无线射频天线的布置方法与流程
1.本发明涉及无线射频技术领域,具体地,提供一种无线射频系统的无线射频天线的布置方法。
背景技术:
2.无线射频通信系统通常包括相互分离的无线射频天线以及电子标签,读写器通过无线射频芯片与电子标签进行通信,例如向电子标签发送数据,或者从电子标签读取数据。无线射频通信已经广泛应用在各个领域,例如用于在产品的生产、货物运输与仓储等。
3.随着人们对个性化定制产品的需求日益强烈,例如,越来越多的人们喜欢定制个性化服装,年轻家庭为新居定制家具等。个性化定制意味着某个规格的产品或部件数量非常少,甚至只有一件,这对工厂的车间制造提出了全新的技术要求和管理要求,一个可行的技术方案是引入uhf(超高频)无线射频识别技术,即rfid技术。本文以下所指的rfid技术均为uhf(超高频)rfid技术。rfid技术应用在生产线时,需要将每一件定制的产品或其部件绑定(例如绑线固定、粘贴或嵌入)一张具有唯一编码的rfid标签,在车间的生产线上、仓库、物流环节利用rfid识别系统,按流水线(单件或多件)方式或按批量(数十甚至数百件)方式进行识别跟踪。通常,管理要求标签识别率不低于99.995%。由于生产条件的限制,现有rfid识别技术及其系统难于满足这个要求。
4.无线射频通信系统主要由rfid电子标签、rfid读写器和rfid天线组成。其中,rfid电子标签又称为射频标签、应答器、数据载体,它由芯片和天线组成,rfid电子标签天线种类包括蚀刻天线、pcb板镀铜天线、陶瓷天线等,蚀刻天线的优点是成本较低,缺点是同等垫距读距效果最差;pcb板镀铜天线的优点是读距较好,缺点是成本较高;陶瓷天线的优点是性能最好,缺点是成本高。
5.现在市面上还有一种电子标签是抗金属rfid标签,这种电子标签用一种特殊的防磁性吸波材料封装而成,从技术上解决了电子标签不能附着于金属表面使用的难题,这种电子标签可防水、防酸、防碱、防碰撞、耐高温,可在户外使用。将抗金属电子标签贴在金属上能获得良好的读取性能,甚至比在空气中读的距离更远。由于采用特殊的电路设计,这种电子标签能有效防止金属对射频信号的干扰,其杰出的性能是:贴在金属上的读取距离比不贴金属的识别距离更远。
6.rfid读写器是读写电子标签的设备,通常需要rfid天线实现与电子标签的通信,rfid天线又称读写器天线、无线射频天线,用于在电子标签和读写器之间传递射频信号,常用的rfid天线主要有线极化天线和圆极化天线。
7.电子标签与rfid读写器之间通过它们的天线的耦合元件实现射频信号的空间(无接触)耦合,在耦合通道内,根据时序关系,实现能量的传递、数据的交换。采用rfid系统进行无线射频识别时,rfid读写器通过无线射频天线发出查询信号,电子标签接收到该查询信号后,将查询信号的一部分能量用于电子标签内部芯片的工作电源,另一部分查询信号经过电子标签内部电路调制后返回至rfid读写器。
8.可见,rfid读写器能否识别到电子标签,主要取决于电子标签的天线所获得的能量是否足以激活电子标签内部的芯片及电路。电子标签的面积越大,意味着电子标签的尺寸越大,获得能量的能力越强;rfid天线与电子标签的天线之间的距离越大,电子标签的天线获得的能量越小。
9.对于线极化的rfid天线,当电子标签的天线的极化方向与该rfid天线的线极化方向一致时,感应出的信号最大,此时的rfid天线的识别距离最远,识别的灵敏度高;随着电子标签的天线的极化方向与线极化方向偏离越来越多时,感应出的信号越小,此时的识别距离变小,识别灵敏度变差;当电子标签的天线的极化方向与线极化方向正交时,感应出的信号为零,电子标签则不能被识别。
10.对于理想的圆极化rfid天线,无论电子标签的天线的极化方向如何,感应出的信号都是相同的,不会有什么差别,所以,大多数应用场合都采用圆极化rfid天线。但是,实际生产出来的圆极化rfid天线并不能做到理想的状态,且不同型号的波瓣宽度等重要指标也存在差异。波瓣宽度越大,对电子标签的天线与rfid天线的极化方向一致性要求越低,识别距离越小;波瓣宽度越小,对电子标签的天线与rfid天线的极化方向一致性要求越高,识别距离越大。
