极片传送装置及电芯卷绕设备的制作方法
1.本实用新型涉及电池加工制造技术领域,特别是涉及一种极片传送装置及电芯卷绕设备。
背景技术:
2.锂电池在日常生活中广泛应用,锂电池主要包括两个品种,即叠片式锂电池和卷绕式锂电池,其中,卷绕式锂电池由于具有更大的电能储备量及更小巧的外形而成为主流的锂电池品种。
3.卷绕式锂电池的电芯极片在完成制备和分切后,通过在电芯卷绕机中与其他极片以及隔膜进行卷绕形成电芯,对电芯进行注液及封装后即可得到电池,电芯极片在进行涂布和干燥后,需要对电芯极片进行冷压成型,在干燥后的冷压成型以及对电芯极片进行卷绕时,电芯极片容易沾染空气中的水汽,使得卷绕后的电芯的水分含量较高,当卷绕后的电芯含有较高水分时,将会影响电解液与极片的接触浸润效果,并且在电芯化成处理时,电池内部较高的水分会使得电解液失效,影响极片上sei膜的形成,甚至造成电池的胀气,进而导致电池性能以及寿命的下降。另外,在冷压过程中,极片将会积聚较多的内应力,该内应力在化成阶段以及后续的电池使用阶段将会逐渐释放,内应力的释放将导致极片变形,造成电解液与极片表面接触的不均匀,进而降低锂离子在正负极之间的流转速率以及流转空间,导致电池的电源储备量的快速下降。
技术实现要素:
4.本实用新型的目的是克服现有技术中的不足之处,提供一种能够增加极片干燥程度、提高电芯的电能储备量,提高电芯的安全性以及使用寿命的极片传送装置及电芯卷绕设备。
5.本实用新型的目的是通过以下技术方案来实现的:
6.一种极片传送装置,用于传送并卷绕极片料带,所述极片传送装置包括:
7.机架、沿极片料带的收卷方向依次设置的极片放料机构、卷绕预处理机构以及极片卷绕机构;
8.所述极片放料机构包括与所述机架转动连接的送料辊轴,所述送料辊轴用于收放所述极片料带;
9.所述卷绕预处理机构包括加热烘干组件及辊压整型组件,所述加热烘干组件包括加热箱体及加热件,所述加热箱体与所述机架连接,所述加热箱体开设有加热腔体、第一连通口及第二连通口,所述加热腔体分别与所述第一连通口及第二连通口连通,所述加热件设置于所述加热腔体中,所述加热件用于加热所述极片料带;所述辊压整型组件两个辊压轴,两个所述辊压轴均与所述机架转动连接,两个所述辊压轴相邻设置,以使两个所述辊压轴之间形成有辊压区,所述第一连通口、所述加热腔体、所述第二连通口以及所述辊压区用于依次穿设输送所述极片料带;
10.所述极片卷绕机构设于所述机架上,所述极片卷绕机构用于卷绕极片料带。
11.在其中一个实施例中,两个所述辊压轴均与所述第二连通口相邻设置。
12.在其中一个实施例中,所述加热烘干组件包括多个传送辊轴,多个所述传送辊轴均设置于所述加热腔体中,且多个所述传送辊轴均与所述加热箱体转动连接,多个所述传送辊轴共同用于缠绕传送位于所述第一连通口与所述第二连通口之间的所述极片料带。
13.在其中一个实施例中,所述加热件包括第一加热管及第二加热管,所述第一加热管及所述第二加热管相对设置于所述加热腔体内,所述第一加热管及所述第二加热管共同用于加热所述极片料带。
14.在其中一个实施例中,所述卷绕预处理机构还包括卷绕预热辊轴,所述卷绕预热辊轴与所述机架转动连接,所述卷绕预热辊轴位于所述辊压整型组件与所述极片卷绕机构之间,所述卷绕预热辊轴用于传送位于所述辊压整型组件与所述极片卷绕机构之间的所述极片料带,并且所述卷绕预热辊轴还用于加热所述极片料带。
15.在其中一个实施例中,所述卷绕预热辊轴与所述极片卷绕机构相邻设置。
16.在其中一个实施例中,所述第一连通口的截面与所述极片料带的截面相适配,所述第二连通口与所述第一连通口的形状相同。
17.在其中一个实施例中,所述加热箱体包括箱体主体及箱门,所述箱门与所述箱体主体铰接,所述箱体主体开设有开口,所述开口与所述加热腔体连通,所述箱门盖设于所述开口,所述加热腔体、所述第一连通口及所述第二连通口均开设于所述箱体主体。
18.一种电芯卷绕设备,包括上述任一实施例中任意一项所述的极片传送装置。
19.一种电芯卷绕设备,包括上述任一实施例中所述的极片传送装置。
20.在其中一个实施例中,所述电芯卷绕设备还包括电芯收集机构,所述电芯收集机构包括电芯运送板及传送带,所述电芯运送板的一端与所述极片卷绕机构相邻设置,所述传送带的一端与所述电芯运送板远离所述极片卷绕机构的端部相邻设置。
21.与现有技术相比,本实用新型至少具有以下优点:
