电池的制作方法
1.本发明涉及一种电池。
背景技术:
2.在电动汽车(ev)、混合电动汽车(hev、phev)的驱动用电源中,以及具有用于对太阳光发电、风力发电等的输出变动进行抑制的用途、用于在夜间储蓄电力而在白天利用上述电力的系统电力的峰值漂移用途等的固定用蓄电池系统等中,使用碱性二次电池、非水电解质二次电池等电池。
3.对于上述的电池而言,有时异物会在其装配过程中混入进来,尤其是,若所混入进来的异物为金属异物,则有时会引发内部短路。内部短路的机理如下。
4.首先,如果金属异物附着在正极材料上,则因正极的较高电位而导致作为金属离子溶解于电解液中,若该金属离子到达负极则作为金属而沉淀。然后,金属以朝向正极成长的方式沉淀,若金属突破隔板而与正极接触,则引发内部短路。
5.为了防止金属异物等异物混入电池内,通常,在无尘室进行二次电池的装配。此外,通过吹风、吸引、磁力吸附、利用研磨带进行的擦拭等来去除在装配过程中附着到电极体上的金属异物。
6.专利文献1中提出了一种密闭型电池,该密闭型电池是通过向袋状的多孔质体插入电极体、向密闭容器插入被电极体插入到的多孔质体来形成的。
7.专利文献1:日本公开专利公报特开2009-87812号公报
技术实现要素:
8.然而,在专利文献1中记载的方法中,并没有对在电极体与密闭容器的盖之间布置多孔质体的方法和优点进行具体说明,其具体方法并不清楚。此外,由于使用袋状的多孔质体,因此,活性物质的量会与之相应地减少,从而导致电池容量减少。
9.本发明正是为解决上述技术问题而完成的,其目的在于:提供一种能够在不使电池容量减少的情况下有效地抑制异物向电极体内部侵入的电池。
10.本发明的电池具有如下的结构,即,上述电池包括:以在正极板与负极板之间夹设隔板的方式层叠所述正极板和所述负极板而构成的电极体、具有开口且收纳所述电极体的外装体、封闭所述开口的封口板、以及安装在所述封口板上的外部端子,在所述正极板和所述负极板中的至少一者上设置的片部经由布置在所述电极体与所述封口板之间的集电体而与所述外部端子电连接,所述片部与所述集电体焊接,所述片部与所述集电体所焊接的部分被覆盖部件覆盖。
11.也可以是:所述电极体包括第一电极体单元和第二电极体单元,所述第一电极体单元包括所述正极板和所述负极板,所述第二电极体单元包括所述正极板和所述负极板,所述第一电极体单元具有由多个所述片部形成的第一片组,所述第二电极体单元具有由多个所述片部形成的第二片组,所述第一片组和所述第二片组分别焊接在所述集电体上,所
述第一片组与所述集电体所焊接的第一焊接部以及所述第二片组与所述集电体所焊接的第二焊接部被所述覆盖部件分别覆盖,并且在所述第一焊接部以及所述第二焊接部之间的区域的上方也布置有所述覆盖部件。
12.也可以是:所述集电体具有第一集电体和第二集电体,所述片部焊接在所述第一集电体上,并且所述第二集电体的一部分被所述覆盖部件覆盖。
13.也可以是:在所述集电体上设置有用于向所述外装体内注入电解液的注液孔,所述注液孔的靠近所述电极体侧的开口部被所述覆盖部件覆盖,并且所述开口部与所述覆盖部件相分离。靠近所述电极体侧的开口部被所述覆盖部件覆盖并且所述开口部与所述覆盖部相分离,是指开口部被覆盖部件覆盖,并且开口部与集电体覆盖部件互相分离。
14.在所述注液孔,也可以布置向所述电极体侧突出的绝缘性的筒状部件。