11.在车间的流水线上、仓库、物流环节等应用的流水作业无线射频识别系统,往往采用固定式的rfid天线。一方面,由于生产条件等的限制,有的要求电子标签必须要能防水、防腐蚀、耐高温,有的要求小尺寸电子标签且识别距离不能太小等等。另一方面,绑定在一件件产品上或其部件上的一张张电子标签的天线的极化方向是随机的,并非每张电子标签天线与rfid天线的极化方向都一致或趋于一致,这种情况下,很容易造成电子标签漏读。再一方面,对于生产线的流水作业,意味着每张电子标签的识别时间有限,且需要在一个有限的时间片内,识别数十甚至数百张电子标签,将对电子标签的识别带来极高的要求。以上三个方面的因素叠加在一起,使得现有rfid识别技术及其系统达不到生产管理要求的不低于99.995%的识别率要求。
12.如何在生产线、仓库的门径上合理布置无线射频天线,将影响电子标签的识别率。例如,公开号为cn207993048u的中国实用新型专利公开了一种高效生产线系统,该生产线系统上设置有多个无线射频天线,多个无线射频天线位于传送带的一侧,传送带上传输的货物上绑定有电子标签。但是,该方案仅仅是在传送带的流动方向上设置两个无线射频天线,以增加对电子标签的识别率,但由于没有考虑无线射频天线布置的合理性,也就是没有考虑无线射频天线的覆盖范围、生产线流速等多个因素对电子标签识别率的影响,因此,无法对无线射频天线进行合理的布置,往往导致电子标签的识别率不高,或者需要设置数量较多的无线射频天线以提高识别率,导致生产线系统的生产成本较高,最终导致产品的生产成本较高。
技术实现要素:
13.本发明的目的是提供一种能够满足电子标签识别率要求且生产成本较低的无线射频天线的布置方法。
14.为实现本发明的目的,本发明提供的无线射频天线的布置方法包括在货物移动通道上设置多个无线射频天线,每一无线射频天线能够沿自身轴线转动,从货物移动通道穿
过的每一货物上绑定有一个电子标签,任意一个货物上的电子标签与多个无线射频天线中的至少一个目标无线射频天线可以相对移动,且电子标签的天线面与目标无线射频天线互相平行或趋于平行;并且,根据无线射频天线的尺寸与货物移动通道在相对静止方向上的宽度计算布置的无线射频天线的数量,相对静止方向垂直于货物的相对移动方向;根据货物与无线射频天线之间的移动速度计算无线射频天线的转动速度,或者根据无线射频天线的转动速度计算货物与无线射频天线之间的移动速度,以使电子标签在无线射频天线读取范围内的通过时间不少于预设的覆盖时间。
15.由上述方案可见,通过对货物与无线射频天线之间的相对移动速度、无线射频天线的转动速度、无线射频天线的尺寸等多个因素来确定需要布置的无线射频天线的数量,且多个无线射频天线是在非流速方向上布置的,从而可以确定多个无线射频天线的位置,一方面能够确保货物上的电子标签能够有足够的时间被识别,另一方面能够以最少数量的无线射频天线来读取电子标签,降低生产线、仓库等生产成本。
16.一个优选的方案是,使电子标签在无线射频天线读取范围内的通过时间不少于预设的覆盖时间包括:使无线射频天线在一个转动周期内,至少有一次与电子标签的天线的极化方向一致或者趋于一致。
17.由于无线射频天线的每转动一个周期,均至少有一次与电子标签的天线的极化方向一致,或者趋于一致,这样,可以确保无线射频天线能够正确读取电子标签发送的信号,能够有效提高电子标签的识别率,使得生产流水线上的无线射频系统具有较高的识别灵敏度。
18.进一步的方案是,根据无线射频天线的尺寸与货物移动通道在相对静止方向上的宽度计算布置的无线射频天线的数量包括:计算货物移动通道在相对静止方向上的宽度与无线射频天线的尺寸的比值,根据比值以及读写器的最大无线射频天线通道数量确定无线射频天线的数量,其中,无线射频天线的数量不大于读写器的最大无线射频天线通道数量。
19.由于读写器的无线射频天线通道数量有限,一方面需要确保读写器能够读取所有无线射频天线所传输的信号,另一方面,还需要确保在相对静止方向上,多个无线射频天线能够完全覆盖货物移动通道,以避免电子标签被遗漏读取。本发明的方法能够最大限度的确保电子标签的识别率并且降低生产成本。
