一种卷绕机的制作方法
1.本实用新型属于电容生产设备技术领域,特别是涉及一种卷绕机。
背景技术:
2.目前,电容产品已经广泛地运用于各个行业,如手机、平板、笔记本、台式电脑、电动轿车及电动公交车等。消费者对电容产品的需求量非常大,而且对产品的质量要求也是越来越高。
3.制片完成后一般是先在铝箔上焊接极耳,再进行卷绕,铝箔焊接极耳后需要人工转移到卷绕机进行卷绕,才能得到卷绕成型的卷芯,自动化程度不高,且在转移过程中容易接触更多的灰尘、水分,降低电容产品的生产质量。
技术实现要素:
4.本实用新型所要解决的技术问题是:针对现有的卷绕机,铝箔焊接极耳后需要人工转移到卷绕机进行卷绕的问题,提供一种卷绕机。
5.为解决上述技术问题,本实用新型提供一种卷绕机,包括机架安装板,以及安装在所述机架安装板上的铝箔放卷机构、电解纸放卷机构、极耳焊接机构、保护胶粘贴机构、卷绕机构和多个拉箔机构;
6.所述铝箔放卷机构用于输送铝箔至极耳焊接机构,所述极耳焊接机构用于对所述铝箔放卷机构输送过来的铝箔焊接极耳,所述保护胶粘贴机构用于对铝箔上焊接的极耳粘贴保护胶带,正铝箔和负铝箔分别由所述铝箔放卷机构放出,依次经过所述极耳焊接机构和所述保护胶粘贴机构进入所述卷绕机构;
7.所述电解纸放卷机构包括第一电解纸放卷机构和第二电解纸放卷机构,第一电解纸由所述第一电解纸放卷机构输出送入所述卷绕机构,第一电解纸位于正铝箔的远离负铝箔的一侧,第二电解纸由所述第二电解纸放卷机构输出送入所述卷绕机构,第二电解纸位于正铝箔和负铝箔之间,所述卷绕机构用于将依次层叠的第一电解纸、正铝箔、第二电解纸和负铝箔卷绕成卷芯;
8.多个所述拉箔机构设置在所述铝箔放卷机构和所述极耳焊接机构之间,用于拉动铝箔以调节铝箔上相邻两个极耳的焊接间距。
9.优选地,所述极耳焊接机构包括焊头组件、焊座组件、极耳牵引组件和极耳裁切组件;所述极耳牵引组件用于拉取极耳带,所述极耳裁切组件用于将所述极耳牵引组件拉取出来的极耳带裁切出极耳,所述焊头组件位于所述焊座组件上方,所述焊头组件和所述焊座组件之间可供铝箔穿过,所述焊头组件和所述焊座组件相向运动,以用于将所述极耳裁切组件裁切出的极耳焊接在铝箔上。
10.优选地,所述焊座组件包括焊座安装座以及焊座,所述焊座安装在所述焊座安装座上;
11.所述焊头组件包括焊头安装座、焊头驱动机构以及焊头,所述焊头安装座连接在
所述机架安装板上,所述焊接驱动机构安装在所述焊头安装座上,所述焊头连接在所述焊头驱动机构的输出端,所述焊头可在所述焊头驱动机构的带动下靠近或远离所述焊座。
12.优选地,所述保护胶粘贴机构包括第一胶夹、第二胶夹、胶夹驱动件、压带轴轮、压带驱动件、真空吸头、吸头驱动件和胶带切刀;保护胶带夹持在所述第一胶夹和所述第二胶夹之间,所述胶夹驱动件通过带动所述第一胶夹和所述第二胶夹以拉动保护胶带,在保护胶带牵引至所述压带轴轮时,所述真空吸头在所述吸头驱动件的带动下抵靠所述压带轴轮以吸紧保护胶带,并将保护胶带覆盖在极耳上;
13.所述压带驱动件用于带动所述压带轴轮运动以对所述真空吸头进行让位;
14.所述胶带切刀用于在所述真空吸头吸紧保护胶带时切断保护胶带。
15.优选地,所述卷绕机构包括第一卷针、第二卷针、第一卷绕驱动组件、第二卷绕驱动组件和转盘组件,所述第一卷针和所述第二卷针安装在所述转盘组件上,通过旋转所述转盘组件能够使得所述第一卷针和所述第二卷针在第一工作位置与第二工作位置之间来回切换;
16.在所述第一工作位置时,所述第一卷针位于卷绕工位,所述第二卷针位于贴胶工位;所述第一卷绕驱动组件通过带动所述第一卷针转动,能够将依次层叠的第一电解纸、正铝箔、第二电解纸和负铝箔卷绕在所述第一卷针上,以形成卷芯;
17.在切换至所述第二工作位置时,所述第二卷针位于卷绕工位,所述第一卷针位于贴胶工位,所述第二卷绕驱动组件通过带动所述第二卷针转动,能够将依次层叠的第一电解纸、正铝箔、第二电解纸和负铝箔卷绕在所述第二卷针上,以形成卷芯。