15.优选为:在对所述注液孔的靠近所述电极体侧的所述开口部进行覆盖的所述覆盖部件的周缘与所述集电体之间,形成有供所述电解液通过的间隙。即,在对所述注液孔的靠近所述电极体侧的所述开口部进行覆盖的所述覆盖部件的周缘与所述集电体之间是敞开的,所述电解液在此通过。
16.也可以是:在对所述注液孔的靠近所述电极体侧的所述开口部进行覆盖的所述覆盖部件的、相当于所述开口部的正上方的部分之外的部分形成有供所述电解液通过的孔。
17.需要说明的是,也可以是:本发明的电池包括以在正极板与负极板之间夹设隔板的方式层叠所述正极板和所述负极板而构成的电极体、具有开口且收纳所述电极体的外装体、封闭所述开口的封口板、以及安装在所述封口板上的正极外部端子及负极外部端子,设置在所述正极板上的正极片经由在所述电极体与所述封口板之间布置的正极集电体而与所述正极外部端子电连接,设置在所述负极板上的负极片经由在所述电极体与所述封口板之间布置的负极集电体而与所述负极外部端子电连接,所述正极片与所述正极集电体焊接,所述负极片与所述负极集电体焊接,所述正极片与所述正极集电体焊接的部分被第一覆盖部件覆盖,所述负极片与所述负极集电体焊接的部分被第二覆盖部件覆盖。
18.也可以是:所述电极体包括第一电极体单元和第二电极体单元,所述第一电极体单元包括所述正极板和所述负极板,所述第二电极体单元包括所述正极板和所述负极板,所述第一电极体单元具有由多个所述正极片形成的第一正极片组和由多个所述负极片形成的第一负极片组,所述第二电极体单元具有由多个所述正极片形成的第二正极片组和由多个所述负极片形成的第二负极片组,所述第一正极片组以及所述第二正极片组分别与所述正极集电体焊接,所述第一负极片组以及所述第二负极片组分别与所述负极集电体焊接,所述第一正极片组和所述正极集电体所焊接的第一焊接部以及所述第二正极片组和所述正极集电体所焊接的第二焊接部分别被所述第一覆盖部件覆盖,并且,所述第一焊接部以及所述第二焊接部之间的区域的上方也布置有所述第一覆盖部件,所述第一负极片组和所述负极集电体所焊接的第三焊接部以及所述第二负极片组和所述负极集电体所焊接的第四焊接部分别被所述第二覆盖部件覆盖,并且,在所述第三焊接部以及所述第四焊接部之间的区域的上方也布置有所述第二覆盖部件。
19.也可以是:所述正极集电体具有第一正极集电体和第二正极集电体,所述第一正极片组以及所述第二正极片组焊接在所述第一正极集电体上,并且所述第二正极集电体的一部分被第一集电体覆盖部件覆盖,所述负极集电体具有第一负极集电体和第二负极集电
体,所述第一负极片组以及所述第二负极片组焊接在所述第一负极集电体上,并且所述第二负极集电体的一部分被所述第二覆盖部件覆盖。
20.也可以是:所述正极集电体以及所述负极集电体的至少一者上设置有用于向所述外装体内注入电解液的注液孔,所述注液孔的靠近所述电极体侧的开口部被所述第一覆盖部件以及所述第二覆盖部件中的至少一者覆盖,并且开口部与所覆盖的部件相分离。
21.在所述注液孔,也可以布置向所述电极体侧突出的绝缘性的筒状部件。
22.优选为:在对所述注液孔的靠近所述电极体侧的所述开口部进行覆盖的所述第一覆盖部件及所述第二覆盖部件中的至少一者的周缘与所述正极集电体及所述负极集电体中的至少一者之间,形成有供所述电解液通过的间隙。
23.优选为:在对所述注液孔的靠近所述电极体侧的所述开口部进行覆盖的所述第一覆盖部件及所述第二覆盖部件中的至少一者的、相当于所述开口部的正上方的部分之外的部分形成有供所述电解液通过的孔。