20.更进一步的方案是,如比值不大于读写器的最大无线射频天线通道数量,以不小于比值取整的数值作为无线射频天线的数量。
21.这样,能够在读写器能够读取的无线射频天线的范围内,布置合理的无线射频天线以确保对电子标签的识别率。
22.更进一步的方案是,如比值大于读写器的最大无线射频天线通道数量,以读写器的最大无线射频天线通道数量作为无线射频天线的数量。
23.由此可见,本发明能够避免设置的无线射频天线数量过多,并能够确保对电子标签的识别率。
24.优选的,如无线射频天线的数量不大于比值,多个无线射频天线在相对静止方向上移动以读取电子标签的数据,具体的,多个无线射频天线在相对静止方向上整体性移动。
25.这样,在相对静止方向上,如果多个无线射频天线无法完全覆盖货物移动通道,通过对多个无线射频天线进行整体性移动,并且在流速方向上往返移动的方式读取多个电子
标签的数据,也能够解决对电子标签识别率的问题。
26.更进一步的方案是,多个无线射频天线在相对静止方向上移动包括:多个无线射频天线每次移动的距离不大于多个无线射频天线在相对静止方向的总宽度。
27.由此可见,本发明可以避免多个无线射频天线每次移动的距离过大,并能够确保对电子标签的识别率。
28.更进一步的方案是,相对静止方向为二个以上;多个相对静止方向上的无线射频天线的数量总和不大于读写器的最大无线射频天线通道数量。
29.由此可见,在多个不同的相对静止方向上均设置无线射频天线,不管电子标签的朝向如何,均能够被至少一个无线射频天线所识别,从而确保电子标签的识别率。
30.更进一步的方案是,货物移动通道为流水式生产线,多个无线射频天线设置于流水式生产线的支架上,货物在传送带上传输;或者货物移动通道为门径通道,多个无线射频天线设置于门径通道的滑动架上,滑动架可在相对移动方向上滑动。
31.可见,本发明能够针对流水式生产线或者仓库的门径等合理的设置多个无线射频天线,从而确保无线射频天线能够对流经的货物上的电子标签进行准确的识别,进而确保生产的顺利进行。
附图说明
32.图1是应用本发明第一实施例的流水式生产线的结构示意图。
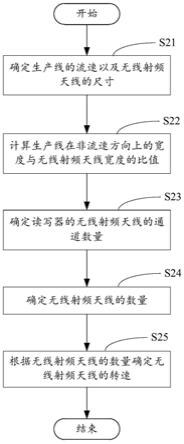
33.图2是本发明无线射频天线的布置方法第一实施例的流程图。
34.图3是本发明无线射频天线的布置方法第一实施例中第一种天线转动方式的流程图。
35.图4是本发明无线射频天线的布置方法第一实施例中第二种天线转动方式的流程图。
36.图5是应用本发明第二实施例的门径通道的结构示意图。
37.图6是本发明无线射频天线的布置方法第二实施例的流程图。
38.图7是应用本发明无线射频天线的布置方法第二实施例控制无线射频天线移动的流程图。
39.以下结合附图及实施例对本发明作进一步说明。
具体实施方式
40.本发明的无线射频天线的布置方法用于对流水式生产线或者门径上所设置的无线射频天线进行布置,确保流经该流水式生产线或者门径上的货物所携带的电子标签能够被准确的识别,为生产提供便利。一方面,需要确保对多个电子标签的识别准确率,另一方面,以最少的数量布置无线射频天线,以降低生产成本。下面分别以流水式生产线以及门径为例对本发明进行详细的说明。
41.无线射频天线的布置方法第一实施例:
42.本实施例应用于流水式生产线上,参见图1,流水式生产线10设置有传送带11,多个货物12放置在传送带11并由传送带11传输。本实施例中,每一个货物12上绑定有一张电子标签,优选的,每一张电子标签具有唯一的id码。从图1可见,传送带11的移动方向是沿x
轴的方向,因此,x轴方向也是传送带11的流向。
43.为了检测每一张电子标签的id码,在生产线上设置有多个无线射频天线,优选的,在传送带11的两侧均设置有支架20,例如在传送带11的y轴方向的两侧均设置有一个支架20,每一个支架20包括一根立柱21,在立柱21的上端设置有横杆22,在横杆22下方设置有无线射频天线支撑架23,每一个无线射频天线支撑架23的下表面设置有一个无线射频天线。此外,无线射频天线支撑架23由电机24带动转动,使得无线射频天线能够沿自身的轴线转动。