18.优选地,所述转盘组件包括外套筒、内套筒、第一齿轮和卷针尾座,所述内套筒套设在所述外套筒中,所述第一齿轮安装在所述内套筒的一端,所述卷针尾座安装在所述内套筒的另一端,所述第一卷针和所述第二卷针沿着所述内套筒的轴向方向依次穿出所述第一齿轮和所述内套筒,并连接所述卷针尾座;
19.所述卷针尾座跟随所述转盘组件转动,以使得所述第一卷针和所述第二卷针在第一工作位置与第二工作位置之间来回切换。
20.优选地,所述第一卷针和所述第二卷针均包括上卷针和下卷针;所述卷绕机构还包括第一回针驱动组件、第二回针驱动组件和第三回针驱动组件;
21.所述第一回针驱动组件带动位于卷绕工位的所述下卷针伸出,以进行卷绕;所述第二回针驱动组件带动位于贴胶工位的所述下卷针缩回,所述第三回针驱动组件带动位于贴胶工位的所述上卷针缩回,以使得卷芯进行下料。
22.优选地,所述卷绕机还包括终止胶粘贴机构,所述终止胶粘贴机构用于牵引终止胶带,并将终止胶带粘贴在所述卷绕机构的贴胶工位的卷芯上;
23.所述终止胶粘贴机构包括终止贴胶安装板、终止胶牵引组件和终止胶切刀组件,所述终止贴胶安装板安装在所述机架安装板上,所述终止胶牵引组件和所述终止胶切刀组件均滑动连接在所述终止贴胶安装板上,所述终止胶牵引组件用于牵引终止胶带并将终止胶带粘贴在贴胶工位的卷芯上,所述终止胶切刀组件用于卷芯粘贴终止胶带后切断终止胶带。
24.优选地,所述卷绕机还包括下料机构;所述下料机构包括接料组件、旋转组件、检测组件和分料组件;所述旋转组件和所述检测组件安装在所述机架安装板上,所述接料组
件安装在所述旋转组件上;
25.所述接料组件包括第一驱动件和安装在所述第一驱动件上的第一夹爪,所述第一驱动件驱动所述第一夹爪夹取贴好终止胶带的卷芯,所述检测组件用于通过接通卷芯的正极耳和负极耳以检测卷芯是否为良品,所述旋转组件带动所述接料组件旋转,以将卷芯转移至所述分料组件上进行分料,所述分料组件用于将卷芯按良品和废品进行归类存放。
26.优选地,所述拉箔机构包括拉箔电机、主动辊和被动辊,所述主动辊连接在所述拉箔电机的输出轴上,所述主动辊和所述被动辊之间可供铝箔穿过。
27.本实用新型中,铝箔从铝箔放卷机构送出后,极耳焊接机构对铝箔进行极耳的焊接,保护胶粘贴机构在极耳上覆盖保护胶带,铝箔进入卷绕机构后卷绕得到卷芯,实现了极耳焊接和卷绕的一体化功能,不需要经过工序的转移,提高了卷绕机的自动化功能。
附图说明
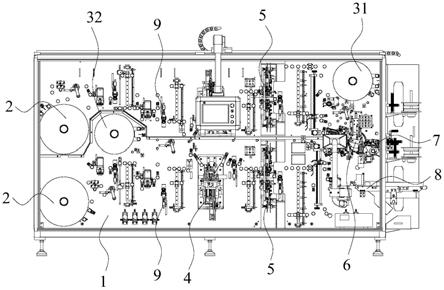
28.图1是本实用新型一实施例提供的卷绕机的结构示意图;
29.图2是本实用新型一实施例提供的极耳焊接机构的结构示意图;
30.图3是本实用新型一实施例提供的焊接组件和焊座组件的结构示意图;
31.图4是本实用新型一实施例提供的极耳牵引组件的结构示意图;
32.图5是本实用新型一实施例提供的保护胶粘贴机构的结构示意图;
33.图6是本实用新型一实施例提供的保护胶粘贴机构的局部结构示意图;
34.图7是本实用新型一实施例提供的保护胶粘贴机构的另一结构示意图;
35.图8是本实用新型一实施例提供的卷绕机构的结构示意图;
36.图9是本实用新型一实施例提供的卷绕机构的另一结构示意图;
37.图10本实用新型一实施例提供的第一卷绕驱动组件和第二卷绕驱动组件的结构示意图;
38.图11是本实用新型一实施例提供的第一卷绕驱动组件和第二卷绕驱动组件的局部结构示意图;
39.图12是本实用新型一实施例提供的转盘组件的结构示意图;
40.图13是本实用新型一实施例提供的第一回针驱动组件、第二回针驱动组件和第三回针驱动组件的结构示意图;
41.图14是本实用新型一实施例提供的安装组件的结构示意图;
