限位摇臂5顶出卡位凹槽41。
26.所述局部双通道复合槽轮6固定安装在安装板1的底面,设有轨迹上通道61和轨迹下通道62,该轨迹上通道61的首尾分别和轨迹下通道62连通,形成一个局部双通道的复合轨迹曲线槽轮。
27.所述复位驱动块2通过驱动块安装座21安装在安装板1的底部。
28.本实用新型所应用的电池电芯成型机的结构如图1和2所示,在电池电芯成型机的机体上设有固定的主轴8,在主轴8上安装有旋转轴盘9,旋转轴盘9的底端安装有传递动力的齿轮,粉模盘10和挤粉杆安装盘7分别固定安装在旋转轴盘9上,所以当外部动力作用在旋转轴盘9底端的齿轮时,旋转轴盘9及固定安装在其上的粉模盘10和挤粉杆安装盘7可产生以主轴8为中心的旋转运动(本实用新型设定的电池电芯成型机旋的旋转轴盘9转方向为逆时针)。在粉模盘10的上面设有围蔽的围板,该围板与粉模盘10共同形成两侧和底面屏蔽的粉料储腔11,粉模盘10上安装有用于电芯成型的模具和粉嘴12,粉嘴12与挤粉杆4一一对应。在本实用新型中,局部双通道复合槽轮6的圆周表面上设置有由两段用于粉料填充和一段用于成型电芯挤出的曲线组成的轨迹下通道62,该三段曲线的首尾分别与轨迹上通道61连通(如图6所示)。
29.综上所述,本实用新型的工作原理如下:
30.当电池电芯成型机运行工作时,旋转的挤粉杆安装盘7带动安装在其上的挤粉杆4以主轴8为中心作逆时针方向旋转运动,挤粉杆4在固定安装在安装板1底面的局部双通道复合槽轮6驱动下产生纵向的活塞式往复运动。当挤粉杆4旋转到粉料填充曲线所在的位置时,挤粉杆4向粉模盘10方向下降,挤压粉料储存腔11内的电池电芯粉料填充到电芯成型的模具内,完第一次填充后挤粉杆4在旋转和轨迹下通道62的作用下向上升起,继而进行与第一次相同的第二次粉料填充;当挤粉杆4旋转到成型电芯挤出曲线所在的位置时,挤粉杆4逐渐下降,进入到电芯成型的模具内,挤压模具内的粉料向粉嘴12出口方向挤出到电池负极壳体内,完成电芯挤出后,挤粉杆4轨迹下通道62的作用下向上升起,并进入下一周期循环,如此往复,电池电芯成型设备可完成将电芯粉料挤压成型并注入电池壳体内的工作。
31.当设备运行而又要求不进行粉料填充及成型挤出时,设备可能通过外部电气控制对锁止驱动机构3上的动力装置33发出电气控制指令,驱动锁止机构3的挡杆31向限位摇臂5方向运动,当该挡杆31与限位摇臂5一端的导轮51触碰时,可驱使限位摇臂5以铰接点为中
心向挤粉杆4方向转动,并卡入挤粉杆4的卡位凹槽41中,挤粉杆4被限位锁定,挤粉杆4的上下往复运动被状态锁止;此时挤粉杆4上端的轴承滚轮42位于局部双通道复合槽轮6的轨迹上通道61内运行,被限位锁定的挤粉杆4无法进行粉料向电芯成型模具的填充,成型电芯的挤出亦同时被终止。当挤粉杆4旋转到复位驱动块2的所在位置时,限位摇臂5一端的导轮51与复位驱动块2的斜面触碰,并在该斜面作用下,驱使限位摇臂5以铰接点为中心向挤粉杆4的反方向转动,继而使限位摇臂5脱离挤粉杆4的卡位凹槽41,解除限位摇臂5对挤粉杆4进行的限位锁定,恢复挤粉杆4的上下往复运动状态,从而也恢复了电池电芯成型机的正常电芯成型和挤出状态。
32.本实用新型通过外部电气指令,利用限位摇臂5对挤粉杆4进行锁止和复位两种功能状态的控制,从而实现在电芯成型设备连续运行时对其挤粉状态的切换控制,减少生产过程电芯粉料的不必要浪费、防止电芯粉料对设备的金属部件的腐蚀、方便设备检修和清洁保养。
33.以上是本实用新型的优选实施方式而已,当然不能以此来限定本实用新型之权利范围,应当指出,对于本技术领域的技术人员来说,不付出创造性劳动对本实用新型技术方案的修改或者等同替换,都不脱离本实用新型技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1