22.1、极片料带穿过加热腔体时加热腔体能对极片进行加热烘干,使得极片以及极片卷绕而成的电芯的含水量降低,进而有助于使得极片卷绕而成的电芯具有更佳的性能。极片在进行加热烘干时,高温将提高极片的表面涂层分子以及集流体分子的活跃程度,分子活跃程度提高时能促进极片快速的释放内部积聚的内应力,避免内应力积聚导致的电芯性能下降的问题,使得极片卷绕而成的电芯具有更佳的性能。
23.2、极片料带从第二连通孔离开加热箱体后,极片料带将运动至辊压整型组件处,由于此时极片刚被加热,因此极片还处于软化状态,此时通过两个辊压轴对极片的两个表面进行辊压,能够起到快速提升极片两个表面平整度的效果,进而有助于电解液充分浸润极片,提升电池的性能。
附图说明
24.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
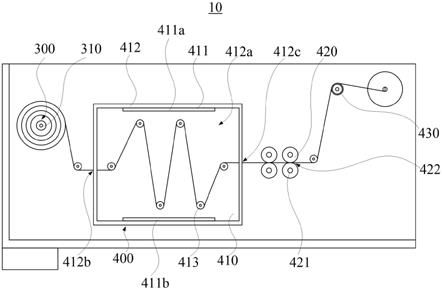
25.图1为一实施例中极片传送装置的结构示意图;
26.图2为一实施例中电芯卷绕设备的结构示意图。
具体实施方式
27.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
28.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
29.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30.如图1所示,一实施例的极片传送装置10,用于传送并卷绕极片料带,所述极片传送装置10包括:机架100、沿极片料带的收卷方向依次设置的极片放料机构300、卷绕预处理机构400以及极片卷绕机构200;所述极片放料机构300包括与所述机架100转动连接的送料辊轴310,所述送料辊轴310用于收放所述极片料带;所述卷绕预处理机构400包括加热烘干组件410及辊压整型组件420,所述加热烘干组件410包括加热箱体412及加热件411,所述加热箱体412与所述机架100连接,所述加热箱体412开设有加热腔体412a、第一连通口412b及第二连通口412c,所述加热腔体412a分别与所述第一连通口412b及第二连通口412c连通,所述加热件411设置于所述加热腔体412a中,所述加热件411用于加热所述极片料带;所述辊压整型组件420两个辊压轴421,两个所述辊压轴421均与所述机架100转动连接,两个所述辊压轴421相邻设置,以使两个所述辊压轴421之间形成有辊压区422,所述第一连通口412b、所述加热腔体412a、所述第二连通口412c以及所述辊压区422用于依次穿设输送所述极片料带;所述极片卷绕机构200设于所述机架100上,所述极片卷绕机构200用于卷绕极片料带。
31.在本实施例中,极片料带套设在送料辊轴310上,极片料带与极片卷绕机构200连接,通过送料辊轴310的转动以及极片卷绕机构200对极片料带进行卷绕,使得送料辊轴310上的极片逐渐的转移至极片卷绕机构200中进行卷绕,极片从送料辊轴310上被传送至极片卷绕机构200的过程中需要依次经过加热烘干组件410以及辊压整型组件420。加热烘干组件410包括加热箱体412及加热件411,极片进行卷绕时,极片料带从加热箱体412的第一连通口411b进入加热腔体412a中,并从第二连通口411c离开加热箱体412,加热箱体412的加热件411能够起到升高加热腔体412a内部温度的作用,加热箱体412能够起到防止热量大量外溢的作用,提高加热件411的热量利用率,极片料带穿过加热腔体412a时加热腔体412a能对极片料带进行加热烘干,使得极片以及极片卷绕而成的电芯的含水量降低,进而有助于使得极片卷绕而成的电芯具有更佳的性能。极片在进行加热烘干时,高温将提高极片的表
面涂层分子以及集流体分子的活跃程度,分子活跃程度提高时能促进极片快速的释放内部积聚的内应力,避免内应力积聚导致的电芯性能下降的问题,使得极片卷绕而成的电芯具有更佳的性能。
32.极片进行加热烘干后,极片的涂层及集流体的内应力得到释放,并且极片的涂层在加热过程中也产生了细微的膨化,由于涂层分子的热运动是无序的,因此极片涂层的膨化将增加极片表面的不平整程度,使得极片与电解液的接触浸润不佳,导致影响电池的性能。辊压整型组件420包括两个辊压轴421,两个辊压轴421共同抵住极片带体的两个表面,以对极片进行辊压,极片料带从第二连通孔离开加热箱体412后,极片的带体部将运动至辊压整型组件420处,由于此时极片刚被加热,因此极片还处于软化状态,此时通过两个辊压轴421对极片的两个表面进行辊压,能够起到快速提升极片两个表面平整度的效果,进而有助于电解液充分浸润极片,提升电池的性能。