44.从图1可见,在传送带11的上方设置有四个无线射频天线支撑架23,因此,在传送带11的上方,使用四个无线射频天线读取传送带11上的电子标签的数据。四个无线射频天线分为两组,每一组包括两个沿y轴方向布置的无线射频天线,其中一组的无线射频天线的中心线与另一组的无线射频天线两两间的间隔中心线互相对正。当然,如果传送带11的界面宽度小于正方形的无线射频天线的宽度的2倍,则每一组只需设置一个无线射频天线即可。
45.然而,由于货物12在传送带11上可能是无序摆放,货物12上的电子标签的天线方向是不确定的,如果电子标签的天线刚好位于xoz平面,则位于传送带11正上方的无线射频天线将无法读取这些电子标签的数据。为此,在传送带11沿y轴方向的左右两侧也分别设置一个无线射频天线支撑架25,每一个无线射频天线支撑架25靠近传送带11的一侧布置有一个无线射频天线,以便于读取传送带11上的电子标签的数据。相同的,每一个无线射频天线支撑架25由一个电机26带动并使得电子标签能够绕自身的轴线转动。当然,如果传送带11在y轴方向上宽度大于电子标签的读距,则在传送带11的两侧都设置无线射频天线,否则只需要在其中一侧设置无线射频天线。
46.这样,不管货物12的电子标签怎么放置,多个无线射频天线中至少有一个无线射频天线与电子标签的天线面是平行或者趋于平行,与电子标签的天线面平行或者趋于平行的无线射频天线为目标无线射频天线。本文所指的趋于平行是电子标签天线的天线面与目标无线射频天线之间的夹角不超过无线射频天线的波瓣宽度(本实施例为45
°
)的情况。
47.在传送带11的顶部还设置有读写器29,读写器29能够接收多个无线射频天线传输的信号,优选的,读写器29具有最大能够接收的无线射频天线的通道数量,即读写器29能够同时通信的无线射频天线的数据是有限制的。为此,在传送带11周边设置的无线射频天线的数量总和不应该超过读写器29的最大无线射频天线通道数量。
48.另外,在其中一个支架20上设置显示屏28,读写器29所读取的多个电子标签的信息可以通过显示屏28进行显示,此外,显示屏28还可以显示传送带11的移动速度、多个无线射频天线的转送速度等信息。
49.本实施例中,两个支架20均固定在传送带11的上方,且沿x轴方向,每一个无线射频天线均是不可以移动的,由于货物12可以跟随传送带11移动,因此,货物12上的电子标签相对于传送带11沿x轴方向移动。本实施例定义x轴方向为传送带11的流向,也就是货物12、电子标签的移动方向。相应的,由于电子标签相对于y轴方向、z轴方向是不可移动的,因此,y轴方向、z轴方向均是相对静止方向。
50.可见,本实施例的相对静止方向包括y轴方向和z轴方向,即静止方向为两个。当然,需要说明的是,如果传送带11上的货物12摆放整齐,每一张电子标签的天线均平行于
xoy平面,则可以仅仅在传送带11的顶面设置无线射频天线,而不需要在y轴方向的两侧设置无线射频天线,此时,相对静止方向仅有一个。
51.下面结合图2介绍在流水式生产线上布置无线射频天线的流程。本实施例中,由于流水式生产线的传送带11的移动速度是固定的,即电子标签的流速是固定的,并且所选用的无线射频天线的尺寸也是固定的,因此,需要根据电子标签的流速、无线射频天线的尺寸来确定所使用的无线射频天线的数量、转动速度,进而确定多个无线射频天线的布置位置,以确保在传送带11上的任意一点的电子标签,均能够被无线射频天线覆盖足够长的时间t
cover
,使得至少在一个最小有效识读时间t
minvalue
片内,电子标签的天线与无线射频天线的极化方向一致或趋于一致,以保证电子标签能被正确地识读。其中,最小有效识读时间t
minvalue
是根据每一个电子标签的参数预先确定的参数。
52.本实施例首先执行步骤s21,确定生产线的传送带11的流速v
flow
,并且确定无线射频天线的尺寸,具体的,需要确定无线射频天线在流向的尺寸,即沿x轴方向的尺寸y
flow
,优选的,无线射频天线的流向尺寸y
flow
应该满足以下要求:t
cover
=y
flow
/v
flow
>n/f
reader
,其中f
reader
为读写器29的识读频率,最小有效识读时间t
minvalue
=n/f
reader
,n=180/l
obewidth
