一种直流变压器线圈起头绕制工装及方法与流程
1.本发明涉及变压器生产领域,具体地说是一种直流变压器线圈起头绕制工装及方法。
背景技术:
2.现有技术中,针对直流变压器线圈绕制起头方法需要按照撑条数量和标号位置放置阶梯垫块,然后固定出头,再利用阶梯垫块绕制首段线饼,绕制完成后取出阶梯块,再按照图纸要求放置角环和u型垫块,整个过程需要两人配合完成,默契度要求较高,即使技能成熟的绕线工绕制本饼也平均需要6个小时以上,操作难度大,效率低,另外阶梯垫块需要的材质特殊,制作尺寸要求高,需要在绕制过程中配制,如果配制不及时,经常会延误生产。
技术实现要素:
3.本发明的目的在于提供一种直流变压器线圈起头绕制工装及方法,降低了线圈首段起头绕制的操作难度,可实现单人操作,提高了生产效率,并且节约工装成本。
4.本发明的目的是通过以下技术方案来实现的:
5.一种直流变压器线圈起头绕制工装,包括静电板、静电板u型垫块、支撑板和u型垫块,线圈绕制时,静电板套装于纸板筒上,且静电板上设有静电板u型垫块,首段第一匝线和支撑板均设于静电板u型垫块上,且支撑板内侧与首段第一匝线外侧相抵,首段其余各层匝线由下到上依次绕制于纸板筒上,且首段第二匝线下侧通过支撑板支撑,u型垫块置于首段倒数第二层匝线上侧,且首段最上层匝线设于u型垫块中,相邻u型垫块之间设有内角环,u型垫块上方形成导线换位揻弯的底位换位位置,所述首段第一匝线下侧设有线圈下部出头,且线圈平绕时所述线圈下部出头固定在绕线模具上。
6.所述内角环两端设有内角环搭接部,且所述内角环搭接部置于对应侧的u型垫块中。
7.所述支撑板厚度与单根导线宽度相同。
8.一种根据所述的直流变压器线圈起头绕制工装的方法,包括如下步骤:
9.步骤一:将静电板套在纸板筒上,且所述静电板上沿圆周方向均布多个静电板u型垫块;
10.步骤二:预留线圈下部出头长度,并将线圈下部出头固定在绕线模具上,在静电板u型垫块上侧沿着纸板筒圆周方向绕制首段第一匝线;
11.步骤三:将各支撑板沿纸板筒圆周方向放置在对应的静电板u型垫块上,并使支撑板内侧紧贴首段第一匝线,然后在首段第一匝线上侧平绕首段第二匝线,且所述首段第二匝线下侧通过支撑板支撑;
12.步骤四:在首段第二匝线上方由下到上依次平绕首段除最上层匝线外的其余各匝线;
13.步骤五:沿纸板筒圆周方向将u型垫块均布于首段倒数第二层匝线上侧,并在首段
倒数第二层匝线上方平绕首段最上层匝线,并且所述首段最上层匝线设于u型垫块中,在首段最上层匝线平绕过程中将各根导线在对应的底位换位位置进行换位揻弯,并且在平绕换位过程中沿着圆周方向在相邻u型垫块之间依次放置内角环,调整内角环搭接部在u型垫块上;
14.步骤六:松开线圈下部出头,并取下支撑板,将线圈下部出头沿着绕制反方向移动,并逐匝将反段导线落在静电板u型垫块上,使各匝导线平齐,并重新整理线段紧实度。
15.本发明的优点与积极效果为:
16.1、本发明首先预留线圈出头长度,并采用平绕的方法,利用支撑板代替阶梯垫块补位,降低了线圈首段起头绕制的操作难度,可实现单人操作,相比于现有技术,本发明绕制首段平均需要3个小时左右的时间,工作效率明显提升。
17.2、本发明在导线换位揻弯过程中便可以放置好角环和u型垫块,最后打开线圈下部出头的临时绑扎带后再取出支撑板,并沿反方向松开固定的导线出头逐匝将导线落在静电板u型垫块上即可完成首段绕制,相比于现有技术先取出阶梯块,再按照图纸要求放置角环和u型垫块,整个工序进行了简化,且可以保证尺寸要求。
18.3、本发明通过取消高成本的单台定制的阶梯垫块,改为使用厚度与单根导线宽度相同的木质支撑板,节约工装制作成本,并且制造简单,不会延误生产。
附图说明
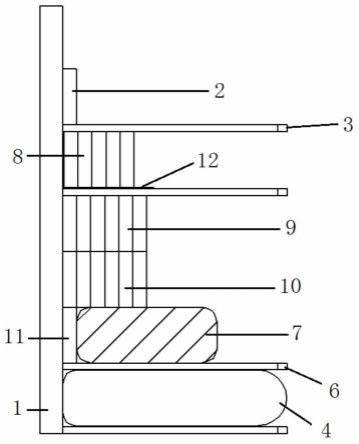
19.图1为本发明绕制方法的平绕示意图,
20.图2为本发明绕制方法的平绕俯视图,
21.图3为本发明绕制方法的平绕左视图,
22.图4为本发明绕制方法的反段完成示意图,