24.本发明的电池利用覆盖部件覆盖片部和集电体所焊接的部分,能够更加有效地抑制焊接时产生的粉尘进入电极体的内部。
附图说明
25.图1是实施方式所涉及的二次电池的立体图;
26.图2是沿图1的ii-ii线剖开的剖视图;
27.图3是正极板的俯视图;
28.图4是负极板的俯视图;
29.图5是电极体的俯视图;
30.图6是第一正极集电体(正极集电体)的俯视图;
31.图7是第一负极集电体(负极集电体)的俯视图;
32.图8是将正极片组连接到第一正极集电体上、将负极片组连接到第一负极集电体上的状态的图;
33.图9是示出安装第二正极集电体和第二负极集电体后的封口板的靠近电极体侧的面的图;
34.图10是示出在第二正极集电体上安装第一正极集电体、在第二负极集电体上安装第一负极集电体后的封口板的靠近电极体侧的面的图;
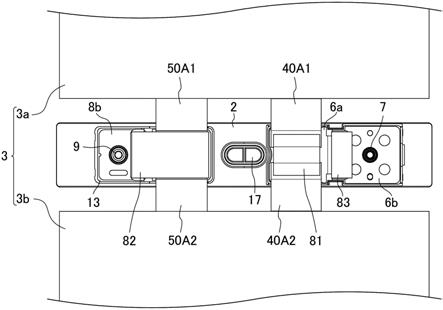
35.图11是在图10的状态下安装了覆盖部件的图;
36.图12是在图11的状态下安装了盖部件的图;
37.图13是设置有第一覆盖部件的部分的示意性的放大立体图;
38.图14是示出从图13取下第一覆盖部件后的状态的示意图。
具体实施方式
39.下面,基于附图对本发明的实施方式进行详细说明。下面的对优选实施方式的说明只不过是本质上的示例而已,并没有对本发明、其应用对象或其用途加以限制的意图。在下面的附图中,为了简化说明,用同一附图标记示出实质上具有相同的功能的构成单元。
40.(第一实施方式)
41.下面,说明作为第一实施方式所涉及的二次电池的方形二次电池20的结构。需要说明的是,本发明并不限于以下的实施方式。
42.如图1和图2所示,方形二次电池20包括电池壳体100,电池壳体100由具有开口的有底方形筒状的方形外装体1和封闭方形外装体1的开口的封口板2形成。方形外装体1和封口板2优选分别由金属制成,优选由铝或铝合金制成。方形外装体1将电极体3和电解质一起收纳,电极体3是以在正极板与负极板之间夹设隔板的方式层叠正极板和负极板而构成的。如后所述,在本实施方式中,电极体3由第一电极体单元和第二电极体单元形成,上述两个电极体单元具有相同的结构。
43.如图5所示,在电极体3的靠近封口板2侧的端部,设置有由多个正极片(片部)40形成的正极片组40a和由多个负极片(片部)50形成的负极片组50a。正极片组40a经由第一正极集电体(正极集电体)6a和第二正极集电体6b与正极端子7电连接。负极片组50a经由第一负极集电体(负极集电体)8a和第二负极集电体8b与负极端子9电连接。第一正极集电体6a、第二正极集电体6b和第一负极集电体8a、第二负极集电体8b安装在封口板2的靠近电池内部的那一侧,与正极片组40a和负极片组50a之间的连接也是在靠近电池内部的那一侧的面上实现的。
44.第二正极集电体6b、第一正极集电体6a和正极端子7优选由金属制成,更加优选由铝或铝合金制成。在正极端子7与封口板2之间布置有树脂制的外部侧绝缘部件10。在第二正极集电体6b及第一正极集电体6a与封口板2之间布置有树脂制的内部侧绝缘部件11。
45.第二负极集电体8b、第一负极集电体8a和负极端子9优选由金属制成,更加优选由铜或铜合金制成。此外,负极端子9优选具有由铝或铝合金形成的部分和由铜或铜合金形成的部分。在该情况下,优选为,将由铜或铜合金形成的部分与第二负极集电体8b连接,使由铝或铝合金形成的部分向封口板2的外部侧突出。在负极端子9与封口板2之间布置有树脂制的外部侧绝缘部件12。在第二负极集电体8b及第一负极集电体8a与封口板2之间布置有树脂制的内部侧绝缘部件13。