42.图15是本实用新型一实施例提供的转盘组件的剖面结构示意图;
43.图16是本实用新型一实施例提供的正极送箔机构或负极送箔机构的结构示意图;
44.图17是本实用新型一实施例提供的终止胶粘贴机构的结构示意图;
45.图18是本实用新型一实施例提供的下料机构的结构示意图;
46.图19是本实用新型一实施例提供的下料机构的检测组件的结构示意图;
47.图20是本实用新型一实施例提供的拉箔机构的结构示意图。
具体实施方式
48.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步的详细说明。应当理解,此处所描述的具体实
施例仅仅用以解释本实用新型,并不用于限定本实用新型。
49.如图1至图20所示,本实用新型一实施例提供一种卷绕机,包括机架安装板1,以及安装在所述机架安装板1上的铝箔放卷机构2、电解纸放卷机构、极耳焊接机构4、保护胶粘贴机构5、卷绕机构6和多个拉箔机构9。所述铝箔放卷机构2用于输送铝箔至极耳焊接机构4,所述极耳焊接机构4用于对所述铝箔放卷机构2输送过来的铝箔焊接极耳,所述保护胶粘贴机构5用于对铝箔上焊接的极耳粘贴保护胶带,正铝箔和负铝箔分别由所述铝箔放卷机构2放出,依次经过所述极耳焊接机构4和所述保护胶粘贴机构5进入所述卷绕机构6。
50.所述电解纸放卷机构包括第一电解纸放卷机构31和第二电解纸放卷机构32,第一电解纸由所述第一电解纸放卷机构31输出送入所述卷绕机构6,第一电解纸位于正铝箔的远离负铝箔的一侧,第二电解纸由所述第二电解纸放卷机构32输出送入所述卷绕机构6,第二电解纸位于正铝箔和负铝箔之间,所述卷绕机构6用于将依次层叠的第一电解纸、正铝箔、第二电解纸和负铝箔卷绕成卷芯。
51.多个所述拉箔机构9设置在所述铝箔放卷机构2和所述极耳焊接机构4之间,用于拉动铝箔以调节铝箔上相邻两个极耳的焊接间距。
52.本实用新型中,铝箔从铝箔放卷机构2送出后,极耳焊接机构4对铝箔进行极耳的焊接,保护胶粘贴机构5在极耳上覆盖保护胶带,铝箔进入卷绕机构6后卷绕得到卷芯,实现了极耳焊接和卷绕的一体化功能,不需要经过工序的转移,提高了卷绕机的自动化功能。
53.在一实施例中,所述极耳焊接机构4包括焊头组件41、焊座组件42、极耳牵引组件43和极耳裁切组件44。所述极耳牵引组件43用于拉取极耳带,所述极耳裁切组件44用于将所述极耳牵引组件43拉取出来的极耳带裁切出极耳,所述焊头组件41位于所述焊座组件42上方,所述焊头组件41和所述焊座组件42之间可供铝箔穿过,所述焊头组件41和所述焊座组件42相向运动,以用于将所述极耳裁切组件44裁切出的极耳焊接在铝箔上。
54.所述极耳牵引组件43将极耳带拉出后到达所述焊头组件41和所述焊座组件42之间,极耳带位于铝箔上方,所述焊头组件41和所述焊座组件42相向运动,将极耳带的端部焊接在铝箔上,所述极耳裁切组件44对极耳带进行裁切,将焊接在铝箔上的部分极耳裁切掉。本实施例中,所述焊头组件41采用超声波焊接,极耳焊接牢固,减少了虚焊、过焊等焊接不良的问题。
55.在一实施例中,所述焊座组件42包括焊座安装座421以及焊座422,所述焊座422安装在所述焊座安装座421上。所述焊头组件41包括焊头安装座411、焊头驱动机构412以及焊头413,所述焊头安装座411连接在所述机架安装板1上,所述焊头驱动机构412安装在所述焊头安装座411上,所述焊头413连接在所述焊头驱动机构412的输出端,所述焊头413可在所述焊头驱动机构412的带动下靠近或远离所述焊座422。
56.铝箔位于所述焊头413和所述焊座422之间,所述焊头驱动机构412的伸缩杆伸出,带动所述焊头413向下运动,压在极耳上,将极耳焊接在铝箔上,焊接完成后,所述焊头驱动机构412带动所述焊头413回到初始位置。