,l
obewidth
为无线射频天线的波瓣宽度。
53.然后执行步骤s22,计算生产线在非流速方向上的宽度与无线射频天线宽度的比值。本实施例的非流速方向是相对静止方向,以设置在传送带11顶部的无线射频天线为例,非流速方向为沿y轴的方向,假设沿y轴方向生产线的宽度为w
y
,无线射频天线沿y轴方向的宽度为w
ant
,则步骤s22计算得到的数值n
y
可以采用下面的公式计算:n
y
=取整(w
y
/w
ant
)+1,即在生产线的顶部,沿y轴方向布置的无线射频天线的数量是生产线在y轴方向上的宽度与无线射频天线宽度的比值取整后加1,因此,无线射频天线的数量大于该比值。
54.相同的,如果无线射频天线布置在传送带11在y轴方向的两侧,则非流速方向为z轴方向,位于传送带11左右两侧的无线射频天线的数量n
z
=取整(w
z
/w
ant
)+1,其中w
z
是传送带11上货物12沿z轴方向的最大高度,w
ant
是位于传送带11左右两侧的无线射频天线沿z轴方向的宽度。
55.然后,执行步骤s23,确定读写器29的最大无线射频天线通道数n,即读写器29能够接收的无线射频天线的数量上限值,布置在传送带11顶部、左右两侧的无线射频天线的总和需要小于或者等于读写器29的最大无线射频天线通道数n,否则将导致读写器29无法完全读取所有无线射频天线的数据。
56.接着,执行步骤s24,根据步骤s22、步骤s23计算的结果来确定布置的无线射频天线的数量,具体的,如果按照步骤s22计算得到的在传送带11的顶部、左右两侧布置的无线射频天线的数量总和不超过读写器29的最大无线射频天线通道数n,则以步骤s22所计算的无线射频天线的数量来布置多个无线射频天线,如果按照步骤s22计算得到的在传送带11的顶部、左右两侧布置的无线射频天线的数量总和超过了读写器29的最大无线射频天线通道数n,则所布置的无线射频天线的数量为n,即读写器29的最大无线射频天线通道数量。并且,多个无线射频天线在非流速方向上相互不重叠。
57.最后,执行步骤s25,根据无线射频天线的数量确定无线射频天线的转速。以设置在传送带11顶部的无线射频天线为例,假设无线射频天线与传送带11之间的距离为1000毫米,电子标签选择φ5毫米
×
h4毫米的抗金属uhf电子标签,无线射频天线的选择频率范围
为902mhz至928mhz,波瓣宽度分别为水平方向:45
°
、垂向方向:45
°
,无线射频天线的覆盖尺寸在x轴方向和y轴方向分别为400毫米、400毫米,优选的,选用圆极化无线射频天线。并且,读写器的识读频率f
reader
为40次/秒。据此,可以计算得出电子标签的天线覆盖时间t
cover
=无线射频天线流向覆盖尺寸400毫米/(生产线流速10米/分钟)=400/(10
×
1000/(60
×
1000))毫秒=2400毫秒。
58.在确定无线射频天线的转速前,还需要确定无线射频天线的转动方式。本实施例中,无线射频天线有两种不同的转动方式,下面分别结合图3与图4介绍两种转动方式。
59.参见图3,无线射频天线的第一种转动方式首先执行步骤s31,读写器29开启读取电子标签数据的进程,然后,执行步骤s32,无线射频天线停止转动第一时间。接着,执行步骤s33,无线射频天线以第一转速正转第一角度,例如正转45
°
,并执行步骤s34,判断是否到达最大角度,即360
°
,如没有到达最大角度,则返回执行步骤s32,如果到达最大角度,则执行步骤s35,停止转动第一时间t
stop
,并且在第一时间内读取电子标签的数据。然后,执行步骤s36,无线射频天线以第一转速反转第一角度,例如反转45
°
,并执行步骤s37,判断是否到达最大角度,即360
°
,如没有到达最大角度,则返回执行步骤s35,如果到达最大角度,执行步骤s38,记录所有读取到的无线射频天线的数据,例如记录所有读取到无线射频天线的id码,然后执行步骤s39,判断生产线是否停止运行,如果没有停止运行,则返回执行步骤s32,无线射频天线继续转动,如果生产线停止运行,则执行步骤s40,结束读取电子标签数据的进程。
