一种粘接性功能隔膜的制备方法及其系统、锂离子电池与流程
一种粘接性功能隔膜的制备方法及其系统、锂离子电池
1.优先权说明
2.本申请要求于2020年9月14日提交的中国申请号cn202010960006.9以及于2020年09月19日提交的中国申请号cn202010988637.1的优先权,将该申请的内容引入本文作为参考。
技术领域
3.本发明涉及锂电池隔膜领域,具体是一种粘接性功能隔膜的制备方法及其系统、锂离子电池。
背景技术:
4.锂离子电池通常主要由正极,负极,隔膜,电解液,电池外壳组成。锂离子电池结构中,隔膜是关键的内层组件之一。粘接性功能隔膜是一种常见的锂离子电池隔膜种类,在聚烯烃或者聚酯无纺布隔膜上涂覆具有粘接性功能的涂层,经过热压工艺后可以将电池的极片与隔膜粘接在一起。粘接性功能涂布膜可以有效的提高隔膜的吸液和保液能力,增加对电解液的浸润性,降低隔膜和极片之间的界面电阻,从而有效的提高电池的循环性能。使用粘接性功能涂布膜还能使裸电芯的机械强度变高,便于加工成不同形状,同时漏液气胀率较低,一定程度上提高了电池的安全性。
5.但是常见的粘接性功能涂层包括pvdf和pmma涂层,都对隔膜的耐热性能没有明显的改善。此外,通过溶剂溶解后涂布形成的粘接性涂层往往容易发生吸电解液溶胀导致电池内阻增加,而使用水分散后进行涂布又无法达到电芯加工所需要的粘接强度。而且隔膜的涂覆通常是和基膜的加工开分开完成的,工序繁多会导致最终成品分切良率的下降,成本增加。
技术实现要素:
6.本发明的目的在于克服目前技术的不足,提供一种具有高粘接性、高耐热性的粘接性功能隔膜的制备方法及其系统、锂离子电池。
7.为实现上述目的,本发明采用的技术方案为:
8.一种粘接性功能隔膜的制备方法,依次包括:基膜初步热定型、基膜在线涂布、涂布膜热定型;
9.其中,基膜为聚烯烃膜。
10.以及,一种粘结性功能隔膜的制备方法,依次包括:基膜初步热定型、基膜在线涂布、涂布膜热定型;
11.其中,基膜为聚酯无纺布;所述在线涂布制得的涂层为粘黏涂层,所述粘黏涂层包括粘接性聚合物和无机颗粒。
12.以及,一种粘接性功能隔膜的制备系统,其特征在于,包括:在基膜热定型的行进路线中设置有多节的烘箱,相邻烘箱的间隔位置设置有用于基膜涂覆涂布浆料的涂布装
置;
13.其中,基膜为聚烯烃膜。
14.以及,一种粘接性功能隔膜的制备系统,其特征在于,包括:在基膜热定型的行进路线中设置有多节的烘箱,相邻烘箱的间隔位置设置有用于基膜涂覆涂布浆料的涂布装置;
15.其中,基膜为聚酯无纺布。
16.以及,包括上述方案中任何一项粘接性功能隔膜的锂离子电池。
17.与现有技术相比,本发明的积极效果是:将在线涂布流程设置于基膜热定型结束前阶段且基膜初步热定型之后,充分利用基膜热定型烘箱温度对基膜、涂布浆料进行干燥。基膜预热定型时候的温度加快溶剂脱出速度,增加粘黏涂层内粘接性聚合物分布的不均匀性,使粘黏涂层表面粘接性聚合物含量增加,孔径变大,粘黏涂层底部无机颗粒含量增加,堆积紧密,有效的提高隔膜的耐热性和粘接性能。
18.热定型过程因为基膜和粘黏涂层同时烘干定型,因此为后续控制同时回缩提供条件基础,避免了因为溶剂挥发的体积变化而产生的涂粘黏涂层里层堆积不紧密,有效的提高了界面结合强度,对粘黏涂层剥离强度和耐热性的增加有积极作用。
19.相对于传涂布方式,利用在线涂布方式制备的粘接性功能隔膜耐热性、剥离强度和粘接强度都得到改善,最终使得电池的安全性、循环性能以及其它电化学性能得到有效提升,且相较于现有工艺流程更加简化、分切合格率也有显著提升。
附图说明
20.图1为本发明样品测试涂层面密度时的俯视图。
具体实施方式
21.在下文中,将参考附图来详细描述本发明的优选实施方案。在描述之前,应当理解,不应将在说明书和所附权利要求书中使用的术语解释为限于一般的词典含义,而应当根据允许本发明人为了最好的解释而合适地限定术语的原则,基于对应于本发明的技术方面的含义和概念进行解释。因此,在此提出的描述仅是为了说明目的而优选的例子,不是为了限制本发明的范围,因此,应当理解,可以在不背离本发明的精神和范围的情况下作出其它的等价物和修改。
