一种n型PbTe基热电器件接头及其制备方法
一种n型pbte基热电器件接头及其制备方法
技术领域
1.本发明属于热电材料技术领域,尤其涉及一种n型pbte基热电器件接头及其制备方法。
背景技术:
2.热电器件的性能由无量纲优值zt
device
=zt
material
.l/(l+2ρ
c
.σ)表征,其中l是热电支脚的长度,zt
materia
是热电材料在高温端和低温段之间的有效转换参数,σ是热电材料的电导率,ρc是热电材料与电极材料之间的接触电阻。接触电阻的存在,会使器件在界面处产生额外的功率损耗,使实际热电器件的转换效率下降。为了减少热电器件在输出功率上的损失,有必要将接触电阻率控制在相对可忽略的水平内。此外,热电接头必须具备一定的连接强度。界面处元素的扩散固溶有利于获得更紧密的连接,达到较高连接强度。但是当元素相互扩散后形成的界面新相对接头力学性能有较大影响。热电器件往往需要长时间服役在极端温度条件下,高温端热电接头由于较高的热流输入,元素的剧烈扩散与中间相的大量形成是导致器件效率降低乃至失效的主要原因,因此需要保证热电器件高温长时间服役的可靠性。调控接头界面元素的扩散程度,实现具有一定连接强度的热稳定性接头是热电器件研究的重难点之一。
3.实现低接触电阻、高连接强度以及高温服役热稳定性是热电器件连接的要求,但目前很多热电材料的接触层电极连接还远未达到这个要求。因此,寻找匹配的接触层材料以及合适的连接工艺是开发热电器件的一个重要研究方向。
4.另外,pbte基热电材料是一类具有优良热电性能的中温区热电材料之一,非常适合中温区热源的能量回收发电。但目前pbte基热电材料还没有实现大规模器件应用的转化,主要存在的问题之一在于合适的电极层/接触层材料的选择与制备。其次目前针对其电极连接与器件制备的报道较少,由于pbte材料本身热膨胀系数较高,化学反应活性较强,缺少合适的接触层结构,阻碍了pbte基材料向器件应用的转化。另外,高效可靠的热电接头连接需要具备较低的接触电阻率、高的连接强度以及长时间服役热稳定性,目前还没有同时满足以上三个条件的电极连接方案。
技术实现要素:
5.针对以上技术问题,本发明公开了一种n型pbte基热电器件接头及其制备方法,通过接触层材料中fe和sb合金化元素之间的机械合金化,实现接触层为fe
‑
sb化合物和fe的混合物,该混合物仍表现出金属性。通过合金化,调节了接触层材料的热膨胀系数,最终获得具有低接触电阻与良好热稳定性的热电接头,有效推动pbte基热电材料的器件应用转化。
6.对此,本发明采用的技术方案为:
7.一种n型pbte基热电器件接头及其制备方法,其包括相互连接的n型pbte基热电材料和接触层,所述接触层材料为fe1‑
x
sb
x
,其中x满足0.1<x<0.5;所述n型pbte基热电材料和
接触层在电场和压力场的耦合作用下反应连接。
8.其中,接触层材料fe1‑
x
sb
x
为fe
‑
sb化合物和fe的混合物,该混合物表现出金属性。
9.采用本发明的技术方案,通过选用接触层材料为fe1‑
x
sb
x
,选择合理的fe、sb配比,利用fe和sb合金化元素之间的机械合金化,在电场和压力场的耦合作用下,实现接触层材料和热电材料致密化的同时,实现二者反应连接,最终获得具有低接触电阻与良好热稳定性的热电接头。
10.作为本发明的进一步改进,x满足0.2≤x≤0.3。采用此技术方案的接头具有更低的接触电阻和更高的电学热稳定性。
11.本发明还公开了fe1‑
x
sb
x
材料用于n型pbte基热电器件接头的应用,x满足0.1<x<0.5。其中n型pbte基热电材料和fe1‑
x
sb
x
材料在电场和压力场的耦合作用下反应连接得到接头,可以用于热电器件。进一步的,x满足0.2≤x≤0.3。
12.本发明还公开了如上所述的n型pbte基热电器件接头的制备方法,其包括如下步骤:
13.步骤s1,将fe粉、sb粉按照名义配比称量,然后进行球磨得到fe
‑
sb化合物和不同fe含量的混合粉体,作为接触层粉体;
14.步骤s2,将n型pbte基热电材料粉体与接触层粉体按照接触层/热电材料层/或接触层/热电材料层/接触层的结构装入模具中,冷压后备用;
15.步骤s3,进行sps烧结,烧结温度为550
‑
650℃,压强为30
‑
50mpa,得到n型pbte基热电器件接头。
16.采用此技术方案,以电极材料合金化为出发点,首次利用fe
‑