46.在电极体3与方形外装体1之间布置有由树脂制的树脂片形成的电极体支架14。电极体支架14优选为将树脂制的绝缘片以袋状或箱状弯曲成形而构成。利用该电极体支架14,电极体3与方形外装体1之间可靠地保持电绝缘状态。
47.在封口板2上设置有电解液注液孔15,在注入电解液后,利用密封部件(不图示)密封电解液注液孔15。在封口板2设置有排气阀17,在电池壳体100内的压力达到了规定值以上时,排气阀17断裂,从而向电池壳体100外排出电池壳体100内的气体。
48.接下来,对方形二次电池20的制造方法和各详细结构进行说明。
49.[正极板]
[0050]
首先,说明正极板的制造方法。
[0051]
[正极活性物质合剂层淤浆的制作]
[0052]
正极活性物质合剂层淤浆是例如将正极活性物质、导电剂、粘结剂混匀来制作的。作为正极活性物质,例如能够列举锂镍钴锰复合氧化物等锂复合氧化物等。此外,作为粘结剂,例如,能够列举聚偏氟乙烯(pvdf)等氟树脂等。作为导电剂,能够列举碳黑等碳材料等。
[0053]
[正极保护层淤浆的制作]
[0054]
将氧化铝粉末、作为导电剂的石墨、作为粘结剂的聚偏氟乙烯(pvdf)和作为分散
介质的n-甲基-2-吡咯烷酮(nmp)等混匀,制作正极保护层淤浆。
[0055]
[正极活性物质合剂层和正极保护层的形成]
[0056]
利用金属型涂料机(die coater),向作为正极芯体的厚度15μm的铝箔的两面涂布用上述的方法制作出的正极活性物质合剂层淤浆和正极保护层淤浆。此外,向涂布有正极活性物质合剂层淤浆的区域的宽度方向上的至少任一方的端部,涂布正极保护层淤浆。
[0057]
使涂布了正极活性物质合剂层淤浆和正极保护层淤浆的正极芯体干燥,去除淤浆中的nmp。由此,形成正极活性物质合剂层和保护层。然后,使上述的正极芯体通过一对加压辊之间,由此将正极活性物质合剂层压缩后用作正极原板。将该正极原板按照规定的尺寸切割,制作图3所示的正极板4。正极板4呈矩形形状,正极片40从矩形的顶边突出。沿正极板4的顶边部分形成有宽度较窄的正极保护层4c,从正极保护层4c的下方到正极板4的底边为止形成有正极活性物质合剂层4b。需要说明的是,如上所述,正极片40可以由正极芯体形成,也可以将其他部件连接在正极板上而用作正极片。
[0058]
[负极板]
[0059]
接下来,说明负极板的制造方法。
[0060]
[负极活性物质合剂层淤浆的制作]
[0061]
负极活性物质合剂层淤浆是例如将负极活性物质、导电剂、粘结剂、增稠剂混匀来制作的。作为负极活性物质,例如能够列举石墨等碳材料等。作为粘结剂,例如,能够列举丁苯橡胶(sbr)等。作为增稠剂,例如,能够列举羧甲基纤维素(cmc)等。
[0062]
[负极活性物质合剂层的形成]
[0063]
利用金属型涂料机,向作为负极芯体的厚度8μm的铜箔的两面涂布用上述的方法制作出的负极活性物质合剂层淤浆。
[0064]
使涂布了负极活性物质合剂层淤浆的负极芯体干燥,去除淤浆中的水。由此,形成负极活性物质合剂层。然后,使上述的负极芯体通过一对加压辊之间,由此将负极活性物质合剂层压缩后用作负极原板。将该负极原板按照规定的尺寸切割,制作图4所示的负极板5。负极板5呈矩形形状,负极片50从矩形的顶边突出。除负极片50之外的负极芯体的整个面上形成有负极活性物质合剂层5b。需要说明的是,如上所述,负极片50可以由负极芯体形成,也可以将其他部件连接在负极板上而用作负极片。