60.可见,如果无线射频天线应用第一种方式转动,则步骤s25需要计算第一转速以及无线射频天线停止转动的第一时间。本实施例中,需要使无线射频天线在一个转动周期内,至少有一次与电子标签的天线的极化方向一致或者趋于一致,由于无线射频天线的一个转动周期为360
°
,每转动45
°
停止转动第一时间并读取电子标签的数据,因此,无线射频天线的一个转动周期不超过电子标签的天线覆盖时间t
cover
,即2400毫秒。例如,第一转速为200转/秒,第一时间t
stop
为200毫秒,这样,无线射频天线的一个转动周期所需要的时间为1605毫秒,不超过电子标签的天线覆盖时间t
cover
。并且,由于无线射频天线的波瓣宽度为45
°
,所以每次旋转45
°
后并停止转动一个时间片,则旋转4次就总有一次会出现电子标签的天线和无线射频天线的极化方向是或趋于一致的情况,通过这样的方法可以确保每一张电子标签均能够被正确识别。
61.进一步的,在无线射频天线的转动、停转的同时,读写器29并行地读取各张电子标签的数据。因此,无线射频天线的转动与读写器29对电子标签数据的读取是并行的执行。
62.参见图4,无线射频天线的第二种转动方式首先执行步骤s41,读写器开启读取电子标签数据的进程,然后,执行s42,以第二转速正转第二角度,例如,第二角度为360
°
。然后,执行步骤s43,无线射频天线停止转动第二时间。
63.接着,执行步骤s44,以第二转速反转第二角度,例如,第二角度为360
°
。然后,执行步骤s45,无线射频天线停止转动第二时间。执行步骤s46,记录所有读取到的无线射频天线的数据,例如记录所有读取到无线射频天线的id码。然后执行步骤s47,判断生产线是否停止运行,如没有停止运行,则返回执行步骤s42,如果停止运行,则执行步骤s48,结束读取电子标签数据的进程。
64.可见,如果无线射频天线应用二种方式转动,则步骤s25需要计算第二转速以及无
线射频天线停止转动的第二时间。本实施例中,需要使无线射频天线在一个转动周期内,至少有一次与电子标签的天线的极化方向一致或者趋于一致,由于无线射频天线的一个转动周期为360
°
,并且在转动一个周期后需要停止转动第二时间,因此,可以设定第二时间为400毫秒,无线射频天线的第二转速是0.625转/秒,即每转时间是1600毫秒。这样,无线射频天线的一个转动周期所需要的时间为2000毫秒,不超过电子标签的天线覆盖时间t
cover
。与无线射频天线第一种转动方式相同的,第二种转动方式下,在无线射频天线的转动、停转的同时,读写器29并行地读取各张电子标签的数据,即无线射频天线的转动与读写器29对电子标签数据的读取是并行的执行。
65.可见,本实施例通过合理布置多个无线射频天线的位置,能够确保传送带11上所有货物12的电子标签均能够被无线射频天线正确识别,确保对电子标签的识别率满足要求。
66.无线射频天线的布置方法第二实施例:
67.本实施例应用于诸如仓库的门径,参见图5,在仓库的门径通道40的前端设置有滑动架50,滑动架50包括两条沿门径通道40方向延伸的导轨51,滑动架50包括多根立柱52,滑动架50的顶部设置有两根横杆53,横杆53的下方设置有多个无线射频天线支撑架54,每一个无线射频天线支撑架54的下表面设置有一个无线射频天线。此外,无线射频天线支撑架54由电机55带动转动,使得无线射频天线能够沿自身的轴线转动。
68.本实施例中,门径通道40构成货物移动通道,因此货物移动通道沿x轴方向延伸。进出仓库的货物45通过小车42推动至仓库门径通道,每一个货物45上绑定有一张电子标签,优选的,每一张电子标签具有唯一的id码。从图5可见,在滑动架50的顶部设置有四个无线射频天线支撑架54,因此,在滑动架50的顶部,使用四个无线射频天线读取货物45上的电子标签的数据。四个无线射频天线分为两组,每一组包括两个沿y轴方向布置的无线射频天线,其中一组的无线射频天线的中心线与另一组的无线射频天线两两间的间隔中心线互相对正。当然,如果传门径通道40的宽度小于正方形的无线射频天线的宽度的二倍,则每一组只需设置一个无线射频天线即可。