22.【粘接性功能隔膜的制备方法】
23.本发明提供的粘接性功能隔膜的制备方法,依次包括:基膜初步热定型、基膜在线涂布、涂布膜热定型;其中,基膜为聚烯烃膜。本发明将涂布工艺步骤设置在对聚烯烃膜的热定型过程中,而不是聚烯烃膜热定型开始前或完成后,与常规工艺中聚烯烃膜热定型步骤不同,先将聚烯烃膜初步微干热定型后再进行涂布,便于控制在线涂布与热定型中张力和温度同步化,易于涂布,方便操作控制,从而优化制品涂布膜的的平整性,能够保证后续涂布膜的分切合格率≥90%,此外,在涂布膜热定型的过程中,聚烯烃膜与涂层同时干燥定型,二者之间可以相互调控,使得制得的涂布膜厚度、孔隙率、一致性好。
24.同时,有利于涂层与聚烯烃膜之间良好的排布,使得聚烯烃膜与涂层之间的贯通性大大增加,从而降低隔膜透气值,透气值越小,隔膜内阻相应越低,锂离子在传输过程中
更加容易,有利于锂电池循环及大倍率充放电性能。
25.本发明提供的粘接性功能隔膜的制备方法,进一步还可依次包括:基膜的初步热定型、在线涂布、涂布膜的热定型;其中,在线涂布制得的涂层为粘黏涂层,粘黏涂层包括粘接性聚合物和无机颗粒。
26.本发明粘结性功能隔膜的结构为基膜以及涂覆在基膜至少一个表面的粘黏涂层,粘结涂层中包括粘接性聚合物和无机颗粒。沿基膜厚度方向,靠近基膜的领域为粘结涂层的里层,远离基膜的领域为粘结涂层的表层。
27.上述基膜不受限于特定的类型,只要其为本领域常用的即可,可以为聚烯烃或聚酯无纺布中的任意一种。
28.以聚烯烃基膜为例,本发明将涂布过程和基膜的热定型同时进行,其优点在于热定型过程中聚烯烃基膜自身带有热量,使粘黏涂层浆料在烘干过程中受热均匀,粘结涂层里层浆料中的溶剂能够在表层发生液固分离定型之前发生迁移,因此能够带动更多粘接性聚合物向粘结涂层表层迁移,呈现粘接性聚合物在涂层厚度方向上的梯度分布,粘结涂层表层粘接性聚合物组分的提高对粘接性能的提高有着显著作用。
29.当基膜为聚酰无纺布时,相比于使用聚烯烃膜,无纺布材料的耐热性较好,但是孔径太大,制备电芯时会发生短路,不经过涂布往往无法直接使用。本发明通过在线涂布的方式使聚合物在涂层厚度梯度上呈现不均匀分布,靠近无纺布基材一侧的涂层无机填料含量更高,孔隙率更低,可以有效的降低涂覆隔膜的通孔大小,从而避免电芯短路、自放电等现象。
30.为提高上述制备方法下所制隔膜的热收缩性能,进一步可选的在基膜在线涂布后控制涂布膜回缩,即,于基膜在线涂布的同时,当粘结涂层还处于液体状态下控制同步回缩程度,使粘结涂层与基膜面接触更加紧密,有效提升粘结涂层热收缩性能。聚烯烃基膜在热处理过程中由于萃冷而冻结的分子链段开始重新发生取向,二次结晶,隔膜在md、td两个方向,尤其是md方向上会发生一定的回缩,基膜的回缩会使粘结涂层里层堆叠更紧密,增加粘结涂层的剥离强度和隔膜整体的耐热收缩性能。
31.具体的,基膜能够在粘结涂层浆料处于液体状态时进行md方向进行0.1~10%回缩,使粘结涂层与基膜面接触更加紧密,涂布后剥离强度有很大提升,较好的剥离强度可以抵抗高温下隔膜的热收缩趋势,改善隔膜的耐热性能,较低的热收缩率可以大大降低锂离子电池由于高温异常工作导致隔膜收缩造成正负极接触短路引起的爆炸风险。优选的,基膜md方向的回缩范围可以为0.1~1%,或1~9%,或2~8%,或3~7%,或4~6%,或5%。
32.【粘接性功能隔膜的制备系统】
33.上述制备方法对应有粘接性功能隔膜的制备系统:在基膜热定型的行进路线中设置有多节的烘箱,相邻烘箱的间隔位置设置有涂布装置。为满足单层或多层涂布需求,具体的,沿着基膜热定型的行进路线,设置有一组或多组连续设置的小组,每个小组包括涂布装置、位于涂布装置上游用于初步干燥未涂料基膜的初步热定型烘箱、位于涂布装置下游用于干燥涂料后涂布膜的涂布热定型烘箱。
34.涂布装置或涂布方式不做特殊限定,可以为本领域内任一常规选择,例如涂布方式可以列举包括凹版涂布、喷涂、浸涂及线棒涂布中的任意一种。作为示例,若在湿法制膜的工艺中,需要通过例如二氯甲烷等小分子萃取溶剂实现基膜成孔,因而涂布装置应该安