57.在一实施例中,所述焊头驱动机构412的输出端与所述焊头413之间设置有过渡板414和角度调整座415,所述焊头驱动机构412的输出端运动时,会带动着所述过渡板414、所述角度调整座415以及所述焊头413一起上下运动。所述过渡板414安装在所述焊头驱动机构412的输出端上,所述角度调整座415连接在所述过渡板414和所述焊头413之间,通过所
述角度调整座415可调节所述焊头413的角度。
58.在一实施例中,所述焊头组件41还包括用于调节所述焊头413高度的高度调节件416,所述高度调节件416通过多个导向杆417连接所述焊头413,进一步地,所述导向杆417的一端连接所述高度调节件416,所述导向杆417的另一端连接所述过渡板414,所述高度调节件416位于所述焊头驱动机构412上方,所述高度调节件416可随所述焊头413运动,所述高度调节件416可抵靠所述焊头驱动机构412。
59.所述焊头驱动机构412的两侧均设置有导向套418,每一所述导向套418中均滑动连接有所述导向杆417,所述导向杆417可在所述导向套418中上下运动,通过多个所述导向杆417的连接,所述高度调节件416随着导向杆417一起上下运动。所述焊头驱动机构412的上端设置有缓冲板419,能够缓冲所述高度调节件416向下运动时对所述焊头驱动机构412的碰撞。
60.所述高度调节件416距离所述焊头驱动机构412的上端的距离可调,所述高度调节件416抵靠所述焊头驱动机构412的上端的缓冲板419时,表明所述焊头413下降到抵靠所述焊座组件42,到达焊接位置。通过调节所述高度调节件416距离所述焊头驱动机构412的距离,调节所述焊头413的运动行程的大小。
61.在一实施例中,所述极耳牵引组件43包括牵引轮431、止退轮432及多个导向轮433,极耳带依次经过所述牵引轮431、导向轮433和止退轮432并到达所述极耳裁切组件44处。所述极耳带从所述极耳盘引出后经过所述牵引轮431,沿着所述牵引轮431的转动方向相切的方向引出,多个所述止退轮432对称设置在所述极耳带两侧,极耳带限制在两侧的所述导向轮433之间,防止极耳带从输送过程中出现歪斜。
62.在一实施例中,所述牵引轮431上方设置有过轴轮434,极耳带依次绕过所述过轴轮434和所述牵引轮431,所述过轴轮434和所述牵引轮431的转动方向相反。
63.在一实施例中,所述止退轮432包括主动止退轮4321和被动止退轮4322,极耳带夹持在所述主动止退轮4321和所述被动止退轮4322之间,所述主动止退轮4321和所述被动止退轮4322同步转动带动极耳带前进。
64.在一实施例中,所述主动止退轮4321和所述被动止退轮4322均包括连接在一起的带轮和齿轮,所述主动止退轮4321通过同步轮、同步带连接有电机(未在图中示出),电机带动所述主动止退轮4321转动,通过所述主动止退轮4321的齿轮和所述被动止退轮4322的齿轮之间的啮合作用,带动所述被动止退轮4322转动,所述主动止退轮4321和所述被动止退轮4322同步转动将极耳带持续的从极耳盘中拉出。
65.电机停止转动时,所述主动止退轮4321和所述被动止退轮4322停止转动,极耳带夹持在所述主动止退轮4321的带轮和所述被动止退轮4322的带轮之间,能够防止极耳带反向运动。
66.在一实施例中,所述极耳裁切组件44包括裁切气缸441和极耳切刀442,所述极耳切刀442安装在所述裁切气缸441的输出端,所述极耳切刀442位于极耳带上方。极耳带从所述极耳牵引组件43引出后,从所述极耳裁切组件44上穿过到达所述焊座组件42,极耳带伸到铝箔上的一端被焊接在铝箔上后,所述裁切气缸441带动所述极耳切刀442向下运动,所述极耳切刀442冲力较大,可迅速的切断极耳带。
67.在一实施例中,所述保护胶粘贴机构5包括第一胶夹51、第二胶夹52、胶夹驱动件