69.然而,由于通过门径通道40的货物45可能是无序摆放,货物45上的电子标签的天线方向是不确定的,如果电子标签的天线刚好位于xoz平面,则位于滑动架50正上方的无线射频天线将无法读取这些电子标签的数据。为此,在滑动架50沿y轴方向的左右两侧也分别设置一个或者多个无线射频天线支撑架61,无线射频天线支撑架61由横杆60支撑,每一个无线射频天线支撑架61靠近门径通道40的一侧布置有一个无线射频天线,以便于读取货物45的电子标签的数据。相同的,每一个无线射频天线支撑架61由一个电机带动并使得电子标签能够绕自身的轴线转动。当然,如果门径通道40在y轴方向上宽度大于电子标签的读距,则在门径通道40的两侧都设置无线射频天线,否则只需要在其中一侧设置无线射频天线。
70.在滑动架50的顶部还设置有读写器56,读写器56能够接收多个无线射频天线传输的信号,优选的,读写器56具有最大能够接收的无线射频天线的通道数量,即读写器56能够同时通信的无线射频天线的数据是有限制的。为此,在门径通道40周边设置的无线射频天线的数量总和不应该超过读写器56的最大无线射频天线通道数量。此外,在滑动架50还上设置显示屏64,读写器56所读取的多个电子标签的信息可以通过显示屏64进行显示。
71.本实施例中,滑动架50能够沿两条导轨51在x轴方向上往复运动,因此,当货物45进出仓库前,需要将货物45停留在滑动架50下方一段时间,通过滑动架50在x轴方向上的移动,由多个无线射频天线读取货物45上的电子标签的数据。因此,本实施例中,电子标签是静止的,而多个无线射频天线是相对于电子标签在x轴方向上移动,因此,本实施例的流向为x轴方向,也就是无线射频天线的移动方向,而y轴方向、z轴方向均为相对静止方向,可见,本实施例的相对静止方向有两个。
72.当然,如果通过门径通道40的货物45摆放整齐,每一张电子标签的天线均平行于xoy平面,则可以仅仅在滑动架50的顶面设置无线射频天线,而不需要在y轴方向的两侧设置无线射频天线,此时,相对静止方向仅有一个。
73.下面结合图6介绍在门径通道上布置无线射频天线的流程。本实施例中,可以预先设定无线射频天线的转速,并且设定所使用的无线射频天线的尺寸,即无线射频天线的转速以及尺寸均是固定的,但滑动架的移动速度是可以改变的。因此,需要根据无线射频天线的转动速度、流向尺寸来计算无线射频天线相对于电子标签的移动速度,即流速,以确保在门径通道40内的任意一点的电子标签,均能够被无线射频天线覆盖足够长的时间t
cover
,使得至少在一个最小有效识读时间t
minvalue
片内,电子标签的天线与无线射频天线的极化方向一致或趋于一致,以保证电子标签能被正确地识读。
74.本实施例首先执行步骤s61,确定无线射频天线的转速以及无线射频天线在流向上的尺寸。本实施例中,无线射频天线可以有两种不同的转动方式,如图3介绍的第一种转动方式或者图4介绍的第二种转动方式,在此不再赘述。在无线射频天线的转动方式确定后,无线射频天线转动一周的时间也确定。
75.优选的,无线射频天线的流向尺寸y
flow
与无线射频天线沿x轴方向的移动速度v
flow
应该满足以下要求:t
cover
=y
flow
/v
flow
>>n/f
reader
,其中f
reader
为读写器56的识读频率,最小有效识读时间t
minvalue
=n/f
reader
,n=180/l
obewidth
,l
obewidth
为无线射频天线的波瓣宽度。上述要求中,>>表示远大于,即y
flow
/v
flow
的比值需要远大于n/f
reader
的数值。
76.然后执行步骤s62,计算门径通道在非流速方向上的宽度与无线射频天线宽度的比值。本实施例的非流速方向是相对静止方向,以设置在滑动架50顶部的无线射频天线为例,非流速方向为沿y轴的方向,假设沿y轴方向门径通道的宽度为w
y
,无线射频天线沿y轴方向的宽度为w
ant
,则步骤s62计算得到的数值n
y
可以采用下面的公式计算:n
y
=取整(w
y
/w
ant
)+1,即在门径通道的顶部,沿y轴方向布置的无线射频天线的数量是门径通道在y轴方向上的宽度与无线射频天线宽度的比值取整后加1,因此,无线射频天线的数量大于该比值。