33.如图1所示,在其中一个实施例中,两个所述辊压轴421均与所述第二连通口411c相邻设置。为了减少极片在进行辊压前的热量损失,在本实施例中,两个辊压轴421与第二连通口411c相邻,经过加热烘干后的极片能够立即进入两个辊压轴421之间进行辊压,使得进行辊压时的极片具有较好的软化效果,进而增加辊压后极片表面的平整度。
34.如图1所示,在其中一个实施例中,所述加热烘干组件410包括多个传送辊轴413,多个所述传送辊轴413均设置于所述加热腔体412a中,且多个所述传送辊轴413均与所述加热箱体412转动连接,多个所述传送辊轴413共同用于缠绕传送位于所述第一连通口412b与所述第二连通口412c之间的所述极片料带。极片料带被传送至加热腔体412a后,将依次交错搭接在多个传送辊轴413上,形成蛇形的传送路径,以此增加极片在加热腔体412a中的热交换面积,使得加热箱体412能够同时加热较多的极片,任一位置的极片在加热腔体412a中被加热的时间也能够得到增加,进而提高了烘干的程度以及为极片的应力释放提供了足够的时间。
35.如图1所示,在其中一个实施例中,所述卷绕预处理机构400还包括卷绕预热辊轴430,所述卷绕预热辊轴430与所述机架100转动连接,所述卷绕预热辊轴430位于所述辊压整型组件420与所述极片卷绕机构200之间,所述卷绕预热辊轴430用于传送位于所述辊压整型组件420与所述极片卷绕机构200之间的所述极片料带,并且所述卷绕预热辊轴430还用于加热所述极片料带。极片在进行辊压后,其温度逐渐下降至常温,为了提高电芯卷绕的成型质量,在本实施例中,极片在进行卷绕前还通过卷绕预热辊轴430进行预热,进行预热后,能够起到软化极片的作用,便于极片卷绕机构200对极片进行卷绕,进而提高卷绕的流畅度和稳定性,减少卷绕时发生故障的概率;由于热胀冷缩原理,预热后的极片的体积将在略微增大,完成卷绕的电芯在冷却后,由于极片的体积略微缩小,不同圈层的极片之间将形成一定的间隙,该间隙为极片的应力释放提供空间,避免电芯卷绕过紧导致电芯质量下降,同时该间隙能够为电解液的渗入提供空间,进而提高电解液对极片的浸润效果,使得电池具有更佳的性能。
36.如图1所示,在其中一个实施例中,所述卷绕预热辊轴430与所述极片卷绕机构200相邻设置。为了减少极片在进行卷绕前的热量流失,在本实施例中,卷绕预热辊轴430与极片卷绕机构200相邻设置,如此,极片在进行预热后能够立即进入极片卷绕机构200中进行卷绕,即卷绕时极片仍具有合适的温度以及软化程度,进而使得预热极片的效果最大化。
37.如图1所示,在其中一个实施例中,所述第一连通口411b的截面与所述极片料带的截面相适配,所述第二连通口411c与所述第一连通口411b的形状相同。为了减小加热箱体412在加热过程中的热量流失,在本实施例中,第一连通口411b及第二连通口411c的截面均与极片料带的截面相适配,即第一连通口411b和第二连通口411c的形状均与极片截面相同,第一连通口411b和第二连通口411c均为长条开口,如此,能够大幅减小从第一连通口411b或第二连通口411c中溢出的热量,减少热量的浪费以及提高热量的利用率,同时也起到提高对极片的烘干效率。
38.如图1所示,在其中一个实施例中,所述加热件411包括第一加热管411a及第二加热管411b,所述第一加热管411a及第二加热管411b分别设置于所述加热腔体412a的两个相对内侧壁上。加热烘干组件410通过第一加热管411a及第二加热管411b对极片进行加热,第一加热管411a及第二加热管411b分别设置在加热腔体412a的两个相对内侧壁上,使得加热腔体412a的热量分布均匀性提升,进而能够更均匀的对极片进行加热,能够起到防止极片局部加热不均匀导致局部内应力释放效果不佳或者局部烘干效果不佳的情况。