53、压带轴轮54、压带驱动件55、真空吸头56、吸头驱动件57和胶带切刀58。保护胶带夹持在所述第一胶夹51和所述第二胶夹52之间,所述胶夹驱动件53通过带动所述第一胶夹51和所述第二胶夹52拉动保护胶带,所述压带驱动件55带动所述压带轴轮54伸出,将保护胶带的端部粘贴在所述压带轴轮54上,所述真空吸头56在所述吸头驱动件57的带动下抵靠所述压带轴轮54并吸紧保护胶带,所述胶夹驱动件53通过带动所述第一胶夹51和所述第二胶夹52回位,且所述压带驱动件55带动所述压带轴轮54缩回以对所述真空吸头56进行让位,所述胶带切刀58切断保护胶带,所述真空吸头56吸附着裁切好的保护胶带,在所述吸头驱动件57的带动下继续朝着铝箔运动并将保护胶带覆盖在极耳上。
68.在一实施例中,所述卷绕机构6包括第一卷针61、第二卷针62、第一卷绕驱动组件63、第二卷绕驱动组件64和转盘组件65,所述第一卷针61和所述第二卷针62安装在所述转盘组件65上,通过旋转所述转盘组件65能够使得所述第一卷针61和所述第二卷针62在第一工作位置与第二工作位置之间来回切换。
69.在所述第一工作位置时,所述第一卷针61位于卷绕工位,所述第二卷针62位于贴胶工位,所述第一卷绕驱动组件63通过带动所述第一卷针61转动,能够将依次层叠的第一电解纸、正铝箔、第二电解纸和负铝箔卷绕在所述第一卷针上,以形成卷芯,所述第二卷绕驱动组件64还能够通过带动所述第二卷针62转动,将终止胶带卷绕在所述第二卷针62上的卷芯上。在切换至所述第二工作位置时,所述第二卷针62位于卷绕工位,所述第一卷针61位于贴胶工位,所述第二卷绕驱动组件64通过带动所述第二卷针62转动,能够将依次层叠的第一电解纸、正铝箔、第二电解纸和负铝箔卷绕在所述第二卷针62上,以形成卷芯,所述第一卷绕驱动组件63还能够通过带动所述第一卷针61转动,将终止胶带卷绕在所述第一卷针61上的卷芯上。通过转盘组件65旋转转换所述第一卷针61和所述第二卷针62的位置,可避免等待时间,实现卷芯的连续生产,提高生产效率。
70.在一实施例中,所述卷绕机还包括安装在机架安装板1上的正极送箔机构和负极送箔机构,所述正极送箔机构和所述负极送箔机构结构相同,所述负极送箔机构位于所述正极送箔机构上方,使得卷绕时正铝箔位于负铝箔的内侧。
71.所述正极送箔机构和所述负极送箔机构均包括送箔驱动组件、夹料组件和铝箔切刀组件。所述夹料组件安装在所述送箔驱动组件上,用于夹紧铝箔,所述送箔驱动组件带动所述夹料组件朝向所述卷绕机构6运动,将铝箔送入卷绕工位。
72.在一实施例中,所述送箔驱动组件包括送箔电机601、同步带传动机构602和牵引板603,所述送箔电机601可带动所述同步带传动机构602传动,所述牵引板603的一端连接在同步带传动机构602的同步带上,所述牵引板603的另一端连接所述夹料组件,通过所述牵引板603的连接,所述送箔电机601带动所述夹料组件运动。
73.在一实施例中,所述夹料组件包括夹料气缸604、活动夹料板605和固定夹料板606,所述固定夹料板606连接在所述牵引板603上,所述夹料气缸604带动所述活动夹料板605朝着所述固定夹料板606运动以夹持或松开负铝箔。
74.在一实施例中,所述铝箔切刀组件位于所述夹料组件与所述卷绕机构6之间。所述铝箔切刀组件包括铝箔切刀气缸607和铝箔切刀608,所述铝箔切刀608连接在所述铝箔切刀气缸607的输出端。当卷绕工位处的第一卷针61转动到一定的圈数后,停止卷绕,所述铝箔切刀气缸607带动所述铝箔切刀608切断铝箔,第一卷针61继续转动,将所述铝箔切刀608
至第一卷针61之间的一段铝箔卷绕进去,完成卷绕工位的卷芯的卷绕。