77.相同的,如果无线射频天线布置在滑动架50在y轴方向的两侧,则非流速方向为z轴方向,位于滑动架50左右两侧的无线射频天线的数量n
z
=取整(w
z
/w
ant
)+1,其中w
z
是滑动架50上货物45沿z轴方向的最大高度,w
ant
是位于滑动架50左右两侧的无线射频天线沿z轴方向的宽度。
78.然后,执行步骤s63,确定读写器56的最大无线射频天线通道数n,即读写器56能够接收的无线射频天线的数量上限值,布置在滑动架50顶部、左右两侧的无线射频天线的总和需要小于或者等于读写器56的最大无线射频天线通道数n,否则将导致读写器56无法完全读取所有无线射频天线的数据。
79.接着,执行步骤s64,根据步骤s62、步骤s63计算的结果来确定布置的无线射频天线的数量,具体的,如果按照步骤s62计算得到的在滑动架50的顶部、左右两侧布置的无线射频天线的数量总和不超过读写器56的最大无线射频天线通道数n,则以步骤s62所计算的无线射频天线的数量来布置多个无线射频天线,如果按照步骤s62计算得到的在滑动架50的顶部、左右两侧布置的无线射频天线的数量总和超过了读写器56的最大无线射频天线通道数n,则所布置的无线射频天线的数量为n,即读写器56的最大无线射频天线通道数量。并且,多个无线射频天线在非流速方向上相互不重叠。
80.最后,执行步骤s65,根据无线射频天线的数量确定无线射频天线的移动速度,即滑动架50在导轨51上沿x轴方向的移动速度。具体的,可以下面的关系进行计算:电子标签的天线覆盖时间t
cover
=无线射频天线流向覆盖尺寸/无线射频天线的流速,其中,电子标签的天线覆盖时间t
cover
需要小于无线射频天线转动一个周期的时间。
81.根据上述的方法,可以计算出无线射频天线的移动速度,也就是确定滑动架50的移动速度,并且可以确保从门径通道40穿过的货物45上的电子标签均能够被无线射频天线覆盖并被正确读取。
82.通常,由于门径通道40沿y轴方向的宽度较大,如果需要在门径通道40沿y轴方向上布置足够多的无线射频天线,则需要设置的无线射频天线的数量较多,有可能超过读写器56最大无线射频天线通道数n,为此,设置在滑动架50顶部的无线射频天线的数量有可能不能够完全覆盖门径通道40的y轴方向的长度。为此,位于滑动架50顶部的无线射频天线的数量可能会小于门径通道在非流速方向上的宽度与无线射频天线宽度的比值,即n
y
×
w
ant
<w
y
,在这种情况下,滑动架50需要采用特殊的工作方式来确保每一个货物45上的电子标签均被识别。
83.参见图7,使用无线射频天线对电子标签进行识别时,首先执行步骤s71,滑动架沿x轴方向移动至边缘,然后,执行步骤s72,判断在非流向方向上,例如在y轴方向上,无线射频天线的数量是否小于门径通道的宽度与无线射频天线宽度的比值,如果不是,表示无线射频天线能够完全覆盖门径通道40的y轴方向,则滑动架不在移动,读写器记录所有读取到的电子标签的数据。
84.如果步骤s72的判断结果为是,则执行步骤s73,多个无线射频天线沿非流向方向整体移动,例如沿y轴方向整体性移动。具体的,在横杆53上设置链条等传输带,带动多个无线射频天线支撑架54整体性的沿y轴方向移动。优选的,每一次移动的距离是(n
y
‑
1)
×
w
ant
距离,也就是多个无线射频天线每次移动的距离不大于多个无线射频天线在相对静止方向的总宽度。
85.在多个无线射频天线整体移动后,执行步骤s74,滑动架沿流速方向反方向移动,并移动至边缘处,然后执行步骤s75,判断在非流速方向上,多个无线射频天线的行程是否完全覆盖门径通道的宽度,如是,在结束滑动架的移动,否则,返回执行步骤s73,直至多个无线射频天线的行程已经完全覆盖门径通道的宽度。
86.这样,在无线射频天线的数量受限的情况下,仍能够确保对所有货物45上的电子标签的正确识别,确保对电子标签的识别率。
87.最后需要强调的是,本发明不限于上述实施方式,例如所应用的场景的改变,或者,所使用的无线射频天线的类型改变等,这些改变也应该包括在本发明权利要求的保护
范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1