23.图5为本发明绕制方法的反段完成俯视图。
24.其中,1为纸板筒、2为底位换位位置、3为u型垫块、4为静电板、5为线圈下部出头、6为静电板u型垫块、7为支撑板、8为首段第四匝线、9为首段第三匝线、10为首段第二匝线、11为首段第一匝线、12为内角环、13为内角环搭接部。
具体实施方式
25.下面结合附图对本发明作进一步详述。
26.如图1~5所示,本发明工装包括静电板4、静电板u型垫块6、支撑板7和u型垫块3,其中静电板4套装于纸板筒1上,且静电板4上沿着纸板筒1圆周方向均布有多个静电板u型垫块6,如图3所示,首段第一匝线11绕制于纸板筒1上并设于静电板u型垫块6上侧,如图2所示,多个支撑板7沿着纸板筒1圆周方向均布放置在对应的静电板u型垫块6上,并且如图3所示,所述支撑板7内侧靠在所述首段第一匝线11上,首段第二匝线10和首段第三匝线9由下到上依次绕制于纸板筒1上,且首段第二匝线10下侧通过所述支撑板7支撑,多个u型垫块3沿着纸板筒1圆周方向均布放置于所述首段第三匝线9上,并且如图2所示,相邻u型垫块3之间设有内角环12,如图3所示,首段第四匝线8绕制于u型垫块3中并且内侧和下侧与内角环12紧贴,u型垫块3上方形成线圈换位揻弯的底位换位位置2,如图1所示,所述底位换位位置2设于任意相邻两个u型垫块3之间,各导线由对应的底位换位位置2换位揻弯。
27.如图1所示,所述首段第一匝线11下侧形成线圈下部出头5,所述首段第一匝线11、首段第二匝线10、首段第三匝线9和首段第四匝线8均为平绕方式,且各导线平绕时所述线圈下部出头5通过绑扎带固定在绕线模具上。
28.如图2所示,所述内角环12两端设有内角环搭接部13,且所述内角环搭接部13置于对应侧的u型垫块3中。
29.如图3所示,所述支撑板7厚度与单根导线宽度相同,在线圈平绕时用于临时补充首段第一匝线11,同时支撑首段第二匝线10,绕制完成后打开线圈下部出头5的临时绑扎带,可取出支撑板7。
30.本发明的工作原理为:
31.本发明绕制方法包括如下步骤:
32.步骤一:将静电板4套在围制完成的纸板筒1上,且所述静电板4上沿纸板筒1圆周方向均布多个静电板u型垫块6;
33.步骤二:如图1所示,按照图纸尺寸预留线圈下部出头5长度,使用绑扎带将线圈下部出头5固定在绕线模具上,所述绕线模具为本领域公知技术,按照图纸并绕根数、匝数沿着纸板筒1圆周方向绕制首段第一匝线11,如图3所示,所述首段第一匝线11位于静电板u型垫块6上侧;
34.步骤三:如图2所示,将各支撑板7沿纸板筒1圆周方向均布放置在对应的静电板u型垫块6上,并且如图3所示,所述支撑板7内侧紧贴首段第一匝线11,然后按照图纸并绕根数、匝数向上平绕首段第二匝线10,且所述首段第二匝线10下侧压在支撑板7上;
35.步骤四:如图3所示,在首段第二匝线10上方,按照图纸并绕根数、匝数向上平绕首段第三匝线9(当匝线数量较多时,即由下到上依次平绕首段除最上层匝线外的其余各匝线);
36.步骤五:如图2~3所示,沿纸板筒1圆周方向将u型垫块3均布于首段第三匝线9上侧(当匝线数量较多时,即将u型垫块3均布于首段倒数第二层匝线上侧),并按照图纸并绕根数、匝数向上平绕首段第四匝线8(当匝线数量较多时,即平绕首段最上层匝线),且所述首段第四匝线8置于u型垫块3中,在首段第四匝线8平绕过程中将各根导线在对应的底位换位位置2进行换位揻弯,并且在平绕换位过程中沿着圆周方向在相邻u型垫块3之间依次放置内角环12,调整内角环搭接部13置于u型垫块3上,完成平绕工作;
37.步骤六:如图4~5所示,松开线圈下部出头5的绑扎带,并取下支撑板7,将线圈下部出头5沿着绕制反方向移动一定距离,以使各匝线圈直径适当扩大,再逐匝将反段导线落在静电板u型垫块6上,使各匝导线平齐,同时u型垫块3落在对应的静电板u型垫块6上,重新整理线段紧实度后,即可完成首段绕制工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1