75.在一实施例中,所述第一卷绕驱动组件63包括第一电机631、第一主动轮632、第一传动带633、第二传动带634、第一被动轮635、第二被动轮636、第三被动轮637和第一传动轴638。所述第一主动轮632安装在所述第一电机631的输出端,所述第一主动轮632和所述第一被动轮635通过所述第一传动带633连接,所述第一被动轮635和所述第二被动轮636分别安装在所述第一传动轴638的两端,所述第二被动轮636和所述第三被动轮637通过所述第二传动带634连接,所述第一电机631依次通过所述第一主动轮632、第一被动轮635、第二被动轮636、第三被动轮637带动所述第一卷针61转动。
76.在一实施例中,所述第二卷绕驱动组件64包括第二电机641、第二主动轮642、第三传动带643、第四传动带644、第四被动645、第五被动轮646、第六被动轮647和第二传动轴648。所述第二主动轮642安装在所述第二电机641的输出端,所述第二主动轮642和所述第四被动645通过所述第三传动带643连接,所述第四被动645和所述第五被动轮646分别安装在所述第二传动轴648的两端,所述第五被动轮646和所述第六被动轮647通过所述第四传动带644连接,所述第二电机641依次通过所述第二主动轮642、第四被动645、第五被动轮646、第六被动轮647带动所述第二卷针62转动。
77.在一实施例中,所述第二传动轴648套设在所述第一传动轴638上,所述第二传动轴648在轴向方向上的长度小于所述第一传动轴638在轴线方向上的长度。在所述第一卷针61和所述第二卷针62同时转动时,所述第一传动轴638和所述第二传动轴648各自相互独立的转动,使得所述第一卷针61和所述第二卷针62各自独立转动,互不影响。
78.在一实施例中,所述卷绕机还包括用于安装所述第一卷针61或所述第二卷针62的安装组件66,所述转盘组件65转动时,所述安装组件66跟随卷针一起转换位置。所述第三被动轮637安装在所述第一卷针61的安装组件66上,所述第六被动轮647安装在所述第二卷针62的安装组件66上。所述安装组件66包括外安装件661和套设在所述外安装件661中的内安装件662,所述第一卷针61和所述第二卷针62均包括上卷针611和下卷针612,所述上卷针611安装在所述外安装件661上,所述下卷针612安装在所述内安装件662上。所述内安装件662的另一端穿出所述外安装件661并连接有内限位板663,所述外安装件661的另一端安装有外限位板664。
79.在一实施例中,所述转盘组件包括外套筒651、内套筒652、第一齿轮653和卷针尾座654,所述外套筒651固定连接所述机架安装板1上,所述内套筒652套设在所述外套筒651中,可相对所述外套筒651发生转动,所述第一齿轮653安装在所述内套筒652的一端,所述卷针尾座654安装在所述内套筒652的另一端,所述第一卷针61和所述第二卷针62沿着所述内套筒652的轴向方向依次穿出所述第一齿轮653和所述内套筒652,并连接所述卷针尾座654。所述卷针尾座跟随所述转盘组件转动,以使得所述第一卷针和所述第二卷针在第一工作位置与第二工作位置之间来回切换。
80.在一实施例中,所述卷绕机还包括用于驱动所述转盘组件65旋转的转盘驱动组件。所述转盘驱动组件包括转盘驱动电机671、带轮传动机构672和第二齿轮673,所述转盘驱动电机671通过所述带轮传动机构672带动所述第二齿轮673转动,所述第二齿轮673与所述第一齿轮653相啮合,所述第二齿轮673带动所述第一齿轮653转动,进而带动所述内套筒652相对所述外套筒651发生转动,连接在所述内套筒652上的所述卷针尾座654旋转,从而
完成工位的转换。
81.在一实施例中,所述卷针尾座654包括套筒连接板6541、第一横板6542、第二横板6543和竖板6544,所述套筒连接板6541固定连接在所述内套筒652上,所述第一横板6542固定连接在所述套筒连接板6541上,所述第一横板6542和所述第二横板6543相互平行且位于同一平面上,所述竖板6544连接在所述第一横板6542和所述第二横板6543之间,卷芯位于所述第一横板6542和所述第二横板6543之间。