[0065]
[电极体的制作]
[0066]
以正极板4与负极板5之间夹设隔板的方式层叠用上述的方法制作出的多个正极板4和多个负极板5,制造层叠型的电极体3。电极体3中所包含的正极板4和负极板5各自的数量并没有特别限定,优选几十张以上。如图5所示,在电极体3的一个端部,设置有由多个正极片40形成的正极片组40a和由多个负极片50形成的负极片组50a。
[0067]
[集电体和片的连接]
[0068]
上述的正极片组40a通过焊接而连接在图6所示的第一正极集电体6a上。在第一正极集电体6a的与封口板2的电解液注液孔15对置的位置上形成有集电体贯通孔6e。此外,上述的负极片组50a通过焊接而连接在图7所示的第一负极集电体8a上。图8示出将正极片组40a与第一正极集电体6a连接、将负极片组50a与第一负极集电体8a连接后的状态。
[0069]
在本实施方式中,如图8所示,电极体3由第一电极体单元3a和第二电极体单元3b构成。需要说明的是,通过与上述的电极体3的制作方法相同的方法制作第一电极体单元3a
和第二电极体单元3b。
[0070]
将第一电极体单元3a的第一正极片组40a1和第二电极体单元3b的第二正极片组40a2连接在第一正极集电体(正极集电体)6a上,并且将第一电极体单元3a的第一负极片组50a1和第二电极体单元3b的第二负极片组50a2连接在第一负极集电体(负极集电体)8a上。第一正极片组40a1和第二正极片组40a2焊接连接在第一正极集电体6a上,形成有焊接连接部60a、60b。正极侧的两个焊接连接部60a、60b以在垂直于电极体3的顶边的方向、即垂直于封口板2的长度方向的方向上相互分离的方式形成。需要说明的是,集电体贯通孔6e位于正极的两个焊接连接部60a、60b之间。
[0071]
负极片组50a1、50a2焊接连接在第一负极集电体8a上,形成有焊接连接部61a、61b。负极侧的两个焊接连接部61a、61b也以在垂直于电极体3的顶边的方向、即垂直于封口板2的长度方向的方向上相互分离的方式形成。
[0072]
在第一正极集电体6a,形成有薄壁部6c。在该薄壁部6c,第一正极集电体6a连接在第二正极集电体6b上。
[0073]
在第一负极集电体8a形成有凹部8d,在凹部8d形成有薄壁部8c。在该薄壁部8c,第一负极集电体8a连接在第二负极集电体8b上。
[0074]
能够通过超声波焊接、电阻焊接、激光焊接等来进行正极片组40a与第一正极集电体6a的焊接连接、以及、负极片组50a与第一负极集电体8a的焊接连接。在本实施方式中,利用超声波焊接来进行焊接连接。
[0075]
此外,能够通过超声波焊接、电阻焊接、激光焊接等来进行第一正极集电体6a与第二正极集电体6b的连接、以及、第一负极集电体8a与第二负极集电体8b的连接。在本实施方式中,通过激光焊接来进行连接。
[0076]
[各元器件的向封口板的安装情况]
[0077]
图9是示出安装各元器件后的封口板2的靠近电池内部侧的面的图。使用图2、图9,对将各元器件的向封口板2的安装情况进行说明。
[0078]