装在基膜内小分子萃取溶剂大部分挥发之后,避免大量溶剂挥发在基膜上产生较大气孔。
35.进一步的,在基膜热定型的行进路线中设置有多节的烘箱,相邻烘箱的间隔位置设置有用于基膜涂覆涂布浆料的涂布装置,涂布装置与烘箱之间设置有用于控制基膜回缩的控缩装置。具体的,为提高所制涂布膜的热收缩性能,沿着基膜热定型的行进路线,可以选择在小组中的涂布装置的下游设置有用于控制涂布膜回缩的控缩装置,该装置能够在涂布装置将粘黏涂层浆料涂布在基膜上后,且粘黏涂层浆料处于液体状态时控制基膜的回缩程度;可选的,用于控制涂布膜回缩的控缩装置能够在浆料处于液体状态时进行md方向0.1~10%的回缩,涂布浆料同基膜一起回缩并由后续的涂布热定型烘箱加热干燥实现同步热定型。
36.具体的,控缩装置可以为实现紧持或夹紧基膜,控制基膜md方向回缩的任意机械结构。
37.在湿法基材在线涂布的过程中,加热烘箱的温度、湿度以及基材中萃取溶剂的挥发对涂层的造孔都有影响,当涂布浆料为低沸点溶剂时,温度的影响会更加明显。在涂布前,要使基膜充分受热,萃取溶剂部分挥发。沿着基膜热定型的行进方向,布置在涂布装置之前的烘箱温度控制在40℃~120℃,作为示例,烘箱温度优选为70℃~120℃。
38.沿着基膜热定型的行进方向,在涂布装置之后的烘箱中布置有湿度控制装置和溶剂浓度控制装置;涂布后的第一段烘箱需要控制合适的湿度和溶剂浓度以及温度控制涂层液固分离定型的时间,湿度控制装置控制烘箱内的绝对湿度为10g/m3~30g/m3,进一步优选为13g/m3~20g/m3,溶剂浓度控制装置控制烘箱内的溶剂浓度在在50%以下,控制烘箱温度在40℃~130℃,优选为40℃~80℃。在此基础上,前述第一段烘箱后的烘箱为了充分进行热定型,烘箱温度为50℃~130℃,优选为70~130℃。
39.【粘接性功能隔膜】
40.本发明粘结性功能隔膜的结构为基膜以及涂覆在基膜至少一个表面的粘黏涂层。
41.上述基膜不受限于特定的类型,只要其为本领域常用的即可,可以为聚烯烃或聚酯无纺布中的任意一种。
42.其中,聚烯烃膜不受限于特定的类型,只要其为本领域常用的即可,所述聚烯烃包括但不限于:聚乙烯、聚丙烯、聚丁烯、聚戊烯、聚己烯、聚辛烯中的至少一种共聚物,或者混合物。当聚烯烃膜为超高分子量pe时,可优选超高分子量pe的分子量在30~200万之间。
43.作为示例,粘黏涂层为多孔活性结构,主要由粘接性聚合物和无机颗粒两部分组成。粘黏涂层中靠近基膜的领域为里层,远离基膜的领域为表层,粘黏涂层中的粘接性聚合物成分占比沿基膜的厚度方向梯度分布,粘黏涂层表层的粘接性聚合物含量高于粘黏涂层里层的粘接性聚合物含量。
44.粘黏涂层里层孔径较小,分布均匀;粘黏涂层表层孔径较大。表层中值孔径大小与内层中值孔径的大小的比值为10:1~10:9。作为示例,粘黏涂层中微孔的尺寸介于20~5000nm之间;多孔层的重量介于0.2~20g/m2之间;多孔层的厚度介于0.2~20μm之间。优选的微孔的尺寸介于20~1000nm之间;多孔层的重量介于2~15g/m2之间,多孔层的厚度介于2~15μm之间。
45.作为示例,粘接性聚合物可选为:聚偏二氟乙烯及其共聚物、聚丙烯酸酯、聚丙烯酸及其共聚物、聚丙烯腈、聚乙烯吡咯烷酮、聚乙酸乙烯酯及其共聚物、聚酰亚胺、聚环氧乙
66.总面密度=m1/s
×
10667.基膜面积密度=m2/s
×
10668.m1——涂布样品的重量,单位为g;
69.m2——未涂布样品的重量,单位为g;
70.s——样品的面积,单位是mm2。
71.实施例1
72.将1.6kg的al2o3加入4.5kg的丙酮中,分散研磨。另外将0.6kg的pvdf
‑
hfp加入3.5kg的丙酮中冷却分散后升温搅拌溶解,将制得的al2o3分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,al2o3粒径为0.8μm。