82.在一实施例中,所述卷绕机还包括安装在所述机架安装板1上的电解纸切刀组件68。所述电解纸切刀组件68包括电解纸气缸681和电解纸切刀682,所述电解纸气缸681可带动所述电解纸切刀682运动,所述竖板6544上设置有通槽,所述电解纸切刀682可穿过所述通槽而切断第一电解纸和第二电解纸。
83.在一实施例中,所述卷绕机构6还包括第一回针驱动组件、第二回针驱动组件和第三回针驱动组件。所述第一回针驱动组件带动位于卷绕工位的所述下卷针伸出,以进行卷绕。所述第二回针驱动组件带动位于贴胶工位的所述下卷针缩回,所述第三回针驱动组件带动位于贴胶工位的所述上卷针缩回,以使得卷芯进行下料。
84.以所述第一卷针61为例,在卷绕工位时,所述第一卷针61的上卷针611处于伸出状态,第一电解纸或第二电解纸到达卷绕工位后,所述第一回针驱动组件带动所述第一卷针61的所述下卷针612伸出,在所述第一卷绕驱动组件63的带动下,所述上卷针611和所述下卷针612夹住电解纸开始进行卷绕。所述第一卷针61转换位置到达贴胶工位并贴胶完成后,所述第二回针驱动组件带动所述下卷针612回缩,所述第三回针驱动组件带动所述上卷针611回缩。贴胶完成后的卷芯被取走后,所述第三回针驱动组件立即带动所述上卷针611伸出,经过所述转盘组件65转动,所述第一卷针61回到卷绕工位,重复卷绕。
85.在一实施例中,所述第一回针驱动组件包括第一回针气缸690、第一滑块691和第一拨动件692,所述第一回针气缸690的固定端安装在一安装架上,安装架固定连接在机架安装板1上,所述第一回针气缸690的伸缩端连接所述第一滑块691,所述第一滑块691滑动连接在所述安装架上,所述第一拨动件692安装在所述第一滑块691上。所述第一拨动件692抵靠着卷绕工位处所述内安装件662上的所述内限位板663,在所述第一回针气缸690的带动下,所述内安装件662在所述外安装件661内滑动,所述下卷针612伸出。
86.所述第二回针驱动组件包括第二回针气缸693、第二滑块694和第二拨动件695,所述第二回针气缸693的固定端安装在所述安装架上,所述第二回针气缸693的伸缩端连接所述第二滑块694,所述第二滑块694滑动连接在所述安装架上,所述第二拨动件695安装在所述第二滑块694上。第二拨动件695抵靠着贴胶工位处所述内安装件662上的所述内限位板663,在所述第二回针气缸693的带动下,所述内安装件662在所述外安装件661内滑动,所述下卷针612缩回。
87.所述第三回针驱动组件包括第三回针气缸696、第三滑块697、第三拨动件698和第四拨动件699,所述第三回针气缸696的固定端安装在所述安装架上,所述第三回针气缸696的伸缩端连接所述第三滑块697,所述第三滑块697滑动连接在所述安装架上,所述第三拨动件698和所述第四拨动件699安装在所述第三滑块697上。所述第三拨动件698和所述第四拨动件699位于贴胶工位处所述外安装件661上的所述外限位板664的两侧,在所述第三回针气缸696的带动下,所述上卷针611可伸出或缩回。
88.在一实施例中,所述卷绕机还包括终止胶粘贴机构7,所述终止胶粘贴机构7用于牵引终止胶带,并将终止胶带粘贴在所述卷绕机构6的贴胶工位的卷芯上。所述终止胶粘贴机构7包括终止贴胶安装板71、终止胶牵引组件72和终止胶切刀组件73,所述终止贴胶安装板71安装在所述机架安装板1上,所述终止胶牵引组件72和所述终止胶切刀组件73均滑动连接在所述终止贴胶安装板71上,所述终止胶牵引组件72用于牵引终止胶带并将终止胶带粘贴在贴胶工位的卷芯上,所述终止胶切刀组件73用于卷芯粘贴终止胶带后切断终止胶带。