sb球磨粉体作为pbte基热电材料的接触层材料并利用放电等离子烧结法制备出了n型pbte热电接头。通过合金化,调节了电极材料的热膨胀系数,最终获得具有低接触电阻与良好热稳定性的热电接头,有效推动了pbte基热电材料的器件应用转化。
17.作为本发明的进一步改进,步骤s1中,所述fe粉、sb粉的粒度小于100目,纯度大于99.9%。
18.作为本发明的进一步改进,步骤s1中,将球磨后的粉体过筛,得到粒度小于100目的接触层粉体。
19.作为本发明的进一步改进,步骤s1中,球磨的时间为4
‑
8小时。
20.作为本发明的进一步改进,步骤s2中,冷压至50%
‑
60%的理论密度。
21.作为本发明的进一步改进,步骤s3中,保温时间为2min
‑
5min。
22.与现有技术相比,本发明的有益效果为:
23.采用本发明的技术方案,通过选择合适的pbte基热电器件接头材料进行连接,通过调节热膨胀系数,减小电极材料与热电材料的界面热应力,得到了完整无裂纹的热电接头,并且有效控制了界面的元素扩散与反应,提高了接头的热稳定性。制备的pbte基热电器件接头具有较低的界面接触电阻,较佳的连接效果以及良好的界面稳定性,能够有效提高pbte基热电器件的可靠性和服役寿命,为实现高性能pbte基热电器件的制造有重要的科学与实用意义;工艺方法简单、成本较低、适合工业化生产。
附图说明
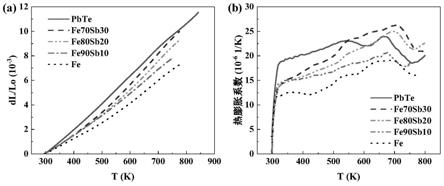
24.图1是本发明实施例的pbte、fe、fe
‑
sb球磨合金性能对比图,其中(a)为随温度变化的膨胀率对比图,(b)为随温度变化的热膨胀系数对比图。
25.图2是本发明实施例制备得到的电热接头的接头形貌图,其中(a)为in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe接头,(b)为in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
70
sb
30
接头。
26.图3是本发明实施例制备得到的电热接头的500℃时效100小时前后接头界面能谱线扫图,其中(a)为时效前界面元素分布;(b)为500℃时效100小时后界面元素分布。
27.图4是本发明实施例制备得到的电热接头的500℃时效100小时前后接头界面接触电阻分析图,其中(a)为时效前界面接触电阻;(b)为500℃时效100小时后界面接触电阻。
具体实施方式
28.下面对本发明的较优的实施例作进一步的详细说明。
29.一种n型pbte基热电器件接头,其包括依次连接的接触层、n型pbte基热电材料和接触层,所述接触层材料为fe1‑
x
sb
x
,其中x满足0.1<x<0.5,该热电器件接头采用如下步骤制备得到:
30.(1)混合球磨原料:将粒度小于100目,纯度大于99.9%的fe、sb合金化元素按照名义配比fe1‑
x
sb
x
(0.1<x<0.5)称量,而后在高能球磨机中进行机械合金化,球磨时间为4
‑
8小时,得到fe
‑
sb化合物和不同fe含量的混合粉体,再将球磨后粉体过筛,得到粒度小于100目的接触层粉体;
31.(2)粉体装入模具:将n型pbte基热电材料粉体与接触层粉体按照“接触层/热电材料层/接触层”的三层结构装入石墨模具中,冷压至50%
‑
60%的理论密度备用;
32.(3)烧结连接:进行sps烧结,烧结温度为550
‑
650℃,压强为30
‑
50mpa,保温时间为2min
‑
5min,形成fe1‑
x
sb
x
/pbte/fe1‑
x
sb
x
热电接头。
33.下面,结合具体的实施例进行说明。
34.实施例1
35.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层为fe
0.7
sb
0.3
,采用上述制备方法制备得到fe
0.7
sb
0.3
/in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
0.7
sb
0.3
热电接头。
36.实施例2
37.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层为fe
0.7
sb
0.3
,采用上述制备方法制备得到fe
0.7
sb
0.3
/in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
0.8
sb
0.2
热电接头。
38.实施例3
39.n型pbte基热电材料为pb