在封口板2的正极端子插入孔的周围布置外部侧绝缘部件10。在封口板2的正极端子插入孔的周围的靠近电池内表面的那一侧布置内部侧绝缘部件11和杯状的导电部件65。然后,从电池外部侧将正极端子7插入外部侧绝缘部件10的通孔、封口板2的正极端子插入孔、内部侧绝缘部件11的通孔和导电部件65的端子连接孔,将正极端子7的前端铆接在导电部件65上。由此,正极端子7和导电部件65固定于封口板2。需要说明的是,优选将正极端子7中的被铆接的部分与导电部件65焊接连接。
[0079]
导电部件65在电池内部侧具有开口部。对于该导电部件65的开口部,以堵住该开口部的方式布置圆盘状的变形板66,变形板66的周缘焊接连接在导电部件65上。由此,密封开口部。需要说明的是,导电部件65和变形板66优选分别由金属制成,更加优选由铝或铝合金制成。然后,将第二正极集电体6b布置在变形板66的靠近电池内部的那一侧,将两者焊接连接。
[0080]
接下来,在封口板2的负极端子插入孔的周围的靠近电池外表面的那一侧布置外部侧绝缘部件12。在封口板2的负极端子插入孔的周围的靠近电池内表面的那一侧布置内部侧绝缘部件13和第二负极集电体8b。然后,从电池外部侧将负极端子9插入外部侧绝缘部件12的通孔、封口板2的负极端子插入孔、内部侧绝缘部件13的通孔和第二负极集电体8b的
端子连接孔,将负极端子9的前端铆接在第二负极集电体8b上。由此,负极端子9和第二负极集电体8b固定于封口板2。需要说明的是,优选将负极端子9中的被铆接的部分与第二负极集电体8b焊接连接。
[0081]
在正极侧的内部侧绝缘部件11,与设置在封口板2上的电解液注液孔15对置的部分设置有注液开口11a。此外,在注液开口11a的缘部设置有向电池内部侧呈筒状突出的筒状部11b。进而,设置有从筒状部11b的边缘的两个部位向电池内部侧突出而将上述两个部位桥状连结的开口覆盖部11c。然后,向设置在第一正极集电体6a上的集电体贯通孔6e插入筒状部11b、开口覆盖部11c。
[0082]
[第一集电体与第二集电体的连接]
[0083]
图10是示出在第二正极集电体6b上安装第一正极集电体6a、在第二负极集电体8b上安装第一负极集电体8a后的封口板2的靠近电池内部侧的面的图。
[0084]
将与第一正极片组40a1及第二正极片组40a2连接的第一正极集电体6a按照其一部分与第二正极集电体6b重合的方式,布置在内部侧绝缘部件11上。然后,通过对薄壁部6c照射激光,由此将第一正极集电体6a与第二正极集电体6b焊接连接,形成正极集电体焊接连接部。此外,将与第一负极片组50a1及第二负极片组50a2连接的第一负极集电体8a按照其一部分与第二负极集电体8b重合的方式,布置在内部侧绝缘部件13上。然后,通过对薄壁部8c照射激光,由此将第一负极集电体8a与第二负极集电体8b焊接连接,形成负极集电体焊接连接部。
[0085]
[连接部的覆盖]
[0086]
如图11所示,利用第一覆盖部件81覆盖第一正极集电体6a与第一正极片组40a1的焊接连接部60a以及第一正极集电体6a与第二正极片组40a2的焊接连接部60b。通过按照上述方式构成,第一覆盖部件81捕获在焊接连接部60a、60b存在的异物,尤其是在焊接工序中产生的金属粉,从而能够做到异物无法进入电极体3的内部。由此,能够大幅度地抑制由异物引发的内部短路。第一覆盖部件81粘合在焊接连接部60a、60b上,在两个焊接连接部60a、60b之间的区域,第一覆盖部件81覆盖该区域且与该区域相分离。
[0087]