73.设计9μm的pe膜,使用凹版辊进行双面涂布,初步热定型烘箱温度80℃,控制基膜回缩率4%,涂布后第一段烘箱温度60℃,湿度18g/m3,溶剂浓度18%,第二、三段烘箱100℃,烘干后得到的粘结性功能隔膜厚度16um,粘黏涂层厚度7um。
74.实施例2
75.将1.6kg的al2o3加入4.5kg的丙酮中,分散研磨。另外将0.6kg的pvdf
‑
hfp加入3.5kg的丙酮中冷却分散后升温搅拌溶解,将制得的al2o3分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,al2o3粒径为0.8μm。
76.设计9μm的pe膜,使用凹版辊进行双面涂布,初步热定型烘箱温度80℃,基膜在制膜机械产生的张力作用下并不回缩,涂布后第一段烘箱温度60℃,湿度18g/m3,溶剂浓度18%,第二、三段烘箱100℃,烘干后得到的粘结性功能隔膜厚度16um,粘黏涂层厚度7um。
77.实施例3
78.将1.6kg的al2o3加入4.5kg的丙酮中,分散研磨。另外将0.4kg的pvdf
‑
hfp加入3.5kg的丙酮中冷却分散后升温搅拌溶解,将制得的al2o3分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,al2o3粒径为0.6μm。
79.设计9μm的pe隔膜,使用凹版辊进行双面涂布,预热定烘箱温度80℃,涂布后第一段烘箱温度60℃,控制基膜回缩率4%,湿度16g/m3,溶剂浓度22%,第二、三段烘箱100℃,烘干后得到的粘结性功能隔膜厚度19μm,涂粘黏涂层厚度10μm。
80.实施例4
81.将1.6kg的baso4加入4.5kg的丙酮中,分散研磨。另外将0.35kg的pvdf
‑
ctfe加入3.2kg的丙酮和0.3kg的乙醇中冷却分散后升温搅拌溶解,将制得的baso4分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,baso4粒径为0.5μm。
82.设计9μm的pe隔膜,使用线棒进行双面涂布,预热定烘箱温度80℃,涂布后第一段烘箱温度55℃,控制基膜回缩率3%,湿度20g/m3,溶剂浓度15%,第二、三段烘箱100℃,,烘干后得到的粘结性功能隔膜厚度13μm,粘黏涂层厚度4μm
83.实施例5
84.将1.6kg的al2o3加入4.5kg的丙酮中,分散研磨。另外将0.4kg的pvdf
‑
hfp加入3.5kg的丙酮中冷却分散后升温搅拌溶解,将制得的al2o3分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,al2o3粒径为0.6μm。
85.设计9μm的pte无纺布隔膜,使用凹版辊进行双面涂布,预热定烘箱温度80℃,涂布后第一段烘箱温度60℃,湿度16g/m3,溶剂浓度22%,第二、三段烘箱100℃,烘干后得到的
粘结性功能隔膜厚度19μm,涂粘黏涂层厚度10μm。
86.对比例1
87.将1.6kg的al2o3加入4.5kg的丙酮中,分散研磨。另外将0.6kg的pvdf
‑
hfp加入3.5kg的丙酮中冷却分散后升温搅拌溶解,将制得的al2o3分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,al2o3粒径为0.8μm。
88.使用9μm的pe成品隔膜,凹版辊进行双面涂布,经过水洗后经过三段式烘箱烘干,烘干温度分别为60/100/100℃,烘干后的涂布膜厚度为16μm,涂层厚度为7μm。
89.对比例2
90.将1.6kg的al2o3加入4.5kg的丙酮中,分散研磨。另外将0.4kg的pvdf
‑
hfp加入3.5kg的丙酮中冷却分散后升温搅拌溶解,将制得的al2o3分散液和pvdf
‑
hfp溶液混合均匀得到涂布液。其中,al2o3粒径为0.6μm。
91.使使用9μm的pe隔膜,凹版辊进行双面涂布,经过水洗后经过三段式烘箱烘干,烘干温度分别为60/100/100℃,烘干后的后的涂布膜厚度为19μm,涂层厚度为10μm.