39.如图1所示,在其中一个实施例中,所述加热箱体412包括箱体主体及箱门,所述箱门与所述箱体主体铰接,所述箱体主体开设有开口,所述开口与所述加热腔体412a连通,所述箱门盖设于所述开口,所述加热腔体412a、所述第一连通口412b及所述第二连通口412c均开设于所述箱体主体。在本实施例中,加热箱体412包括箱体主体及箱门,连接极片料带时,可打开加热箱体412的箱门,能够起到方便设置极片料带的作用,设置完毕后,可关闭箱门,即可使加热箱体412具有较好的保温作用。
40.本技术还提供一种电芯卷绕设备,包括上述任一实施例中所述的极片传送装置10。如图2所示,在其中一个实施例中,极片传送装置10用于传送并卷绕极片料带,所述极片传送装置10包括:机架100、沿极片料带的收卷方向依次设置的极片放料机构300、卷绕预处理机构400以及极片卷绕机构200;所述极片放料机构300包括与所述机架100转动连接的送料辊轴310,所述送料辊轴310用于收放所述极片料带;所述卷绕预处理机构400包括加热烘干组件410及辊压整型组件420,所述加热烘干组件410包括加热箱体412及加热件411,所述加热箱体412与所述机架100连接,所述加热箱体412开设有加热腔体412a、第一连通口412b及第二连通口412c,所述加热腔体412a分别与所述第一连通口412b及第二连通口412c连通,所述加热件411设置于所述加热腔体412a中,所述加热件411用于加热所述极片料带;所述辊压整型组件420两个辊压轴421,两个所述辊压轴421均与所述机架100转动连接,两个所述辊压轴421相邻设置,以使两个所述辊压轴421之间形成有辊压区422,所述第一连通口412b、所述加热腔体412a、所述第二连通口412c以及所述辊压区422用于依次穿设输送所述极片料带;所述极片卷绕机构200设于所述机架100上,所述极片卷绕机构200用于卷绕极片料带。
41.在本实施例中,极片料带套设在送料辊轴310上,极片料带与极片卷绕机构200连接,通过送料辊轴310的转动以及极片卷绕机构200对极片料带进行卷绕,使得送料辊轴310上的极片逐渐的转移至极片卷绕机构200中进行卷绕,极片从送料辊轴310上被传送至极片卷绕机构200的过程中需要依次经过加热烘干组件410以及辊压整型组件420。加热烘干组件410包括加热箱体412及加热件411,极片进行卷绕时,极片料带从加热箱体412的第一连通口411b进入加热腔体412a中,并从第二连通口411c离开加热箱体412,加热箱体412的加
热件411能够起到升高加热腔体412a内部温度的作用,加热箱体412能够起到防止热量大量外溢的作用,提高加热件411的热量利用率,极片料带穿过加热腔体412a时加热腔体412a能对极片料带进行加热烘干,使得极片以及极片卷绕而成的电芯的含水量降低,进而有助于使得极片卷绕而成的电芯具有更佳的性能。极片在进行加热烘干时,高温将提高极片的表面涂层分子以及集流体分子的活跃程度,分子活跃程度提高时能促进极片快速的释放内部积聚的内应力,避免内应力积聚导致的电芯性能下降的问题,使得极片卷绕而成的电芯具有更佳的性能。
42.极片进行加热烘干后,极片的涂层及集流体的内应力得到释放,并且极片的涂层在加热过程中也产生了细微的膨化,由于涂层分子的热运动是无序的,因此极片涂层的膨化将增加极片表面的不平整程度,使得极片与电解液的接触浸润不佳,导致影响电池的性能。辊压整型组件420包括两个辊压轴421,两个辊压轴421共同抵住极片带体的两个表面,以对极片进行辊压,极片料带从第二连通孔离开加热箱体412后,极片的带体部将运动至辊压整型组件420处,由于此时极片刚被加热,因此极片还处于软化状态,此时通过两个辊压轴421对极片的两个表面进行辊压,能够起到快速提升极片两个表面平整度的效果,进而有助于电解液充分浸润极片,提升电池的性能。
43.如图2所示,在其中一个实施例中,所述电芯卷绕设备还包括电芯收集机构600,所述电芯收集机构600包括电芯运送板610及传送带620,所述电芯运送板610的一端与所述极片卷绕机构200相邻设置,所述传送带620的一端与所述电芯运送板610远离所述极片卷绕机构200的端部相邻设置。极片卷绕机构200将正负极极片以及隔膜共同卷绕形成电芯后,电芯从极片卷绕机构200处掉落至电芯运送板610的一端,电芯运送板610为倾斜设置,电芯在电芯运送板610上滚落至传送带620上,传送带620则将电芯运送至下一工序位置。起到收集和运送电芯的效果。
44.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1