接下来,利用第二覆盖部件82覆盖第一负极集电体8a与第一负极片组50a1的焊接连接部61a以及第一负极集电体8a与第二负极片组50a2的焊接连接部61b。第二覆盖部件82还覆盖被两个焊接连接部61a、61b夹住的第一负极集电体8a的表面。通过按照上述方式构成,第二覆盖部件82捕获在焊接连接部61a、61b存在的异物,尤其是在焊接工序中产生的金属粉,从而能够做到异物无法进入电极体3的内部。由此,能够大幅度地抑制由异物引发的内部短路。需要说明的是,第二覆盖部件82粘合在覆盖的部分上。
[0088]
进而,第二覆盖部件82还覆盖第一负极集电体8a与第二负极集电体8b的连接部分(负极集电体焊接连接部)。即,第二负极集电体8b的一部分被第二覆盖部件82覆盖。因此,第二覆盖部件82捕获通过第一负极集电体8a与第二负极集电体8b的焊接而生成的异物(金属粉),能够做到不使该异物进入电极体3的内部。
[0089]
然后,以覆盖第一正极集电体6a与第二正极集电体6b的连接部分(正极集电体焊接连接部)的方式布置第三覆盖部件83,使第三覆盖部件83粘合。通过按照上述方式构成,第三覆盖部件83能够捕获异物,使得在正极集电体焊接连接部存在的异物,尤其是在第一正极集电体6a与第二正极集电体6b的焊接工序中产生的金属粉不会进入电极体3的内部。
然后,如图12所示,利用盖部件88覆盖第二正极集电体6b和第三覆盖部件83。
[0090]
在本实施方式中,作为第一至第三覆盖部件81、82、83使用在塑料薄膜上涂布了粘合剂而成的粘合片。塑料薄膜没有特别限定,但优选聚丙烯薄膜。需要说明的是,第一至第三覆盖部件81、82、83并不限于粘合片。
[0091]
[二次电池的制作]
[0092]
接下来,使两个正极片组40a1、40a2和两个负极片组50a1、50a2弯曲,使得图12中的第一电极体单元3a的上表面和第二电极体单元3b的上表面直接接触或经由其他部件接触。由此,将两个电极体单元3a、3b结合起来用作一个电极体3。然后,将所结合的电极体3布置在由以箱状或袋状成形的绝缘片形成的电极体支架14内。
[0093]
将被电极体支架14包围的电极体3插入方形外装体1内。然后,将封口板2和方形外装体1焊接,利用封口板2封闭方形外装体1的开口。然后,通过设在封口板2上的电解液注液孔15向方形外装体1内注入电解液。然后,利用空心铆钉等密封部件密封电解液注液孔15。由此,方形二次电池20就制作完成。
[0094]
[第一覆盖部件和注液部分的方式]
[0095]
图13是设置有第一覆盖部件81的部分的放大立体图。第一覆盖部件81包括粘合在焊接连接部60a、60b上的粘合部81a、81b和从第一正极集电体6a分离而浮起来的分离部81c。如示出了从图13只取下第一覆盖部件81后的状态的图14所示,分离部81c与第一正极集电体6a相分离,以便不会堵住设置在第一正极集电体6a上的集电体贯通孔6e的开口部、筒状部11b的开口部分。而且,在第一覆盖部件81中的分离部81c的周缘85与第一正极集电体6a之间形成有间隙87。
[0096]
如上所述,装配二次电池20后从电解液注液孔15注入电解液。此时,电解液通过筒状部11b后与开口覆盖部11c碰撞,然后与第一覆盖部件81的分离部81c碰撞,从而沿分离部81c的内表面侧流动,从间隙87向电极体3侧流入。假设不存在开口覆盖部11c、第一覆盖部件81且电解液从筒状部11b直接流入到电极体3侧的情况,则电解液会以与所注入的势头相同的势头、流入速度与电极体3碰撞。这样一来,电解液与从电极体3的顶边突出的隔板的上端部分碰撞,导致隔板卷缩,从而可能会有发生内部短路。然而,在本实施方式的电池中,电解液的流入速度减小,因此不会发生隔板卷缩的情况。在本实施方式中,利用开口覆盖部11c和第一覆盖部件81这两者降低电解液的流入速度,因此能够有效地防止隔板卷缩。