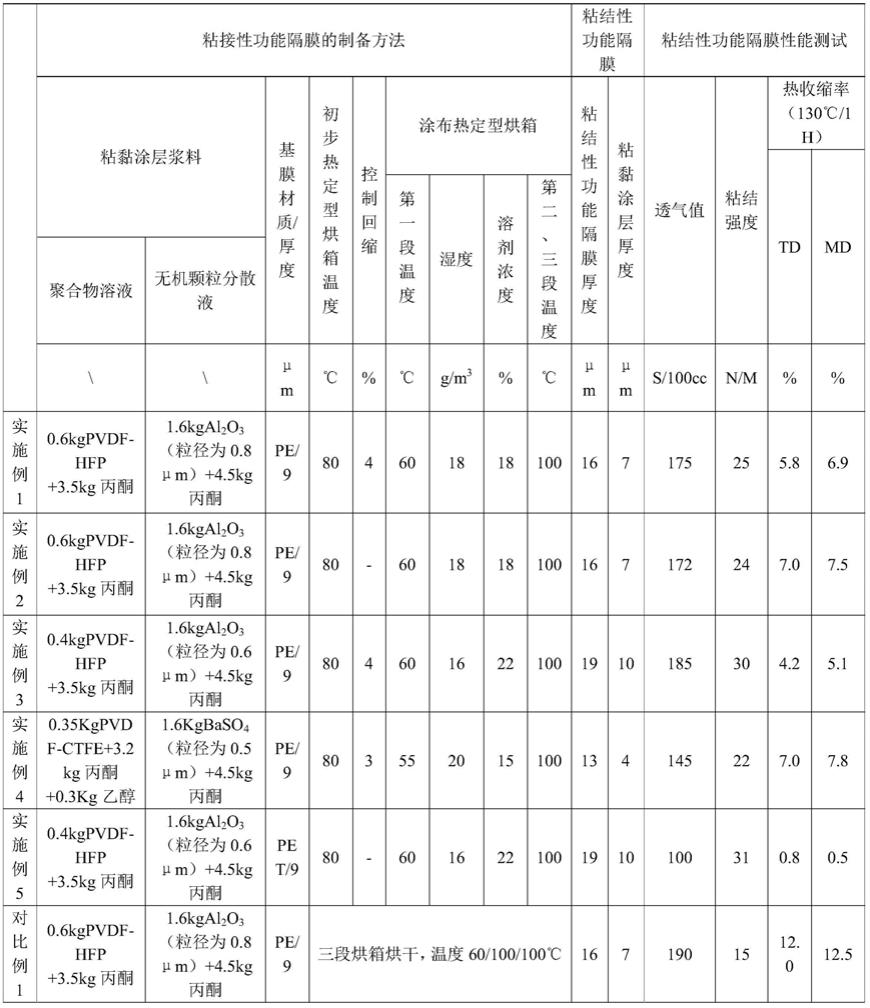
92.表1
[0093][0094][0095]
表1可以看出,本申请的实施例中聚烯烃基材在线涂布后在透气值和对比例差不多的情况下,热收缩获得了较大的提高,同时粘接强度也有很大的提升。在使用无纺布类隔膜时,不均匀涂层底部的陶瓷致密层有效覆盖大孔,避免短路,并且具备比烯烃类材料更好的耐热收缩性能。因此可以认为在保证一定透气度的情况下,使用本发明制备的高性能粘接性功能隔膜不仅粘接强度得到了提高,同时还具备了普通粘接性涂层所不具有的抵抗热收缩的能力。使用该类隔膜制作的锂离子电池将在安全性、加工难度和循环稳定性上有着巨大的优势。
[0096]
同时,可以有效提高使用该隔膜制备的电池的安全性能和循环能力,同时因为将
涂布和制膜工艺同步完成,减少了工序,降低了成本。
[0097]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本发明构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1