89.在一实施例中,所述终止胶牵引组件72包括第三安装板721、牵引驱动件722、压辊723和压板724,所述牵引驱动件722安装在所述终止贴胶安装板71上,所述牵引驱动件722的输出端连接所述第三安装板721,所述第三安装板721滑动连接在所述终止贴胶安装板71上。所述压辊723和所述压板724转动连接在所述第三安装板721上,胶带夹持在所述压辊723和所述压板724之间。
90.所述终止胶切刀组件73包括切刀驱动件731、偏心件732和切刀733,所述切刀驱动件731安装在所述第三安装板721上,所述偏心件732的一端连接所述切刀驱动件731的输出端,所述偏心件732的另一端连接所述压辊723,所述切刀驱动件731的输出端伸出时,所述偏心件732的连接在所述压辊723上的一端会绕着所述压辊723转动,所述切刀733跟随所述偏心件732以所述压辊723的中心轴为轴线进行转动,所述切刀733靠近夹持在所述压板724和所述压辊723之间的胶带,切断胶带。通过所述偏心件732的连接,所述切刀驱动件731的输出端的沿着所述输出端的轴向方向的运动,转化为绕着所述压辊723的旋转运动。
91.在一实施例中,所述终止胶粘贴机构7还包括安装在所述机架安装板1上的调节组件74,用于调节所述终止胶粘贴机构7的安装角度。
92.在一实施例中,所述卷绕机还包括下料机构8。所述下料机构8包括接料组件81、旋转组件82、检测组件83和分料组件,所述旋转组件82和所述检测组件83安装在所述机架安装板1上,所述接料组件81安装在所述旋转组件82上。
93.所述接料组件81包括第一驱动件811和安装在所述第一驱动件811上的第一夹爪812,所述第一驱动件811驱动所述第一夹爪812夹取贴好终止胶带的卷芯,所述检测组件83可通过接通卷芯的正极耳和负极耳以检测卷芯是否为良品,所述旋转组件82带动所述接料组件81旋转,以将卷芯转移至所述分料组件上进行分料,所述分料组件用于将卷芯按良品和废品进行归类存放。
94.在一实施例中,所述检测组件83包括第二驱动件831、导向块832、导条833、导条安装板834和多个滑杆835,所述导向块832安装在所述第二驱动件831的输出端,所述导条833安装在所述导条安装板834上,所述滑杆835的一端固定连接在所述导条安装板834上,所述滑杆835的另一端滑动连接在所述导向块832上。所述第二驱动件831带动所述导向块832运动时,所述导条833、所述导条安装板834和所述滑杆835会跟随所述导向块832一起运动。
95.在一实施例中,每一所述滑杆835上均套设有弹簧836,所述第二驱动件831带动所述导条833与卷芯接触,通过所述弹簧836可使得所述导条833与卷芯完全接触,检测效果良好,且所述导条833不会挤压卷芯。
96.在一实施例中,所述分料组件包括第二夹爪841、传动带842、第三驱动件843和第四驱动件844,所述第二夹爪841设置在所述传动带842的一端,所述第一夹爪812在所述旋
转组件82的带动下将卷芯转移至所述第二夹爪841中。根据所述检测组件83的检测结果,所述第四驱动件844将所述传动带842上的良品推动至良品盒845中,所述第三驱动件843将所述传动带842上的废品推入废品盒846中。
97.在一实施例中,所述拉箔机构9包括拉箔电机91、主动辊92和被动辊93,所述主动辊92连接在所述拉箔电机91的输出轴上,所述主动辊92和所述被动辊93之间可供铝箔穿过。所述拉箔电机91的输出轴转动可带动所述主动辊92转动,进而带动所述被动辊93转动,通过控制所述拉箔电机91的转速可改变铝箔从所述主动辊92和所述被动辊93之间通过的输送速度,进而调节极耳焊接机构4在铝箔上焊接的相邻两个极耳之间的间距。
98.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1