[0097]
(其他实施方式)
[0098]
上述的实施方式是本技术发明的示例,本技术发明并不限于上述的例子,也可以对上述的例子上组合公知常识、惯用技术、公知技术,或替换其中的一部分。此外,所属技术领域的技术人员能够容易想到的改良发明也包含于本技术发明中。
[0099]
电极体也可以是在层叠正极板、负极板和隔板后将它们卷绕的结构。电极体单元也能够做成卷绕结构。
[0100]
在上述的实施方式中,示出了在外装体内布置两个电极体单元的例子,然而电极体单元可以是一个,也可以是三个以上。
[0101]
在上述的实施方式中,示出了正极集电体和负极集电体分别由两个元器件构成的例子,然而正极集电体和负极集电体分别也可以由一个元器件构成。
[0102]
关于正极板、负极板、隔板以及电解质等,能够使用公知的材料。
[0103]
覆盖部件只要能够捕获异物即可,其可以是任意的部件,并不限于使用了塑料薄膜的粘合片。例如,可以使用借助热、光等而固化的密封树脂等涂布材料作为覆盖部件,也可以是使用金属箔、无纺布等的粘合片。
[0104]
第一覆盖部件也可以不在与分离部的周缘之间设置间隙,在该情况下,将供电解液流出的孔设置在第一覆盖部件上即可。该孔设置在从筒状部的开口向水平方向分开的位置上。即,在筒状部的开口的正上方之外的部分上设置孔。由此,电解液一旦与第一覆盖部件碰撞后,流入的速度降低,然后从孔向电极体侧流入进去。
[0105]-符号说明-[0106]1ꢀꢀꢀꢀꢀꢀ
方形外装体(外装体)
[0107]2ꢀꢀꢀꢀꢀꢀ
封口板
[0108]3ꢀꢀꢀꢀꢀꢀ
电极体
[0109]
3a
ꢀꢀꢀꢀꢀ
第一电极体单元
[0110]
3b
ꢀꢀꢀꢀꢀ
第二电极体单元
[0111]4ꢀꢀꢀꢀꢀꢀ
正极板
[0112]5ꢀꢀꢀꢀꢀꢀ
负极板
[0113]
6a
ꢀꢀꢀꢀꢀ
第一正极集电体
[0114]
6b
ꢀꢀꢀꢀꢀ
第二正极集电体
[0115]
6e
ꢀꢀꢀꢀꢀ
集电体贯通孔(注液孔)
[0116]7ꢀꢀꢀꢀꢀꢀ
正极端子(正极外部端子)
[0117]
8a
ꢀꢀꢀꢀꢀ
第一负极集电体
[0118]
8b
ꢀꢀꢀꢀꢀ
第二负极集电体
[0119]9ꢀꢀꢀꢀꢀꢀ
负极端子(负极外部端子)
[0120]
11b
ꢀꢀꢀꢀ
筒状部
[0121]
11c
ꢀꢀꢀꢀ
开口覆盖部
[0122]
15
ꢀꢀꢀꢀꢀ
电解液注液孔
[0123]
20
ꢀꢀꢀꢀꢀ
方形二次电池(电池)
[0124]
40
ꢀꢀꢀꢀꢀ
正极片(片部)
[0125]
40a
ꢀꢀꢀꢀ
正极片组
[0126]
40a1
ꢀꢀꢀ
第一正极片组
[0127]
40a2
ꢀꢀꢀ
第二正极片组
[0128]
50
ꢀꢀꢀꢀꢀ
负极片(片部)
[0129]
50a
ꢀꢀꢀꢀ
负极片组
[0130]
50a1
ꢀꢀꢀ
第一负极片组
[0131]
50a2
ꢀꢀꢀ
第二负极片组
[0132]
60a、60b
ꢀꢀ
焊接连接部(第一焊接部)
[0133]
61a、61b
ꢀꢀ
焊接连接部(第二焊接部)
[0134]
81
ꢀꢀꢀꢀꢀꢀ
第一覆盖部件
[0135]
82
ꢀꢀꢀꢀꢀꢀ
第二覆盖部件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1