0.9955
te
0.996
i
0.004
,接触层为fe
0.7
sb
0.3
,采用上述制备方法制备得到fe
0.7
sb
0.3
/pb
0.9955
te
0.996
i
0.004
/fe
0.7
sb
0.3
热电接头。
40.实施例4
41.n型pbte基热电材料为ag
0.02
in
0.002
pb
0.978
te,接触层为fe
0.7
sb
0.3
,采用上述制备方法制备得到fe
0.7
sb
0.3
/ag
0.02
in
0.002
pb
0.978
te/fe
0.7
sb
0.3
热电接头。
42.对比例1
43.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层为fe
0.9
sb
0.1
,采用上述制备方法制备得到fe
0.9
sb
0.1
/in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
0.9
sb
0.1
热电接头。
44.对比例2
45.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层为fe
0.5
sb
0.5
,采用上述制备方法制备得到fe
0.5
sb
0.5
/in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
0.5
sb
0.5
热电接头。
46.对比例3
47.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层采用fe,采用上述制备方法制备得到fe/in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe热电接头。
48.对比例4
49.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层采用cu,采用上述制备方法制备得到cu/in
0.0045
pb
0.9955
te
0.996
i
0.004
/cu热电接头。
50.对比例5
51.n型pbte基热电材料为in
0.0045
pb
0.9955
te
0.996
i
0.004
,接触层采用ni,采用上述制备方法制备得到ni/in
0.0045
pb
0.9955
te
0.996
i
0.004
/ni热电接头。
52.将上述实施例和对比例的接头进行接触电阻的测试,以及500℃不同时效的电学热稳定性测试,结果如表1所示。
53.表1实施例和对比例的性能对比分析表
[0054][0055]
通过表1的数据对比可见,采用实施例1~实施例4的技术方案,界面连接良好,且具有更低的界面接触电阻,实施例1和实施例2经过高温的电学稳定性测试,具有很好的电学稳定性。
[0056]
除上述测试以外,对pbte、fe、fe
‑
sb球磨合金进行了性能对比测试,如图1所示,其中膨胀率随温度变化的测试对比曲线如图1(a)所示,热膨胀系数随温度变化的测试对比曲线如图1(b)所示。可见,fe与pbte热膨胀系数差异明显,两者互连接头容易产生较大的热应力;通过sb合金化后,fe
‑
sb材料的热膨胀系数有明显提高,与pbte匹配性得到优化,有利于
缓解热应力,提高接头力学性能和可靠性。
[0057]
针对上述实施例1和对比例3进行了接头形貌的对比,如图2所示,可见实施例1的接头完全无裂痕,界面致密、光滑,而对比例3的接头由于产生较大热应力,导致在中间层pbte材料产生明显裂纹扩展,导致接头失效。
[0058]
针对实施例1的in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
70
sb
30
接头进行了500℃时效100小时前后的界面能谱线扫,结果如图3所示,可见经过500℃时效100小时后,界面元素分布稳定,无明显元素扩散,说明了fe
‑
sb连接层与pbte具有良好的热稳定性,也有利于提高接头高温服役可靠性。
[0059]
图4是实施例1的in
0.0045
pb
0.9955
te
0.996
i
0.004
/fe
70
sb
30
接头500℃时效100小时前后界面接触电阻对比图,可见,经过500℃时效100小时后界面接触电阻变化很小,说明电学热稳定性好。
[0060]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1